(5) УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КРАСКИ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ЦИЛИНДРИЧЕСКИХ ЛИТЕЙНШ ФОРМ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ТРУБОПРОВОДОВ | 2000 |
|
RU2179077C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ | 2001 |
|
RU2203744C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБОПРОВОДОВ | 2001 |
|
RU2215592C2 |
| Устройство для нанесения краски на внутреннюю поверхность цилиндрических изделий | 1981 |
|
SU984641A1 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ УСТАНОВКИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ПО МЕНЬШЕЙ МЕРЕ С ОДНОЙ УДЕРЖИВАЮЩЕЙ ЧАСТЬЮ | 2010 |
|
RU2534074C2 |
| Устройство для нанесения краски на внутреннюю профилированную поверхность изделий | 1987 |
|
SU1447538A1 |
| ФОРСУНКА РАСПЫЛИТЕЛЯ | 2021 |
|
RU2770129C1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| Устройство для нанесения покрытий | 1985 |
|
SU1346325A1 |
| Устройство для нанесения краски на внутреннюю поверхность цилиндрических изделий | 1986 |
|
SU1357119A2 |

1 - :
Изобретение относится к литейному производству, в частности к устройствам для нанесения покрытий на внутреннюю поверхность литейных форм и стержней и может 6)iTi использованр для нанесения огнеупорных красок на рабочую поверхность изложниц или форм для центробежного литья.
Известно сопло для нанесения материала на внутреннюю поверхность тела ,ф вращения-(.нагфимер. тру(%|) содержащее отражательные диски, установленные с зазором и образующие радиальную кольцевую щель для прохода материала. Это устройство о|Ве:Спечивает воз- 15 можность регулирования дисперсностиотводимых капель и дает высокую производительность fl.
Однако оно обеспечивает достаточную степень усреднения смеси жид- 2о кость-воздух и дает малую ее денсперсность.
Известен также распылитель, содержащий корпус с подводящим каналом, сердечник и отражатель образующий с выходным коническим участком корпуса распыливаюций канал. Отражатель. закрепяеннь1Й на сердечнике с возможностью осевого перемещения, выполнен в виде попусфе|ш, имеющей по периметру основания коническое углубление, Устройство позволяет повысить эффективность распыления 2.
Недостатком известного распылителя является низкая турбулентность распыливаемого вещества, вследствие чего cн шaeтcя усредненность его состава.
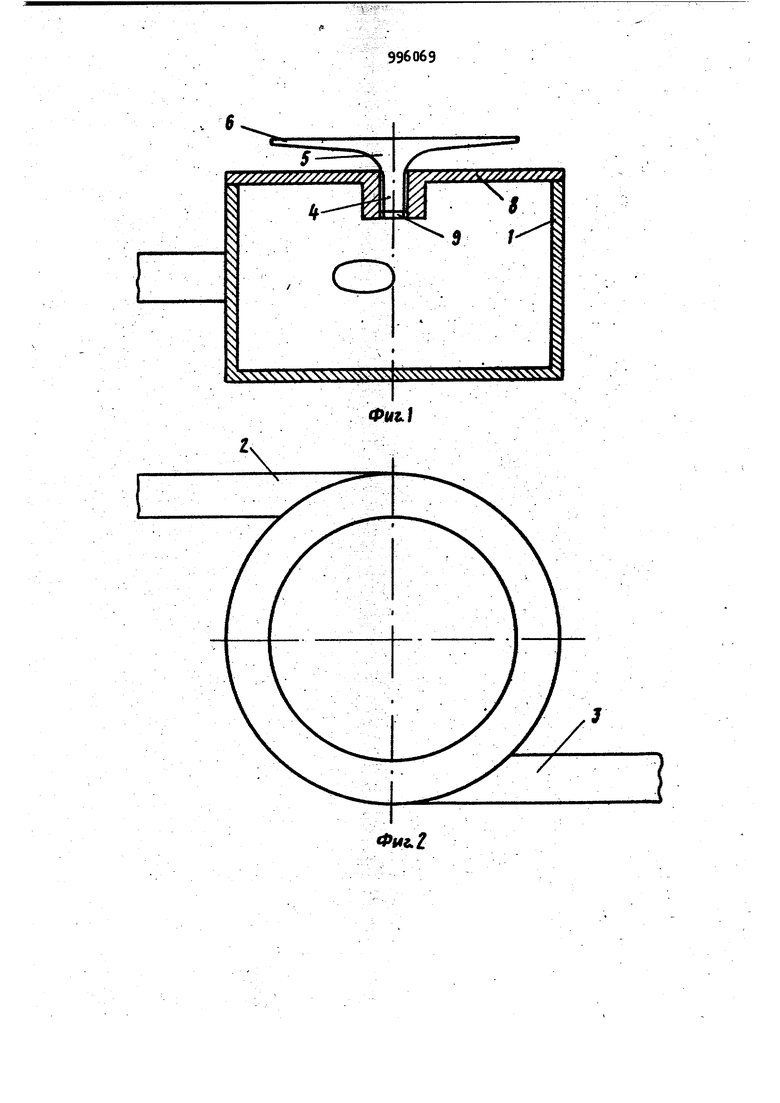
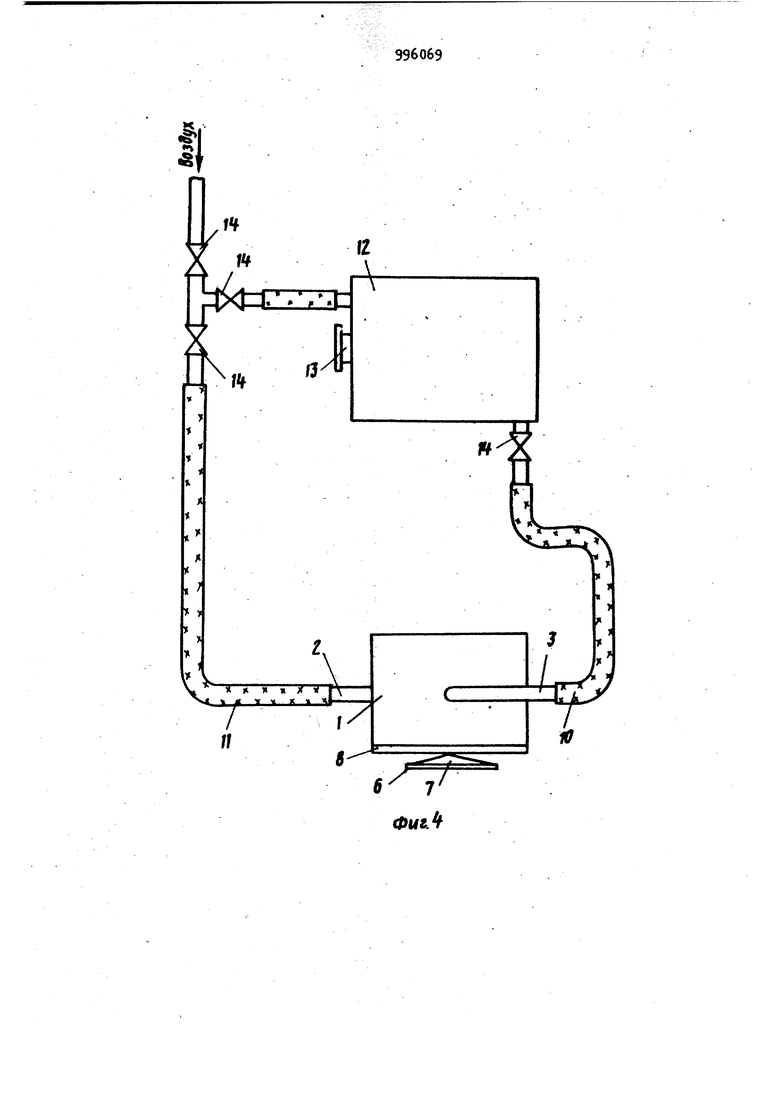
Наиболее близким к Предлагаемому по технической сущности является устройство для нанесения краски на стенки литейной формы, содержащее цилиндрическую камеру. по касательной к внутренней стенке которой с двух противоположных сторон встроены патрубки для подвода краски и воздуха, отражательное диски, установленные с зазором и образующие радиальную коль цевую щель. В устройстве смесь краски и воздуха поступает из цилиндрической камеры в