.жййённьами прижима1ми .5 к-от6рые не препятствуют смещению фланца по поверхности торца.
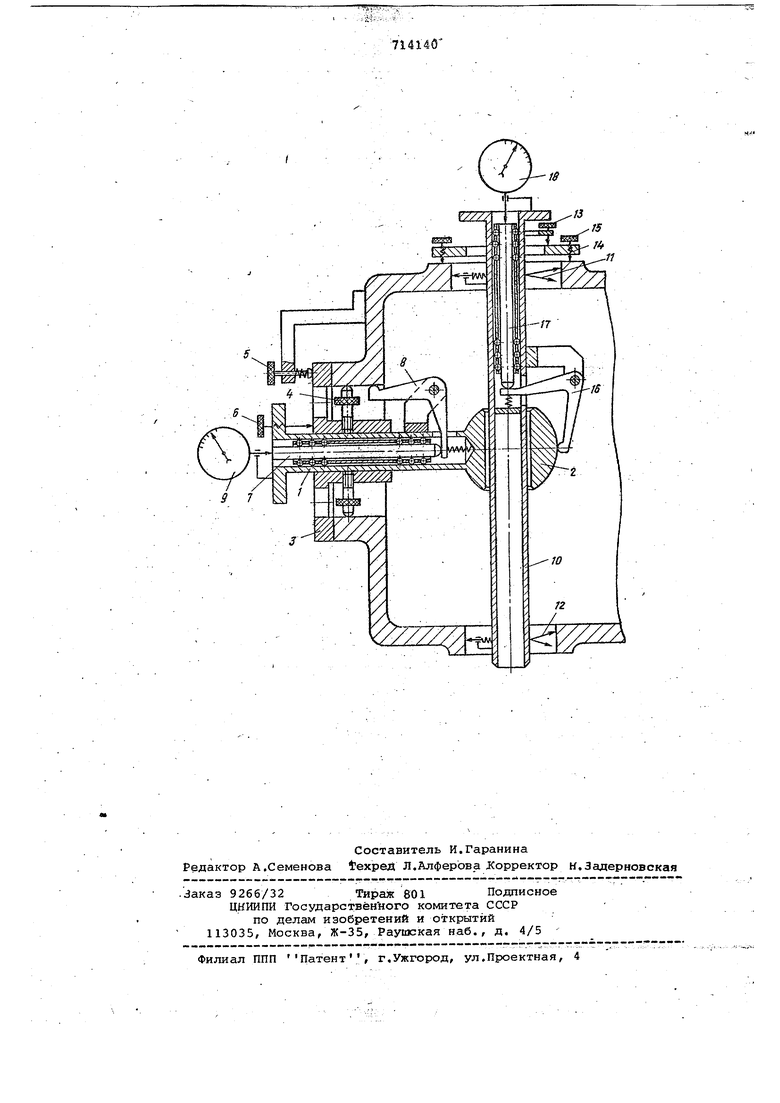
На отбуртовке оправки 1 имеется регулируемая винтовая опора б, скойьзяйая при вращений по торцу фланца. Внутри оправки 1 находится измерительный, механизм в виде штока,
7, рычага 8 и ийШкатрра 9. С помощью измерительного механизма осуществляется центрирование оправки 1 в контролируемом отверстии на
регулируемых ножках 4.
В сфере 2 выполнено отверстие, через которое свободно, без касайия, проходит узел для материализации оси другого отверстия, выполненный в
;Вйде Ьправкй 10, ...,:-.
. Оправ ка 10 базируется -в комтро лируемьк отверстиях надвух трех- , точе-чных мостиках 11 и 12, имеющих два сестких и один пoдпps инeнный штырь на каждом мостике. На.наружной поверхноЬтй оправ ки 10 находится регулируемый осевой упор 13, опирающийся на регулируемую шайбу 14 на винтовых ножках 15, Внутри оправки 10 смонтированизмерительный механизм, состоящий из измерительного рычага 16, штока 17 и индикатора. 18, PbFiair 16 контактирует со 2, . ,
Устройство работает следующим образом.I
В одном из отверСтий устанавливают оправку 1. С помощью регули pyeMFjji Ножек 4 и измерительного механизма 7-9 центрируют, поворачивая, оправку 1 по контролируемому отжёрсТйй. В раЩением устанавли.вают. оправку; 1 .так, чтобы ось 6т верстйя.сфёры 2 номинально соВпа дала .д осью Ьтверстия.
Через отверстие сферы 2 без касания пропус кают оправку 10 и ба. зируют на трехточечньк мостиках 11 .И 1.2 во втором отверстии детали,
затем поворачивают оправку 10,так, чтобы pferaar 16 находился в пределах сектора сферической Цоверхйбсти сферы 2, примерно 120, определяющим смещение сферы 2 вдоль оси первого отверстия по отношению к
оси второго отверстия. Одновременно винтовой опорой б и по показаниям индикатора 18 совмещают центр сферы 2 с осью второго отверстия.
Перемещая с помощью регулируемо то осевого упора .13 оправку 10 ё осевом направлении, находят такое ее положение, огда показания индикатора 18 будут экстремальными, то соответствует экваториальному сечению сферь,.
Перекидывая вращением .оправки 10 измерительный рычаг 16 на 180 и совмещая его с плоскостью, проходящей через ось второго отверстия перпендикулярно к оси оправки 1, определяют пЪлуразность показаний индикатора 18, которая и будет искомой величиной непересечёния осей отверстий,- .
В случае, если торец контролиру;емой детали выполнен с недостаточной перпендикулярностью к . оси .второго отверстия, то.необходима дополнительная выставка шайбы 14 на ножках 15 для компенсации этой недерпендикулярности,- .
Формула изобретения
Устройство для измерения непересечения осей отверстий, содержащее сферу, узлы для материализации осей отверстий, на одном из которых установлен измерительный рыЧаг, контактирующий со сферой, и индикаторы, отличающееся тем, что, с целью упрощенИя измерения , сферам Жестко связана с узлом для материализации одного из отверстий и вней выполнено отверстие, предназначенное для установки в нем узла для материализации другого отверстия, на котором установлен измерительный рычаг.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР 24242Г, кл; G 01 Bll/14, 1967,
2,Авторское свидетельство СССР
№ 331241, кл, G 01 В 5/1ё, 1969 (протртип).
18
11