Цель изобретения - повышение производительности и точности контроля и расширение номенклатуры контролируемых изделий - достигается тем. «то в устройстве для контроля пересечения осей деталей, содержащем базирующий и измерительный узлы и узел фиксации поворота, базирующий узел выполнен в виде корпуса с двумя взаимно перпендикулярными отверстиями, одно из которых базовое предназначено для установки на одной из контролируемых деталей, второе - крепежное, в котором установлен измерительный узел, выполненный в виде индикатора и двуплечего рычага с пазом и резьбовым отверстием Б одном из плеч, шарнирно установленного в пазу корпуса, и щупа с цилиндрическим наконечником, предназначенным для взаимодействия своей образующей со второй контролируемой деталью, установленного шарнирно в пазу первого плеча рычага второе плечо которого взаимодействует с измерительным наконечником индикатора, и регулировочного винта,установленного в резьбовом отверстии первого плеча рычага, причем ус тройство снабжено узлом фиксации его поворота, выполненным в виде стационарной втулки с ограничительными поверхностями и хомута с упором, предназначенным для взаимодействия с офаничительными поверхностями, при этом втулка и хомут снабжены посадочными отверстиями, предназначенными д. я установки на контролируемой детали, размещенной в базо вом отверстии корпуса.
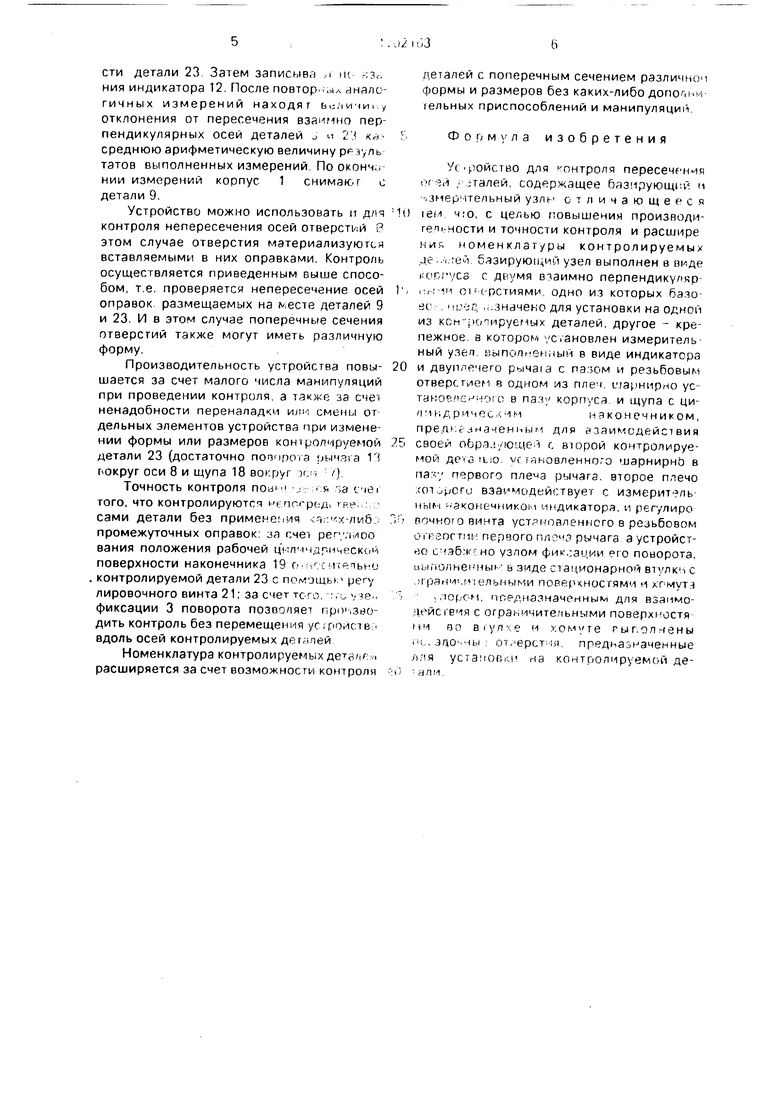
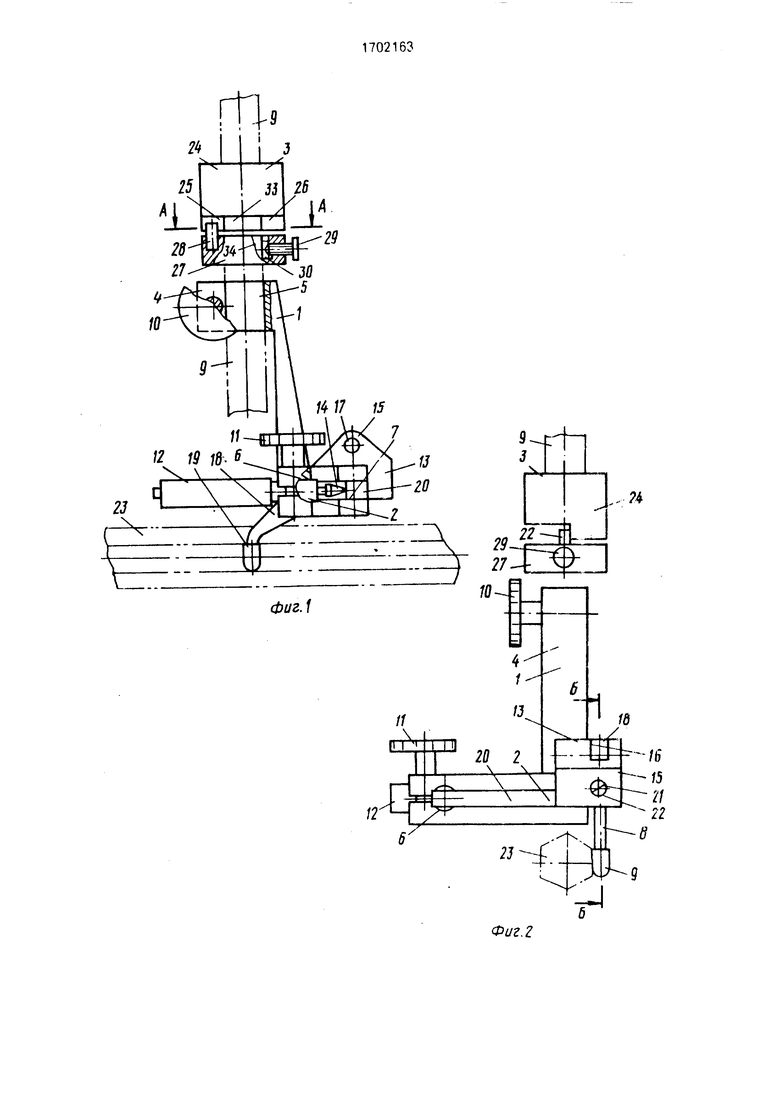
На фиг. 1 изображено устройство вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - О же. вид сверху, на фиг 4 - разрез А-А на фиг 1; на фиг 5 - разрез на фиг. 2.
