(54) УСТРОЙСТВО ДЛЯ ГИДРОДИНАМИЧЕСКОГО ВОЛОЧЕНИЯ ЗАГОТОВОК

| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ЗАГОТОВОК | 2000 |
|
RU2193466C2 |
| Способ волочения изделий в режиме гидродинамического трения | 1980 |
|
SU984541A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2086323C1 |
| ВОЛОЧИЛЬНЫЙ СТАН для ВОЛОЧЕНИЯ ТРУБ НА ДЛИННОЙ ОПРАВКЕ | 1970 |
|
SU280417A1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ ПРОВОЛОКИ | 2002 |
|
RU2226438C1 |
| УСТРОЙСТВО ДЛЯ ВОЛОЧЕНИЯ КРУГЛЫХ ЗАГОТОВОК | 1998 |
|
RU2125918C1 |
| Устройство для вибрационного волочения порошковой проволоки | 1987 |
|
SU1500456A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Инструмент для волочения в режиме гидродинамического трения | 1987 |
|
SU1496858A1 |

1
Изобретение относится к обработке металлов-давлением и может быть использовано для деформации протягиванием или проталкиванием через волоку заготовок.
Известны устройства для деформации заготовок протягиванием (волочильные станы), включающие волоку с волокодержателем, захватный орган и средство для перемещения захватного органа в виде цепи или барабана 1.
Однако процесс деформации в таких устройствах сопровождается высокими затратами энергии да преодоление сил. трения между заготовкой и волокой в очаге деформации, а также низким выходом годного вследствие необходимости изготовления захваток и последующей их обрезки.
Наиболее близким к предлагаемому является устройство для деформации заготовок способом волочения с использованием эффекта гидродинамической подачи смазки в очаг деформации. Устройства включают, кроме волоки с волокодержателем, захватного органа и средства для его перемещения, напорный элемент, выполненный в виде напорной втулки. Напорный элемент устанавливают непосредственно перед рабочей волокой и закрепляют неподвижно. Благодаря применению напорного элемента создается высокое гидростатическое давление в очаге деформации, образуется толстый смазочный слой, надежно разделяющий заготовку и волоку, уменьщаются затраты энергии и износ инструмента 2.
Недостатком известного устройства, реализующего режим гидродинамического трения, является низкий выход годного вследствие необходимости изготовления и
10 последующей обрезки захваток.
Цель изобретения - повыщение выхода годного, снижение капитальных затрат, повыщение производительности труда за счет повыщения частных вытяжек.
IS
Поставленная цель достигается тем что ус тройство для гидродинамического волочения заготовок, включающее корпус с установленными в нем напорной втулкой и волокодержа телем с волокой, снабжено муфтой, состоя20щей из подвижной и неподвижной в осевом направлении частей в виде втулок, контактирующих друг с другом по наклонным торцовым поверхностям,причем неподвижная часть связана со щкивом, а подвижная часть
имеет возможность возвратно-поступательного перемещения, подпружинена, и в ней жестко закреплена напорная втулка, и на наружной поверхности подвижной части выполнены шлицы, размещенные в пазах корпуса.
Кроме того, по ходу деформации в корпусе установлены дополнительно напорная втулка, волока и направляющая втулка, причем дополнительная напорная втулка жестко закреплена, в направляющей втулке, имеющей возможность возвратно-поступательного перемещения и связанной с подвижной частью муфты тягами.
Сущность принципа, заложенного в основу изобретения, состоит в следующем.
При пере.мещении напорной втулки относительно неподвижной заготовки и при наличии в зазоре между ними вязкой смазки Б слое смазки возникают касательные напряжения, увлекающие за собой заготовку. Причем эти напряжения тем выще, чем выще градиент скоростей. При достаточно больщой скорости перемещения втулки заготовке можно сообщить усилие, достаточное для ее деформации проталкиванием через волоку, что показано ниже. Обратный ход напорной втулки должен осуществляться с малой скоростью, чтобы не извлечь заготовку из волоки. Для осуществления такого режима колебаний напорной втулки служит механизм возвратно-поступательного перемещения, выраженный в виде муфты, состоящей из двух втулок, контактирующих друг с другом по : наклонным поверхностям. При их взаимном вращении расстояние между параллельными торцами увеличивается, но в определенный момент резко сокращается, чему способствует воздействие на одну из втулок упругого элемента, например пружины. При повторении быстрых ходов напорной втулки в направлении деформации и медленных в обратном направлении возможно дискретное перемещение заготовки со значительным усилием.
