; 7
ел
00 СХ)
Изобретение относится к литейному производству, в частности к устройствам для нанесения покрытий на внутреннюю поверхность профилированных изделий, преимущественно кокилей для отливки калиброванных сортопрокатных валков.
Целью изобретения является повышение прочности и равномерности на- носимого слоя краски на профилированную поверхность.
На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - уст- ройство, общий вид.
Устройство для нанесения краски на внутреннюю поверхность профилированных изделий, преимущественно кокилей для отливки калиброванных сортопрокатных валков, состоит из цилиндрической камеры 1 с дном 2 и крышкой 3 с центральным отверстием 4, системы 5 подачи смеси краски и воздуха и цилиндрической вставки 6. На цилиндрической поверхности камеры 1 по линии ее сопряжения с дном 2 и крышкой 3 вьтрлнены обращенные к ним ряды отверстий 7 и 8 соответст- венно. Цилиндрическая вставка 6 выполнена в виде имеющего возможность продольного перемещения, симметричного относительно поперечной оси 9 и состыкованного меньшими основаниями 10 и 11 цилиндра, образованного вогнутой образующей с продольным каналом 12, сообщающимся входным отверстием 13 через патрубок 14 и шлан
15с системой 5 подачи смеси краски и воздуха и тангенциальными отверстиями 16 с полостью камеры 17. При помощи механизма 18 обеспечивается продольное перемещение вставки 6 и возвратно-поступательное движение. всего устройства по оси окрашиваемого кокиля 19.
Устройство для нанесения краски на внутреннюю поверхность профилированных изделий работает следующим образом.
Поток смеси краски и воздуха от системы 5 через шланг 15, патрубок 14, входное отверстие 13, продольны канал 12 и тангенциальные отверстия
16поступает в полость камеры 17. За счет того, что камера 1 выполнена в виде цилиндра и тангенциальног расположения отверстий 16, поток см
си краски и воздуха приобретает вращательное движение. При йанесении краски на внутреннюю поверхность профилированного кокиля 19 устройство при помощи механизма 18 начинает движение по оси кокиля в направлении Б. В первьй момент начала движения устройства в направлении Б усилие от механизма 18 через патрубок 14 передается распылителю 6 и тот перемещается в том же направлении до соприкосновения с дном 2. При этом открывается доступ смеси краски и воздуха из полости камеры 17 к обращенному к дну 2 ряду отверстий 7. В то же время перекрывается доступ смеси из полости камеры 17 к обращенному к крьш1ке 3 ряду отверстий 8. Поток смеси краски и воздуха, закручиваясь в полости камеры 17, истекает из отверстий ряда 7 и наносится на обращенные к устройству (при движении в направлении Б) поверхности профиля Г кокиля 19. После прохождения устройством всей длины кокиля срабатывает конечньй выключатель (не показан) и механизм 1В начинает движение устройства в обратном направлении (направлении В).При этом усилие от механизма 18 через патрубок 14 передается цилиндрической вставке 6 и тот перемещается в том же направлении до соприкосновения с крьш1кой 3. При этом с полостью камеры 17 сообщаются отверстия ряда 8, а ряд отверстий 7 отсекается от полости 17. Поток смеси краски и воздуха, истекая из обращенных к крьш1ке 3 отверстий ряда 8, наносится на поверхности Д кокиля 19. После прохождения устройством всей длины кокиля процесс повторяется в прежней последовательности .
Таким образом создаются равноценные условия для нанесения слоя покрытия на обе поверхности (Г и Д) кокиля.
Прочность и равномерность слоя покрытия на поверхности кокил:я имеет большое значение для полученил прокатных валков с качественной поверхностью. При низкой прочности и равномерности слоя при заливке возможно смывание отдельных участков краски потоком вращающегося металла (при тангенциальном подводе металла), что ведет за собой последующий привар металла валка к металлу кокиля
и образование, так называемых каленых пятен (участков с повышенной твердостью). Кроме того, сама неравномерность слоя покрытия создает условия для образования неравномерности твердости по поверхности валка, что влечет за собой повьшение трудоемкости выбивки, механической обработки валков, увеличение расхода режущего инструмента и затрат станко- часов механического парка.
Формула изобретения
Устройство для нанесения краски на внутреннюю дрофилированную поверхность изделий, содержащее цилиндрическую камеру с дном и крышкой с центральным отверстием, систему подачи . 2о смеси краски с воздухом и распылитель, отличающееся тем.