пространство между дисками через центральное отверстие и распыливается через кольцевую щель между дисками. Устройство исключает вращающиеся детали, повышает надежность и упрощает его конструкцию 3 Недостатком известного устройства является низкая трубулентность потока смеси в пространстве между дисками и, как следствие этого, недостато ная перемешиваемость смеси и усредненность ее состава. Нанесение такой смеси на окрашиваемую поверхность не позволяет получить достаточно равномерный слой, из-за чего снижается ка чество литых изделий. Цель изобретения - повышение качества окрашивания поверхности литейной формы за счет увеличения сте.пени дисперсности распыляемой краски Поставленная цель достигается тем, что в устройстве для нанесения краски на внутреннюю поверхность стенки цилиндрических литейных форм на поверхности цилиндрического основания и. псе.вдосферы распылителя вы полнена трехзаходная винтовая канавка с углом подъема , имеющая в поперечном сечении форму сегмента окружности, на поверхности цилиндрического основания расгййлителя винтовая канавка в поперечном сечении выполнена в форме полуокружности с радиусом, равным 0,10-0,16 диаметра цилиндрического основания, начиная с участка сопряжения цилиндрического основания и псевдосферы и до участка сопряжения ее с тарелью, винтовая канавка выполнена с равномерно уменьшающейся по длине до нуля глубиной и равномерно увеличивающейся шириной, равной на участке сопряжения псевдосферы с тарелью 0, , диаметра тарели. На фиг. 1 схематически изображено предлагаемое устройство; общий .вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - распылитель; на фиг. k схема лабораторной установки для испытания предлагаемого устройства; на фиг. 5 - график испытаний прототипа и предлагаемого устройства. Устройство для нанесения краски на внутреннюю поверхность цилиндрических литейных форм изделий, преиму щественно кокилей для отливки валков, состоит из цилиндрической камеры 1 , к боковой поверхности которой по касательной с двух диаметрально противоположных сторон встроены патрубки 2 и 3 для подвода краски и воздуха, соосно расположенного с ней распылителя, состоящего из плавно сопряженных цилиндрического основания k, псевдосферы 5, тарели 6, на поверхности которых выполнена трехзаходная винтовая канавка 7 с углом подъема 25- ;имеющая в поперечном сечении на поверхности цилиндрического основания k форму полуокружности радиусом 0,10-0,16 диаметра основания, а, начиная с участка сопряжения цилиндрического основания 4 с псевдосферой 5 и до участка сопряжения ее с тарелью 6, винтовая канавка 7 выполнена.