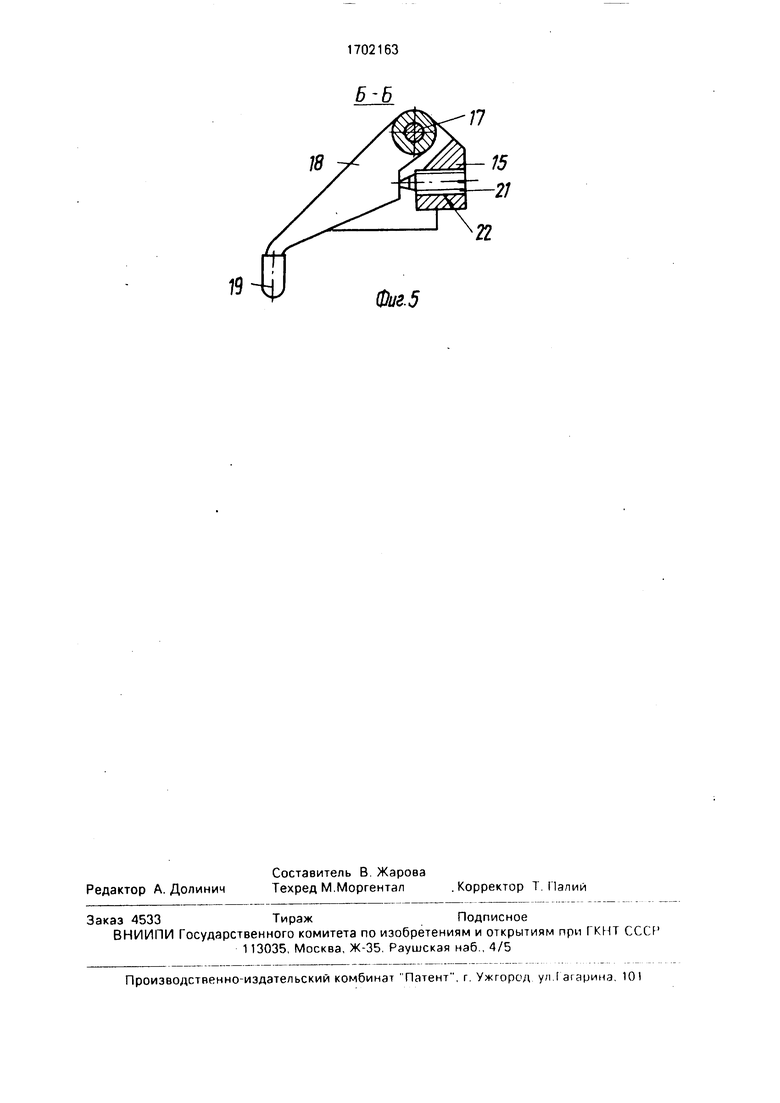
Устройство состоит из трех основных узлов: базирующего 1, измерительного 2 и фиксации 3 поворота. Базирующий узел 1 содержит корпус 4 с взаимно перпендикулярными отверстиями 5 и 6 и паз 7 с осью 8. Отверстие 5 (базовое) предназначено для установки корпуса 4 на одной из контролируемых деталей 9 и крепления с помощью винта 10. В отверстии 6 (крепежном) установлен и закреплен с помош.ыо винта 11 индикатор 12. В пазу 7 на оси 8 шарнирно установлен двуплечий рычаг 13. Измерительный узел 2 содержит индикатор 12 с измерительным наконечником 14 и даупле чий рычаг 13, одно из плеч 15 которою име ет паз 16, в котором на оси 17 и.-зрнирно установлен щуп 18 с цилиндрическим нако нечником 19, а второе плечо 20 взаимодей ствует с измерительным наконечником 1-5 индикатора 12. При размещении цилкндри
ческого наконечника 19 щупа 18 в нижнем положении образующие его цилиндрической рабочей поверхности расположена параллельно геометрической оси базового
отверстия 5, что достигается вращеш-.ом регулировочного винта 21, устаноБненног и резьбовом отверстии 22 плеча 15 рычать 13 Щуп 18 контакта 3 содержит стационарную втулку 24 с ограничительными поверхностя0 ми 25, 26 и хомут 27 с упором 28, контакти рующим с поверхностью 25 (или 26) Хомут 27 крепится на контролируемой детали 9 с помощью винта 29 и вкладыша 30. При этом поверхности 25 и 26 расположены в одной
5 плоскости 31, параллельной плоскости 32, (проходящей через ось втулки 24 и ось упора 28. Втулка 24 и хомут 27 установлены на контролируемой детали 9 своими посадочными отверстиями соответственно 33 и 34,
0Контролируемые детали 9 и 23 могут
иметь поперечное сечение различной симметричной формы, например круг, многоугольник с четным числом сторон, эллипс и т п. Причем сечение детали 9 может отли5 чаться от сечения детали 23 по форме и размерам.
