Изобретение относится к обработке металлов давлением-волочением, преимущественно круглых профилей.
Уровень техники заявляемого изобретения известен из устройства, состоящего из вращающегося корпуса, внутри которого последовательно установлены напорная втулка и волока, причем втулка и волока имеют возможность вращаться одновременно с корпусом посредством механизма вращения. При этом на внутренней поверхности напорной втулки выполнена коническая резьба с волнообразным профилем, а по всей поверхности волоки выполнены равномерно расположенные симметричные выемки (патент RU N 2086323, B 21 C 3/14).
Существенным недостатком известного устройства, как показала практика его использования, является сложность изготовления напорной втулки и нестабильность ее работы в довольно узком скоростном режиме.
Погрешность изготовления резьбового канала в 0,1 мм ведет к задирам при работе и скручиванию заготовки. Отсюда частая смена инструмента и невозможность длительной стационарной работы установки.
Настоящее изобретение направлено на решение задачи улучшения технологии процесса волочения круглых заготовок из трудно деформируемых материалов.
Технический результат, достигаемый при решении поставленной задачи, заключается в улучшении качества поверхности получаемых заготовок и повышении стабильности работы установки.
Требуемый технический результат достигается дополнительным продольным перемещением волоки внутри корпуса вдоль оси волочения, пневматическими камерами и ударным действием волоки по заготовке через слой смазки.
Существенные признаки, характеризующие заявляемое устройство.
Ограничительные - корпус, волока, одновременное вращение корпуса и волоки, выемки на внутренней поверхности волоки.
Отличительные - волока осуществляет дополнительное перемещение внутри корпуса; перемещение волоки обеспечивается за счет ее движения по телам вращения, установленным в продольных выточка, которые выполнены на внутренней поверхности корпуса и на наружной поверхности волоки; на торцевой поверхности волоки, через которую осуществляется подача заготовки, установлено подвижное кольцо с выступами для обеспечения движения волоки. Внутри корпуса волоки установлены пневматические камеры и выполнены сквозные отверстия, через которые в полость волоки поступает смазка, обеспечивающая движение волоки вдоль оси волочения.
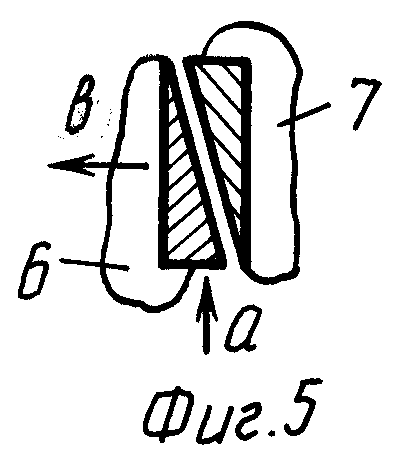
В процессе работы выступы волоки входят в соприкосновение с выступами на неподвижном диске задающего устройства и заставляют волоку, преодолевая сопротивление в пневматических элементах, быстро отойти в сторону продвижения заготовки. После выхода выступов из соприкосновения пневматические элементы возвращают волоку в первоначальное положение. При этом происходит динамическое воздействие (удар) волоки на деформируемую заготовку через слой смазки, впрыснутой во внутреннюю полость волоки при ее отходе. Величина гидродинамической силы может изменяться в зависимости от скорости вращения и скорости возврата волоки в исходное положение.
Сущность изобретения поясняется графическими материалами.
На фиг. 1 представлена схема описываемого устройства; на фиг. 2 - сеч. А-А по фиг. 1; на фиг.3 - вид по стрелке С по фиг. 1; на фиг.4 - вид по стрелке В по фиг.3; на фиг.5 - схема взаимодействия выступов в подвижной и неподвижной системах.
В корпус 1 вставляется волока 2 по телам вращения (например, шарикам) 3, через которые передается вращение от корпуса волоке. Момент вращения корпусу передается через хвостовик 4, который вставляется во вращающийся патрон (не показано), и промежуточное кольцо 5. Перемещение волоки вдоль оси заготовки осуществляется через подвижное кольцо 6, неподвижный диск 7, в которых находятся профилированные корпусные выступы 8, и пневматические резиновые камеры 9. Подача смазки во внутреннюю полость волоки осуществляется через отверстия 10 в волоке пневматической резиновой камерой 11, которая давит на емкость масла 12. Подача заготовки осуществляется валками задающей клети 13. Пневматические камеры 9, служащие для придания ускорения волоке 2, выполняют еще функцию сальников, препятствующих протеканию смазки. Неподвижный диск 7 имеет в центре отверстие для прохождения заготовки.
Устройство работает следующим образом.