с равномерно уменьшающейся по длине до нуля глубиной и равномерно увеличивающейся шириной, равной на участке сопряжения псевдосферы с тарелью О , , диаметра тарели и верхней крышки 8 с центральным отверстием 9. Кроме того, устройство содержит шланг 10 для подвода краски, шланг 11 для подвода воздуха, бачок 12 для краски, заливочную горловину 13, вентили Ш. Работа устройства осуществляется следующим образом. Краска и воздух подаются под давлением соответственно по патрубкам 2 и 3 в полость цилиндрической камеры 1, при этом потоки краски и воздуха перемешиваются, создавая смесь. После создания в камере 1 достаточного давления начинается процесс распыления смеси краски с воздухом через винтовые канавки 7 распылителя. Винтовая канавка 7 выполнена трехзаходной вследствие того, что она обеспечивает наиболее оптимальные условия для равномерного распыления смеси .краски с воздухом. В случае выполнения винтовой канавки двух- или однозаходной, для создания пропускного сечения, достаточного для оптимального распыления, необходимо канавки выполнить с глубиной, которая не обеспечивала бы достаточной механической прочности распылителя (т.е. в случае, когда глубина канавки приближается к радиусу основания. Выполнение канавки более, чем трехзаходной, создает необходимость выполнения канавок со слишком малой глубиной, что неоправданно с конструктивной и технологической точек зрения. Вследствие этого винтовая канавка выполнена трехзаходной. Целесообразность выполнения винтовой канавки таким образом, что в. поперечном сечении она имеет на участке цилиндрического основания k форму полуокружности р.адиусом 0,10-0,16 диаметра основания, .объясняется тем, в что такая форма канавки является наиболее оптимальной для стабильного протекания краски по ней, исключается .возможность скапливания и налипания краски на поверхности канавки,чтосоз-5 дает возможность для прекращения работ предлагаемого устройства. Радиус канавки выбран в пределах 0,10-0,16 ди метра цилиндрического основания k, так как в случае снижения этой величины ниже 0,10, пропускного сечения канавок, определяющегося суммой поперечных площадей трех канавок, становится недостаточно для стабильного прохождения краски по канавкам появляется возможность залипания их краской. При увеличении значения радиуса канавок сверх 0,1б диаметра ци линдрического основания, сетевого да ления воздуха становится недоста.очно для создания давления в потоке краски, обеспечивающего оптимальную скорость выхода краски из устройства и следовательно, необходимого повышения степени дисперсности краски. Вследствие этого радиус полуокружности выбран в пределах 0,10-0,16 диаметра цилиндрического основания. Положительный эффект выполнения винтовой канавки с углом подъема обуславливается тем, что в случае снижения этого угла ниже 25, неоправданно удлиняется путь, проходимый краской по винтовой канавке, что создает опасность залипания последней краской и прекращения работы устройства. В случае повыиения величины угла подъема сверх 5° , пути проходимого крйской , становится недостаточно для получения ею окружной скорости, достаточной для эффективного распыления. Вследствие этого величина угла подъема винтовой канавки вьбрана в пределах . Целесообразность выполнения винтовой канавки таким образом, что начиная с участка сопряжения цилиндрического основания k и псевдосферы 5 и до участка сопряжения ее с тарелью 9