-
10
. 2о
447538
что, с целью повышения прочности и равномерности наносимого слоя краски на профилированную поверхность, устройство снабжено цилиндрической вставкой, у которой боковая поверхность выполнена вогнутой образующей и которая расположена внутри камеры с возможностью возвратно-продольного перемещения, при этом по оси вставки выполнен канал, а в центральной ее части - тангенциально расположенные выходные радиальные отверстия, канал сообщен с одной стороны с системой подачи краски с воздухом, а с другой - с выходными радиальными отверстиями, причем в местах сопряжений камеры с дном и крышкой выполнены ряды распылительных отверстий с возможностью поочередного перекрытия этих рядов торцами цилиндрической вставки.
15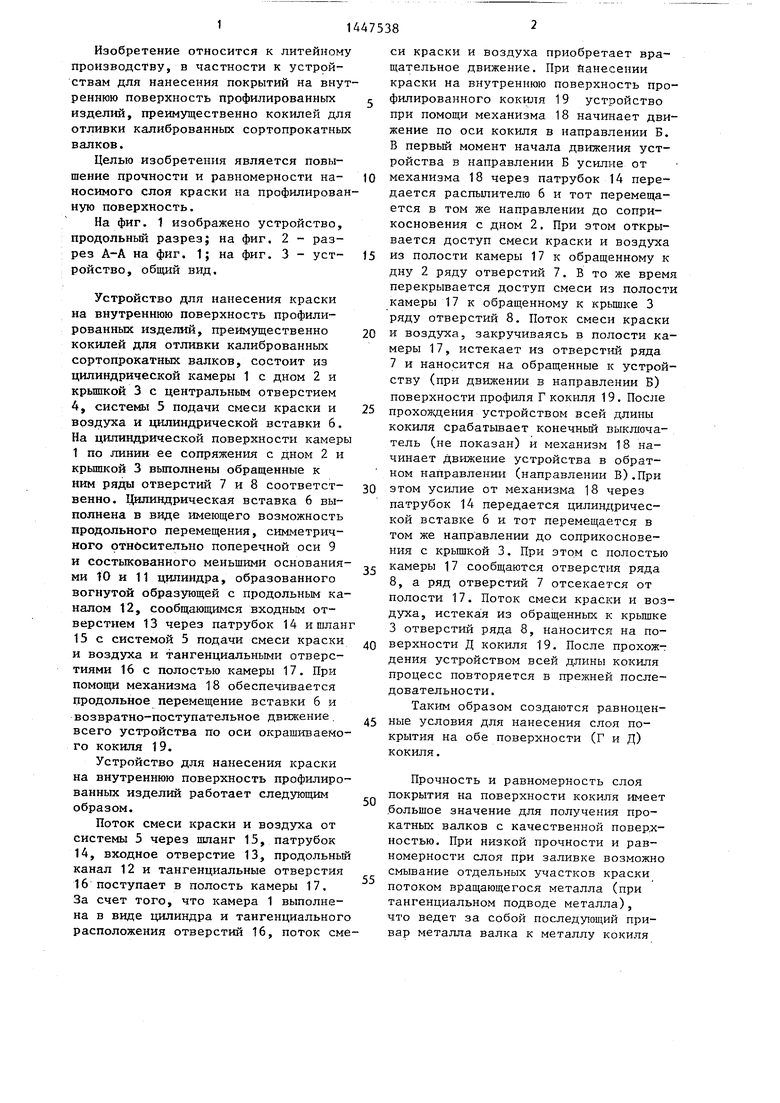

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения покрытий на внутреннюю поверхность цилиндрических изделий | 1986 |
|
SU1447537A1 |
| Устройство для нанесения краски на внутреннюю поверхность цилиндрических изделий | 1981 |
|
SU984641A1 |
| Устройство для нанесения краски на внутреннюю поверхность цилиндрических изделий | 1982 |
|
SU1044413A1 |
| Устройство для нанесения краски на внутреннюю поверхность цилиндрических изделий | 1986 |
|
SU1357119A2 |
| Устройство для нанесения покрытий | 1985 |
|
SU1346325A1 |
| Устройство для нанесения краски на внутреннюю поверхность цилиндрических литейных форм | 1981 |
|
SU996069A1 |
| Способ отливки длинномерных осесимметричных изделий | 1985 |