Для проведения контроля пересечения осей деталей 9 и 23 корпус 4 с помощью вчнтз iO закрептяется на детали 9, Далее
0 корпус 4 вместе с деталью 9 поЕЮрачивают так, чтобы образующая цилиндрической рабочей поверхности наконечника 19 щупа 18 каеэпась поверхности детали 23; индикатор 12 закрепляют с помощью винта 11 в отвер5 стии 6 тск. )тобы его измерительный наконечник 1 1 касался плеча 20 рычага 13 с натжом, и выставляют шкалу индикатора 12 так, чтобы его стрелка оказалась против ну- леього деления шкалы. Затем ослабляю)
j винт 29 и поворачивают хомут 2 7 до прижатия упора 2Я к поверхности .75 втулки 24, удерживая корпус 4 от прозорота и следя, чтобы наконечник 19 щупа 18 оставался в онтакте с деталью 23, и стрелка ндикато5 ра 12 оставалась против нулевого деления После прижатия упора 28 к поверхности 25 вращением винта 29 закрепляют 27 на детали 9 Далее поднимают щуп 18 поворотом его вокруг оси 17, повооачивают кор0 пус 4 вместе с детагью 9 на 180° т р до ппижатия упора 28 к поверхности 26 (поворот на 180° обеспечивается тем, что ось упора 28 лежит в одной плоскости с осью втулки 24, а поверхности 25 и 26 лежат в одной
5 плоскости 31, и расстояние между плоскостями 32 и 31 равно радиусу цилиндрической поверхности упора 28 - и свободно Опускают щуп 18. При этом та же образующая цилиндрической поверхности н;ьонечникд 19 щупа 18 касается поверкности детали 23 Затем ЗЭПИСЫЕЫ , HI -. ния индикатора 12 После повтор ,и анале- гичных измерений находят ьи,iи -iиi у отклонения от пересечения взаимно перпендикулярных осей деталей и 2 н среднюю арифметическую величину рр 1 уль татов выполненных измерений По оконч,, нии измерений корпус 1 снимаю с детали 9
Устройство можно использовать и для контроля непересечемия осей отверстий Р этом случае отверстия материализуются вставляемыми в них оправками Контроль осуществляется приведенным выше способом, т е проверяется непересечение осей оправок размещаемых на есте деталей 9 и 23 И в этом случае поперечные сечения отверстий также могут иметь различную форму
Производительность устройства повышается за счет малого числа манипуляций при проведении контроля а также за счет ненадобности переналадки или смены от дельных элементов устройства при изменении формы или размеров контролируемой детали 23 (достаточно попорем а 14 гюкруг оси 8 и щупа 18 вокруг к /}
Точность контроля nod1 1 я а fiei
ТОГО, ЧТО КОНТРОЛИРУЮТСЯ Mf ПГГрсд ipu
сами детали без применения о ч/либ промежуточных оправок за счет .i ioo вания положения рабочей ц | лччдпмч°скич поверхности наконечника 19 о г . , контролируемой детали 23 с ч регу лировочного винта 21; за счет тсг , чр фиксации 3 поворота позволяет производить контроль без перемещения ус, роист в вдоль осей контролируемых дргппей