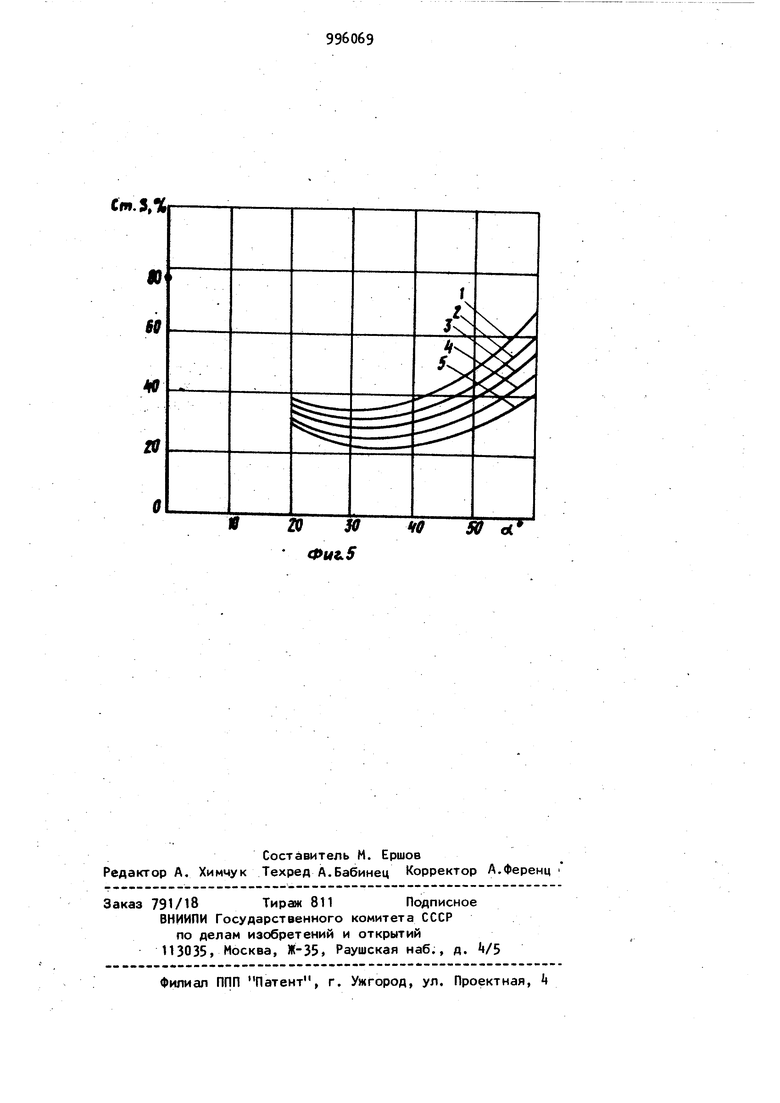
создания на выходе из устройства сплошной равномерной кольцевой струи. В этом случае создаются благоприятные условия для полного соединения трех потоков краски на выходе из устройства. В случае выполнения винтовой канавки таким образом, что на участке сопряжения псевдосферы с 96069 6, она выполнена с равномерно умень шающейся по длине до нуля глубиной и равнокюрно увеличивающейся шириной, равной на участке сопряжения псевдоs сферы с тарелыо 0,9«2-1, диаметра тарели, объясняется необходимостью тарелью она не сходит на нет создаются условия для расчленения потока краски на отдельные потоки, в этом случае - на три потока, вследствие чего нарушается равномерность струи, что, в свою очередь, приводит к неравномерности наносимого покрытия и снижению качества поверхности отливки. Положительный эффект выполнения ширины винтовой канавки на участке сопряжения псевдосферы с тарелью 6 в пределах 0, ,0 6-диаметра тарели обуславливается тем, что для создания равномерной кольцевой струи на выходе из устройства трехзаходная винтовая канавка, выполняющая до этого участка функцию раскручивающего, т.е. увеличивающего окружную скорость устройства, сливается с тарелыб, а истекающие три потока сливаются в один, кольцевой. Исходя из этого, ширина каждой канавки на участке сопряжения псевдосферы 5 с тарелью 6, измеряемая по окружности тарели, равна 3/10-1/3 длины окружнсрсти тарели или В (3/10 - 1/3)/С- Д, где В - ширина канавки, измеряемая по окружности тарели; Д - диаметр тарели. Подставляя численное значение 7Г , получаем В 0, - 1,046)- Д В идентичных условиях-испытаны устройство для нанесения краски на поверхность литейной формы, содержащее гладкий распылитель (прототип) и предлагаемое устройство пяти типов: в 1-м винтовая канавка выполне:на с углом подъема 20, во 2-м 25, в 3-м 35°, в kS° и в 5-м 55 I каждое из перечисленных устройств выполнено с радиусом канавок R, равным 0,07; 0,10; 0,13; 0,1б И 0,19 диаметра цилиндримеского оскования. Из бачка 10 краска по шлангу 12 через патрубок 2 подается к испытываемому устройству с цилиндрической камерой 1 диаметром 100 мм. По шлангу 11 через патрубок 3 подается поток воздуха от компрессора под давлением 2 ати. Распыляемая испытываемом устройством смесь краски с воздухом наносится на внутреннюю поверхность металлического полого цилиндра диаметром 350 мм. Равномерность .