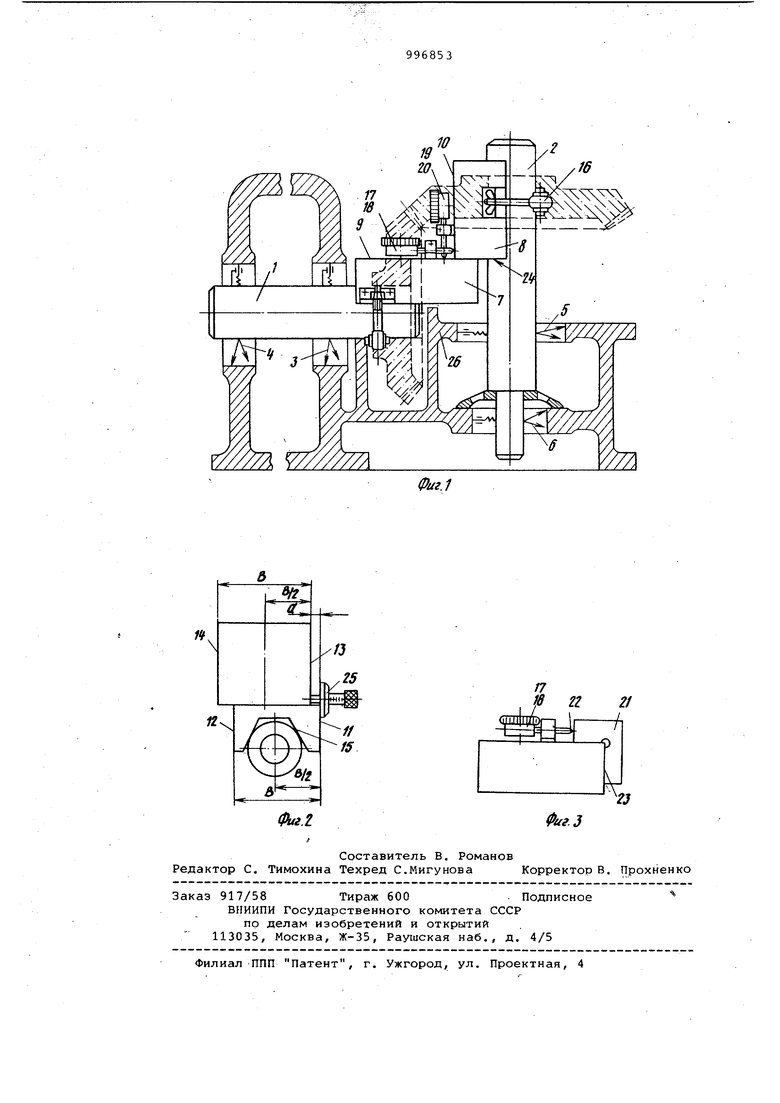
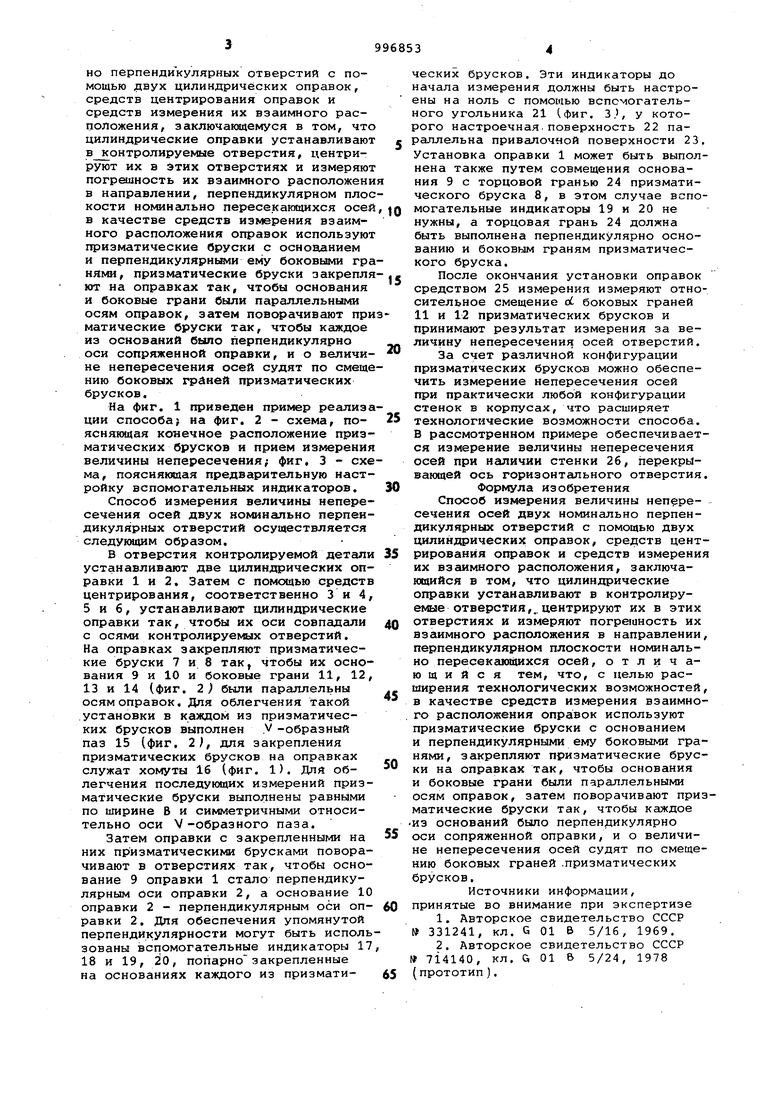
но перпендикулярных отверстий с помощью двух цилиндрических оправок, средств центрирования оправок и средств измерения их взаимного расположения, заключаквдемуся в том, что цилиндрические оправки устанавливают в 2 онтролируемые отверстия, центрируют их в этих отверстиях и измеряют погрешность их взаимного расположени в направлении, перпендикулярном плос кости номинально пересекающихся осей в качестве средств измерения взаимного расположения оправок используют призматические бруски с осноаднием и перпендикулярньини ему боковыми гра ня1иш, призматические бруски закрепля ют на оправках так, чтобы основания и боковые грани были параллельными осям оправок, затем повсч ачивают при матические бруски так, чтобы каждое из оснований было перпендикулярно оси сопряженной оправки, и о величине непересечения осей судят по смеще нию боковых грс1ней призматических брусков. На фиг. 1 приведен пример реализа ции способа на фиг. 2 - схема, поясняющая конечное расположение призматических брусков и прием измерения величины непересечения; фиг, 3 - схе ма, поясняющая предварительную настройку вспомогательных индикаторов. Способ измерения величины непересечёния осей двух номинально перпендикулярных отверстий осуществляется следующим образом. В отверстия контролируемой детали устанавливгиот две цилиндрических оправки 1 и 2. Затем с помощью средств центрирования, соответственно 3 и 4, 5 и 6, устанавливают цилиндрические оправки так, чтобы их оси совпадали с осями контролируемых отверстий. На оправках закрепляют призматические бруски 7 и 8 так, чтобы их основания 9 и 10 и боковые грани 11, 12, 13 и 14 (фиг. 2) были параллельны осям оправок. Для облегчения такой установки в каждом из призматических брусков выполнен У -образный паз 15 (фиг. 2), для закрепления призматических брусков на оправках служат хомуты 16 (фиг. 1). Для облегчения последующих измерений призматические