Номенклатура контролируемых ,/ , расширяется за счет возможности контроля
легален с поперечным сечением различном Формы и размеров без каких-либо допоен,ч (ельных приспособлений и манипуляций
Фоомула изобретения
Ус ойство для контроля пересечения
г ч . талей содррхащее бгОирующ Г- и
,зиер дельный отличающееся
0 ген ч:о, с целью повышения производи- reii ности и точности контроля и расшире ний номенклатуры контролируемых je , 5азирую1ций узел выполнен в виде н-п. усз г диумя взаимно перпендикуляр
i . i шмрсгиями одно из которых базо вс г , значено для установки на одной из ксгг,к/ ируепых деталей, другое - крепежное в котором установлен измеритель ный узел выполненным в виде индикатора
0 и двуплечего с пазом и резьбовым отверстием в одном из nnei шарнирно ус- TdHOB CrJ jr) c в корпуса и щупа с ци- л н.дричоо 1Мнаконечником,
пpen с - аченнып для ззаимсдействия
5 своей оЬра;;Юще1 г. второй контролируемой ,о vr мьовленного шарнирнЬ в па-; первого рычага второе плечо m jjjcru взаимодействует с измеритель Экопечнико 1 индикатора, и регулиро
почноювичта установленного в резьбовом oitsorTiii первого рычага а устройство L збж но узлом фи,;аиии го поворота, исшольенньп ь зиде ста ионарном втулки с грани1 (дельными ПОРР ХНОСГЯММ и хгмут-1 ( лоргм пое назначенным для взаимо- чейС1емя с ограничительными поверхностя ми во в i у п ч е и о м т е г ы г о л н е н ы , эцо ны от, врет ы предназначенные лтя устачос, и на контоолир емс,й ,де- ал и
фиг.1
-ff
J I
,.-п
29u---Ь
gqffl-J
27-ЗГ
ю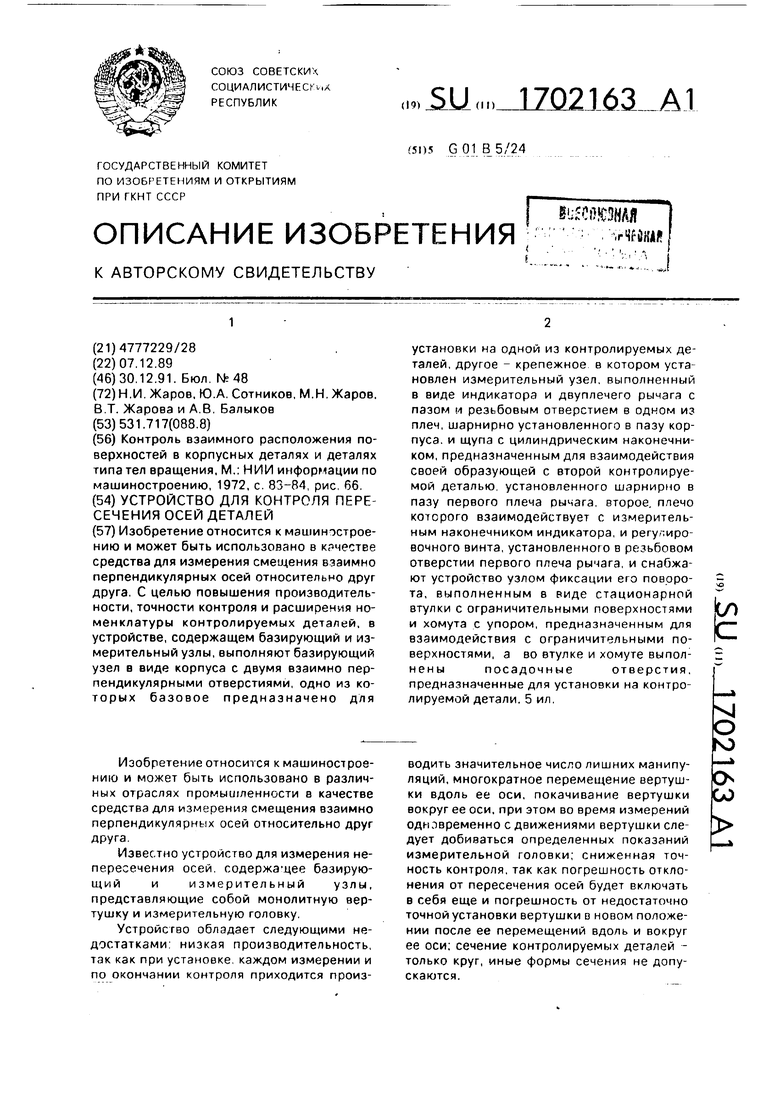

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля симметричности заточки инструментов | 1989 |
|
SU1696840A1 |
| БЫСТРОПЕРЕНАЛАЖИВАЕМАЯ ИЗМЕРИТЕЛЬНАЯ ГОЛОВКА | 1998 |
|
RU2155931C2 |
| Устройство для контроля углового расположения шпоночной канавки | 1990 |
|
SU1749696A1 |
| Нутромер для измерения диаметров ступенчатых отверстий | 1989 |
|
SU1665212A1 |
| Измерительная головка | 1990 |
|
SU1755035A1 |
| Устройство для измерения диаметра отверстия | 1990 |
|
SU1763861A1 |
| Устройство для контроля геометрических размеров канавок в деталях | 1989 |
|
SU1740977A1 |
| СПОСОБ КОНТРОЛЯ РЕЗЬБОВЫХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2051327C1 |
| Устройство для доводки деталей | 1984 |
|
SU1252143A2 |
| Устройство для контроля положения шпоночных пазов | 1977 |
|
SU769303A1 |