нанесенного слоя краски определяется разностнооптическим методом на микроскопе, имещем точность измерения 1 мкм. Определяют равномерность покрытия C.T.S по формуле CT.S « Sway-Stnin . loQ wax шж соответственно максимальная и минимальная толщина нанесенного слоя. По результатам проведенных экспериментов видно, что показатель рав номерности покрытия для прототипа составляет около 80. (на фиг. 4 обозначено точкой). Иcпыт ия устройства с различными распылителями позволяют определить, что наиболее оптимальными являются распылители с винто ыми канавками и имеющими угол подъема 25 - . Наилучшие результаты дают канавки имеюиие на поверхности цилиндрическо го основания распылителя форму полуокружности с радиусом, равным 0,10 0,16 диаметра основания, а, начиная с участка сопряжения цилиндрического основания и псевдосферы и до участка сопряжения ее с .тарелью, вин товая канавка выполнена с равномерно уменьшающейся подлине до нуля глубиной и равномерно увеличивающейся шириной, равной Hia участке сопряжения псевдосферы с тарелью 0,, диаметра тарели, у которого показатель равномерности покрытия равный 25-35. Предложенное устройство позволяет повысить качество поверхности отливаемых изделий за счет увеличения степени дисперсности распыляемого агента и повышения равномерности наносимого слоя. Ожидаемый годовой экономический ффект от внедрения предлагаемого изобретения составит 92 тыс.руб. Формула изобретения 1.Устройство для нанесения краски на внутреннюю поверхность цилиндрических литейных форм, содержащее соосно расположенные цилиндрические камерыJк боковой поверхности которых по касательной с двух диаметрально противоположных сторон встроены патрубки для подвода краски и воздуха, крышки с отверстием в центре и распылитель, В1э1полненный в виде плавносопряженных цилиндрического основания, псевдосферы и тарели, о т л ич ающее ся тем, что, с целью повышения качества окрашивания поверхности литейной формы за счет увеличения степени дисперсности распыливаемой краски, на поверхности цилиндрического основания и псевдосферы распылителя выполнена трехзаходная винтовая канавка с углом подъема , имеющая в поперечном сечении, форму сегмента окружности. 2.Устройство по п.1, о т л и ч аю щ е е с я тем, что на поверхности цилиндрического основания распылителя винтовая канавка в поперечном сечении выполнена в форме полуокружности с радисуом, равным 0,10-0,16 диаметра цилиндрического основания. 3.Устройство по п.2, о т л и ч аю щ е е с я тем, что от, участка сопряжения цилиндрического основания и псевдосферы и до участка сопряжения псевдосферы с тарелью винтовая канавка выполнена с равномерно уменьшающейся по длине до нуля глубиной и равномерно увеличивающейся шириной, равной на участке сопряжения псевдосферы с тарвлью 0,, диаметра тарели. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 585262, кл. В 05 В 13/06, 1976. 2.Авторское свидетельство СССР № 725712, кл. В 05 В 1/26, 1978. 3.Авторское свидетельство СССР N 263820, кл. В 22 С 23/02, 1968,
Фиг. I
CZZJ
/jjf
(
и t
4zzr
V t я ч
Фик
Cw3/
К S9
JW
a
/S
j
в
20 S0 Фиг.5
Я c(