бруски выполнены равными по ширине В и симметричными относительно оси V -образного паза. Затем оправки с закрепленными на них призматическими брусками поворачивают в отверстиях так, чтобы основание 9 оправки 1 стало перпендикулярным оси оправки 2, а основание 10 оправки 2 - перпендикулярным оси оправки 2. Для обеспечения упомянутой перпендикулярности могут быть исполь зованы вспомогательные индикаторы 17 18 и 19, 20, попарнозакрепленные на основаниях каждого из призматических брусков. Эти индикаторы до начала измерения должны быть настроены на ноль с помощью вспомогательного угольника 21 (фиг. 3., у которого настроечная.поверхность 22 параллельна привалочной поверхности 23. Установка оправки 1 может быть выполнена также путем совмещения основания 9 с торцовой гранью 24 призматического бруска 8, в этом случае вспомогательные индикаторы 19 и 20 не нужны, а торцовая грань 24 должна быть выполнена перпендикулярно основанию и боковым граням призматического бруска. После окончания установки оправок средством 25 измерения измеряют относительное смещение d боковых граней 11 и 12 призматических брусков и принимают результат измерения за величину непересечения осей отверстий. За счет различной конфигурации призматических брусков можно обеспечить измерение непересечения осей при практически любой конфигурации стенок в корпусах, что расширяет технологические возможности способа. В рассмотренном примере обеспечивается измерение величины непересечения осей при наличии стенки 26, перекрывающей ось горизонтального отверстия. Формула изобретения Способ измерения величины неп ресечения осей двух номинально перпендикулярных отверстий с помощью двух цилиндрических оправок, средств центрирования оправок и средств измерения их взаимного расположения, заключающийся в том, что цилиндрические оправки устанавливают в контролируемые отверстия,, центрируют их в этих отверстиях и измеряют погрешность их взаимного расположения в направлении, перпендикулярном