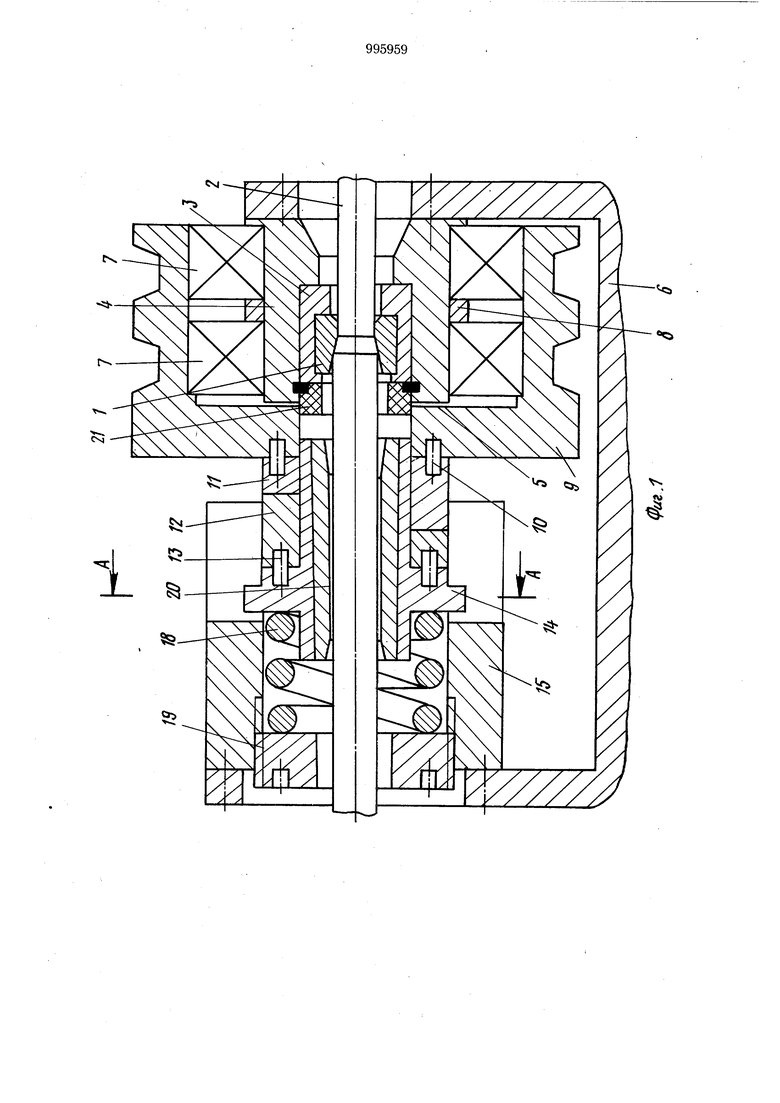
На фиг. 1 изображено предлагаемое устройство, продольный разр.ез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вариант устройства с двумя напорными втулками и волоками.
Устройство состоит из рабочей волоки 1, через которую с обжатием проходит заготовка 2. Волока закреплена в обойме 3, которая помещена в волокодержателе 4 и закреплена в нем пружинным кольцом 5. На волокодержателе 4, прикрепленном к станине 6 неподвижно, закреплены внутренние кольца подщипников .7 качения, между которыми проставлено дистанционное кольцо 8. На внещних кольцах подшипников 7 закреплен шкив 9, соединенный штифтами 10 с неподвижной в осевом направлении втулкой 11. Втулка 11 контактирует с подвижной втулкой 12 по торцовой наклонной поверхности. Втулка 12 закреплена штифтами 13 в направляющей втулке 14, имеющей возможность возвратно-поступательного осевого перемещения без вращения в корпусе 15 благодаря шлицам 16
на ее наружной поверхности и пазам 17, выполненным в корпусе 15. Направляющая втулка 14 прижата вместе с подвижной втулкой 12 к неподвижной втулке 11 пружиной 18, причем сила прижатия может регулироваться гайкой 19. Между напорной втулкой 20, жестко закрепленной в направляющей втулке 14, и обоймой 3 размещен буфер 21 из эластичного материала.
По ходу деформации может быть установлены две напорные втулки и волоки,
соединенные с механизмом возвратно-поступательного перемещения (фиг. 3). В этом случае в корпусе 15 помещена гати 22, в которой пружинным кольцом 23 закреплена обойма 24 со второй рабочей волокой 25. В корпусе 15 помещена также направляющая втулка 26, в которой жестко закреплена напорная втулка 27. Втулка 26 соединена с втулкой 14 тягами 28 и гайками 29. Для размещения тяг в корпусе 15 выполнены соответственно продольные отверстия. Корпус 15 крепится к станине болтами (не показаны).