Круглую заготовку с помощью задающего устройства 13 подают во вращающуюся волоку. При этом неподвижный диск 7 устанавливается таким образом, чтобы находящиеся на подвижном кольце 6 корпусные выступы входили в соприкосновение с такими же выступами на диске 7 (фиг.5). При этом кольцо 6 будет перемещаться в направлении движения заготовки вместе с волокой 2, скользящей по шарикам 3, сжимая пневматические камеры 9. При этом движении шарики, перемещаясь в осевом направлении, открывают отверстия в волоке, в которые проникает смазка из емкости 12 под действием давления, осуществляемого пневмокамерой 11. Заготовка при этом продвигается клетью 13 без обжатия. После выхода выступов из соприкосновения вращающаяся волока под действием давления в пневмокамерах 9 устремляется в обратном направлении, нанося через слой смазки удар по заготовке. При этом реализуется значительное гидродинамическое давление в зоне деформации. Обратному движению заготовки препятствуют инерционные силы и сопротивление со стороны задающей клети. За один поворот волоки такое действие (удар) осуществляется четыре раза. Действие волоки можно сравнить с вращающимся отбойным молотком, где инструментом является волока, а деформируемой средой - круглая заготовка. Давление в пневмокамерах должно быть таким, чтобы выдерживать усилие деформации заготовки в стационарном режиме (без удара). Если принять l - длина зоны соприкосновения сухаря (фиг. 4), a v - скорость вращения волоки, то время соприкосновения τ = 1/v. Тогда путь S, пройденный заготовкой без обжатия, равен S = τ • v*, где v* - скорость подачи заготовки. Естественно, что этот путь должен быть меньше величины Δ h сухаря (фиг.4) S < Δ h. С другой стороны, чтобы шел процесс естественно принять S > Δ h/2. Тогда, учитывая, что v= π Rn/30, где n - число оборотов, а R - радиус до осевой линии сухарей (фиг. 3), получим
Если принять n=1000 об/мин, Δ h=4 мм, R=100 мм, l=30 мм, то 0,697 м/с < v* < 1,395 м/с.
Как показали результаты эксперимента, усилие деформирования со стороны задающего устройства снизилось на порядок по сравнению с прототипом. Реализуется полная стабильность процесса деформации, которая зависит только от величины накопительной емкости для смазки 12 (фиг. 1).
Изобретение относится к обработке металлов давлением, в частности к волочению. Устройство выполнено в виде вращающегося корпуса. В корпус вмонтированы волока и пневматические элементы, перемещающие волоку относительно корпуса по оси волочения. Пневматические элементы, перемещая волоку, создают динамическое воздействие через жидкость на заготовку. Данное устройство обеспечивает улучшение технологического процесса из труднодеформируемых материалов и повышает производительность. 5 ил.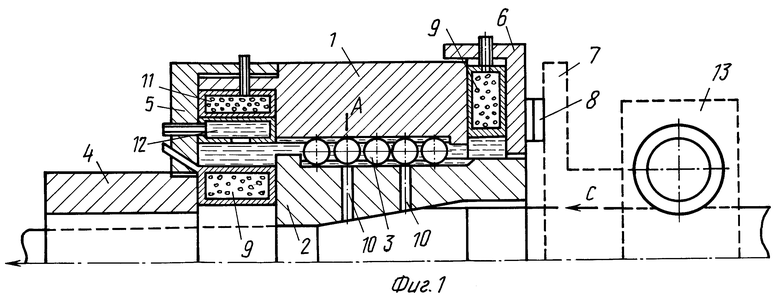
Устройство для волочения круглых заготовок в режиме гидродинамического трения, содержащее одновременно вращающиеся корпус с установленной в нем волокой, на внутренней поверхности которой по всей ее длине равномерно расположены симметричные выемки, отличающееся тем, что на внутренней поверхности корпуса и наружной поверхности волоки выполнены продольные выточки, в которых расположены тела вращения, а на торцевой поверхности волоки, через которую осуществляется подача заготовки, установлено подвижное кольцо с выступами для обеспечения дополнительного продольного перемещения волоки вдоль оси волочения, при этом в корпусе волоки установлены пневматические резиновые камеры и выполнены сквозные отверстия для поступления смазки в полость волоки при ее перемещении внутри корпуса.
| RU 2066323 C1, 10.08.97 | |||
| Динамический гаситель колебаний | 1985 |
|
SU1273471A1 |
| Инструмент для волочения в режиме гидродинамического трения тонкой проволоки | 1988 |
|
SU1565559A1 |
| Устройство для волочения труб | 1989 |
|
SU1747223A1 |
| УСТРОЙСТВО для ВОЛОЧЕНИЯ МЕТАЛЛОВ СО СМАЗКОЙ ПОД ДАВЛЕНИЕМ | 0 |
|
SU273145A1 |