|
SU1284664A1 |
| Устройство для нанесения покрытий на внутреннюю поверхность цилиндрических изделий | 1984 |
|
SU1172596A1 |
| Литейная форма | 1982 |
|
SU1101329A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
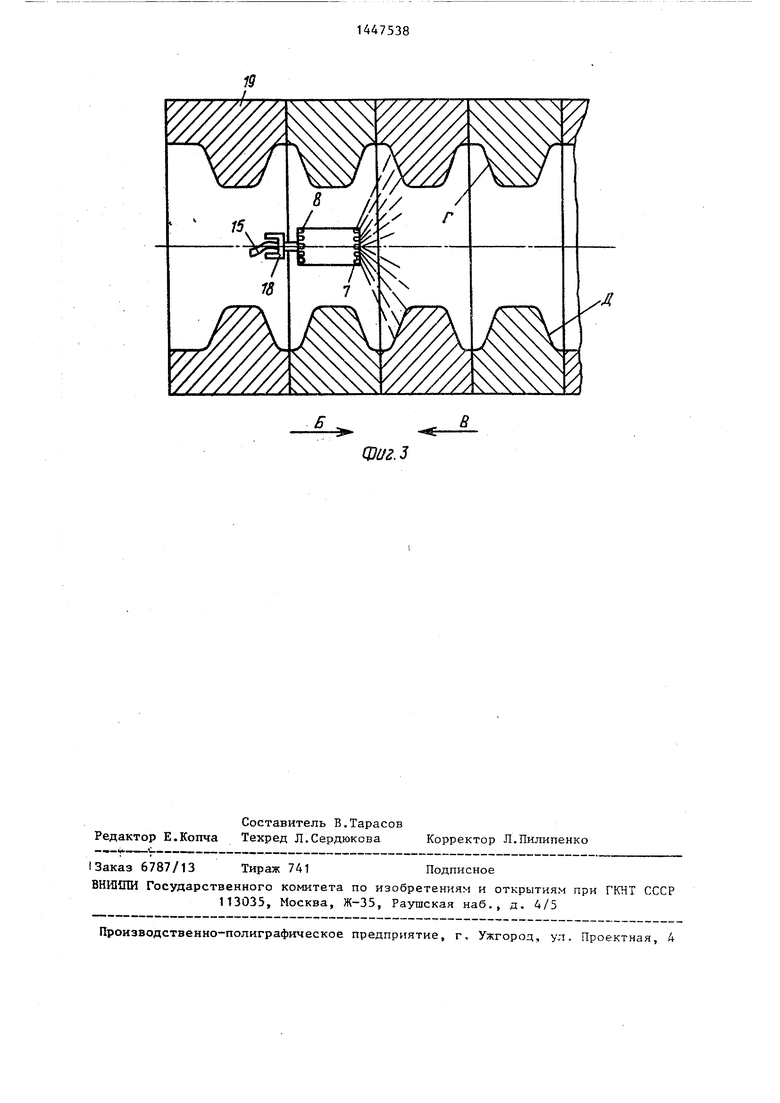
Изобретение относится к литейному производству,в частности к устройствам для нанесения покрытий на внутреннюю поверхность профилированных изделий, преимущественно кокилей для отливки калиброванных сортопрокатных валков. Цель изобретения - повьшение прочности и равномерности наносимого слоя краски на профилированную поверхность. Сущность изобре- тения заключается в том, что в цилиндрической камере 1 размещена с возможностью возвратно-поступательного перемещения цилиндрическая вставка 6, внутри которой расположен продольный канал 12 для подачи смеси краски с воздухом к выходньм отверстиям 16, расположенным тангенциально к камере 1. В торцах камеры 1 в местах сопряжения с дном 2 и крьшкой 3 выполнены ряды распылительных отверстий 7 и 8, которые период1гчески пе- рекрьшаются торцами цилиндрической вставки 6 при ее продольных перемещениях. 3 ил. (Л
Фиг. 2
Ф1/г.з
в
| Устройство для нанесения краски на внутреннюю поверхность цилиндрических изделий | 1982 |
|
SU1044413A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для нанесения краски на внутреннюю поверхность цилиндрических литейных форм | 1981 |
|
SU996069A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