плоскости номинально пересекающихся осей, отличающийся тем, что, с целью расширения технологических возможностей, в качестве средств измерения взаимного расположения оправок используют призматические бруски с основанием и перпендикулярными ему боковыми гранями, закрепляют призматические бруски на оправках так, чтобы основания и боковые грани были параллельными осям оправок, затем поворачивают призматические бруски так, чтобы каждое из оснований было перпендикулярно оси сопряженной оправки, и о величине непересечения осей судят по смещению боковых граней .призматических брусков. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 331241, кл. С 01 В 5/16, 1969. 2.Авторское свидетельство СССР № 714140, кл. G, 01 6 5/24, 1978 (прототип).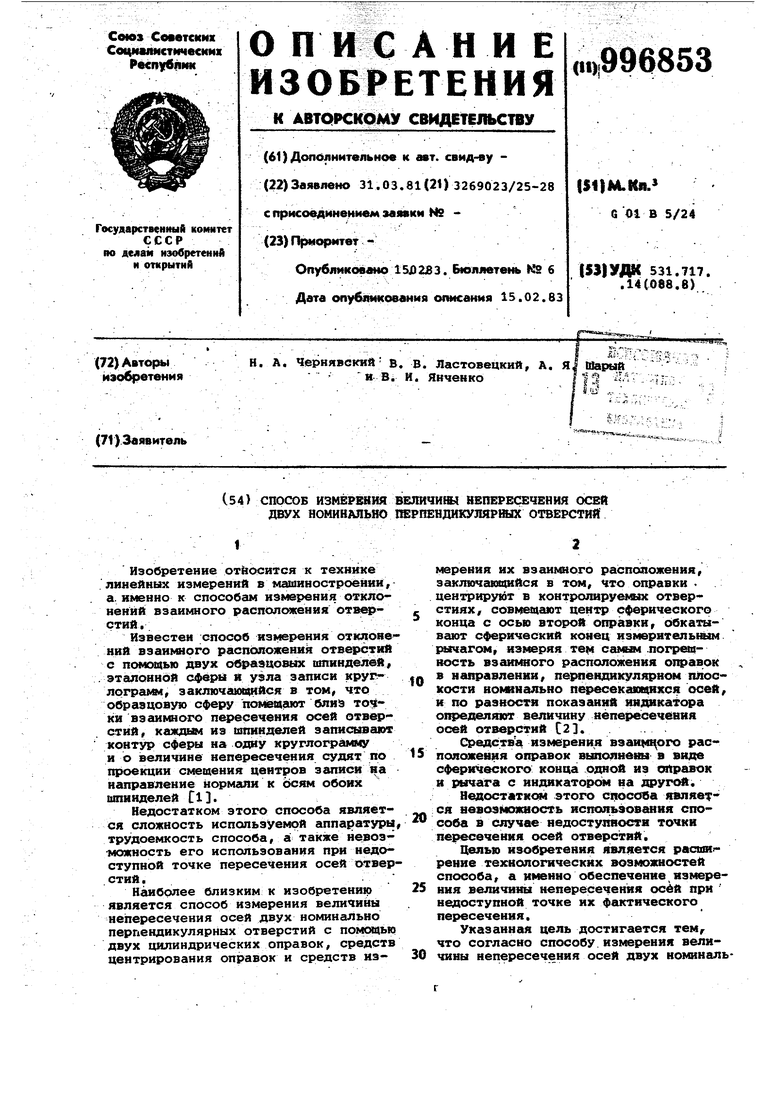
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения отклонений взаимного расположения поверхностей в звездообразных корпусах с центральным и несколькими радиальными отверстиями | 1978 |
|
SU887915A1 |
| Оправка переналаживаемая для контроля отверстий | 1990 |
|
SU1763865A1 |
| Устройство для контроля пересечения осей деталей | 1989 |
|
SU1702163A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ОТКЛОНЕНИЙ РАССТОЯНИЯ МЕЖДУ ПЕРЕКРЕЩИВАЮЩИМИСЯ ОСЯМИ НАРУЖНОЙ И ВНУТРЕННЕЙ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1997 |
|
RU2130586C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РАСПОЛОЖЕНИЯ ПРОДОЛЬНОГО ПАЗА НА КРУГЛОМ ВАЛУ | 2014 |
|
RU2568412C1 |
| Приспособление для контроля величины непересечения оси корпуса поворотного кулака с центром шаровой опоры | 1985 |
|
SU1310334A1 |
| Устройство для измерения непересечения осей отверстий | 1977 |
|
SU714140A1 |
| Устройство для контроля отклонений пересечения осей пересекающихся отверстий и от их перпендикулярности | 1988 |
|
SU1587316A1 |
| Устройство для центрирования пуансонов относительно матриц | 1982 |
|
SU1071345A1 |
| Устройство для склеивания деталей | 1989 |
|
SU1700293A1 |