Изобретение относится к машиностроению и может быть использовано в качестве средства для измерения смещения взаимно перпендикулярных осей относительно друг друга. С целью повышения производительности, точности контроля и расширения номенклатуры контролируемых деталей, в устройстве, содержащем базирующий и измерительный узлы, выполняют базирующий узел в виде корпуса с двумя взаимно перпендикулярными отверстиями, одно из которых базовое предназначено для Изобретение относится к машиностроению и может быть использовано в различных отраслях промышленности в качестве средства для измерения смещения взаимно перпендикулярных осей относительно друг друга. Известно устройство для измерения непересечения осей, содержащее базирующий и измерительный узлы, представляющие собой монолитную вертушку и измерительную головку. Устройство обладает следующими недостатками низкая производительность, так как при установке, каждом измерении и по окончании контроля приходится произустановки на одной из контролируемых деталей, другое - крепежное в котором установлен измерительный узел, выполненный в виде индикатора и двуплечего рычага с пазом и резьбовым отверстием в одном из плеч, шарнирно установленного в пазу корпуса, и щупа с цилиндрическим наконечником, предназначенным для взаимодействия своей образующей с второй контролируемой деталью, установленного шарнирно в пазу первого плеча рычага, второе, плечо которого взаимодействует с измерительным наконечником индикатора, и регулировочного винта,установленного в резьбовом отверстии первого плеча рычага, и снабжают устройство узлом фиксации его поворота, выполненным в виде стационарной втулки с ограничительными поверхностями и хомута с упором, предназначенным для взаимодействия с ограничительными поверхностями, а во втулке и хомуте выполненыпосадочныеотверстия, предназначенные для установки на контролируемой детали.5 ил. водить значительное число лишних манипуляций, многократное перемещение вертушки вдоль ее оси, покачивание вертушки вокруг ее оси, при этом во время измерений одновременно с движениями вертушки следует добиваться определенных показаний измерительной головки; сниженная точность контроля, так как погрешность отклонения от пересечения осей будет включать в себя еще и погрешность от недостаточно точной установки вертушки в новом положении после ее перемещений вдоль и вокруг ее оси; сечение контролируемых деталей - только круг, иные формы сечения не допускаются. Ё XI О Ю СК OJ
11
13
41
1в
20 2
Л
Л-Ф,
-/Ь -«
Л 22
- 9
Фиг.2
ss
r
Ј
o: -}
cvj
3
e
in op
CXI «Nl
csj
IS
tf 4|J
77
22
Фиг. 5
| Контроль взаимного расположения поверхностей в корпусных деталях и деталях типа тел вращения, М,: НИИ информации по машиностроению, 1972, с | |||
| Пуговица | 0 |
|
SU83A1 |