По ходу деформации может быть установлено более двух напорных втулок, соединенных с механизмом возвратно-поступательного перемещения.
Устройство работает следующим обра.зом. ,
Шкив 9 приводится во вращение от ременной передачи (не показана), при этом вращение осуществляется на подшипниках 7
относительно неподвижного волокодержателя 4. С помощью шпилек 10 момент передается неподвижной в осевом направлении втулке 11. Благодаря наклонной винтовой поверхности на втулках И и 12 расстояние между торцами втулок увеличивается,
и соединенная с втулкой 12 и штифтами 13 направляющая втулка 14 перемещается влево. При этом шлицы на ее наружной поверхности перемещаются в пазах корпуса 15, что предохраняет ее от вращения. Находящаяся в зазоре между заготовками 2 и напорной втулкой 20 смазка при малой скорости сдвига ведет себя как жидкое тело и не передает продольного усилия от напорной втулки 20 заготовке 2. Заготовка 2 удерживается от перемещения влево силами трения на калибрующем пояске рабочей волоки 1. При перемещении направляющей втулки 14 влево сжимается пружина 18, аккумулируя потенциальную энергию. Сила сжатия пружин может регулироваться гайкой 19, ввернутой в
тело корпуса 15. При совпадении выступа неподвижной втулки 11 с впадиной подвижной 12 (или наоборот) расстояние между их торцами резко уменьшается под воздействием пружины 18, и направляющая втулка 14 вместе с напорной втулкой 20 резко перемещается вправо. Находящаяся в зазоре между напорной втулкой 20 и заготовкой 2 смазка при больших скоростях сдвига ведет себя как твёрдое тело и передает движение заготовки 2, которая проталкивается через отверстие волоки 1. В крайнем правом положении .энергия удара гасится буфером 21, выполненном из эластичного материала. Деформация заднего конца предыдущей здгоговки завершается проталкиванием переднего конца последующей заготовки. В варианте выполнения устройства с .двумя и более напорными втулками цикл работы аналогичен. В этом случае перемещение втулок 14 и 20 передается второй направляющей втулке 26 и помещенной в ней второй напорной втулке 27 тягами 28. Использование двух напорных втулок и двух рабочих волок позволяет увеличить вдвое величину деформации, возможной при реализации устройства. Возможно применение большого количества дополнительных напорных втулок, пос:тавленных перед рабочими волоками и приводимых от одного механизма возвратно-поступательного перемещения. Достигаемая при этом вытяжка равна произведению частных вытяжек. Увеличение выхода годного при использовании предлагаемого устройства возможно за счет ликвидации обрези захваток. Заправочный коэффициент при волочении прутков и труб из медных сплавов только при одном проходе волочения колеблется в пределах 1,04-1,67. Таким образом. от 5 металла идет в обрезь заготовок и- составляет безвозвратные потери металла. Изобретение позволяет избежать таких потерь, т.е. повысить выход годного. При использовании предлагаемого устройства возможно увеличение частных вытяжек за проход, так как обжатия .не лимитированы условием прочности переднего конца заготовки. Формула изобретения 1. Устройство для гидродинамического ь лочения заготовок, содержащее корпус с установленными в нем напорной втулкой и волокодержателем с волокой, отличающееся тем, что, с целью повышения выхода годного за счет обеспечения самоподачи заготовки, оно снабжено муфтой, состоящей из подвижной и неподвижной в осевом направлении частей в виде втулок, контактирующих друг с другом по наклонньгм торцовым поверхностям, причем неподвижная часть связана со шкивом, а подвижная часть имеет возможность возвратно-поступательного перемещения, подпружинена, к в ней жестко закреплена напорная втулка, а на наружной поверхности подвижной части выполнены шлицы, размещенные в пазах корпуса. 2. Устройство по п. , отличающееся тем, что по ходу деформации в корпусе установлены подолнительно напорная втулка, волока и направляющая втулка, причем дополнительная напорная втулка жестко закреплена в направляющей втулке, имеющей возможность возвратно-поступательного перемещения и связанной с подвижной частью муфты тягами, Источники информации, принятые во внимание при экспертизе 1. Суворов И. ,К. Обработка металлов Давлением. М., «Высшая школа, 1974, с. 322-336. 2. Авторское свидетельство СССР № 825223, кл. В 21 С 3/14, 1979.
