Изобретение относится к трубопрокатному производству и можеф быть ис пользовано на установках с пилигримовыми клетями.
Технология. производства труб на пилигримовой установке включает в себя следующие основные операции подготовка слитков к прокату,.нагрев слитков, .прошивка слитков в толстостенную заготовку-стакан на прессе, элонгирование заготовки-стакана с раскаткой ее в гильзу с меньшей стенкой и прошивкой донышка, прокатка ги.пьзы в трубу в пилигримовой клети, редуцирование или калибровка труб.
Операция элонгирования заго товкистакана является промежуточнойперед прокаткой в пилигримовых клетях, при которой формируется гильза заданных размеров, устраняется полученная на прессе значительная разностенность и прошивается донышко. Данная операция, определяет режим деформирования в пилигримовых клетях и потому является одной из основных.
Процесс элонгирования на трубопрокатных установках с пйлигримовыми клетями осуществляется в обычном двух ва.пковом стане винтовой прокатки с . направляющими линейками или роликами
на короткой оправке, закрепляемой на упорном стержне 1.
Как показывают резу.льтаты исследования, элонгирование на короткой оправке снижает исходную разностенность в среднем в 1,5-2 раза, однако, если учесть, что последняя после прошивки на прессе достигает 50-65%, совершенствование процесЪа в направлении устtoранения поперечной разностенности при элонгировании является актуа.пьным.
Теорией и практикой на станах винтовой прокатки, показано, что снижение поперечной разностенности удает15ся достичь при замене короткой оправки на длинную плавающую или удерживаемую оправку.
Известен способ поперечно-винтовой раскатки, включающий деформацию тру..бы
20 валками на длинной, принудите.пьно перемещаемой оправки{2.
Известный способ поз.воляет получать подкат с очень высокой точностью стенки (разностенность в пределах 82510%), однако использование его при элонгировании заготовок-стаканов невозможно из-за необходимости прошивки донышка.
Наиболее близким по технической
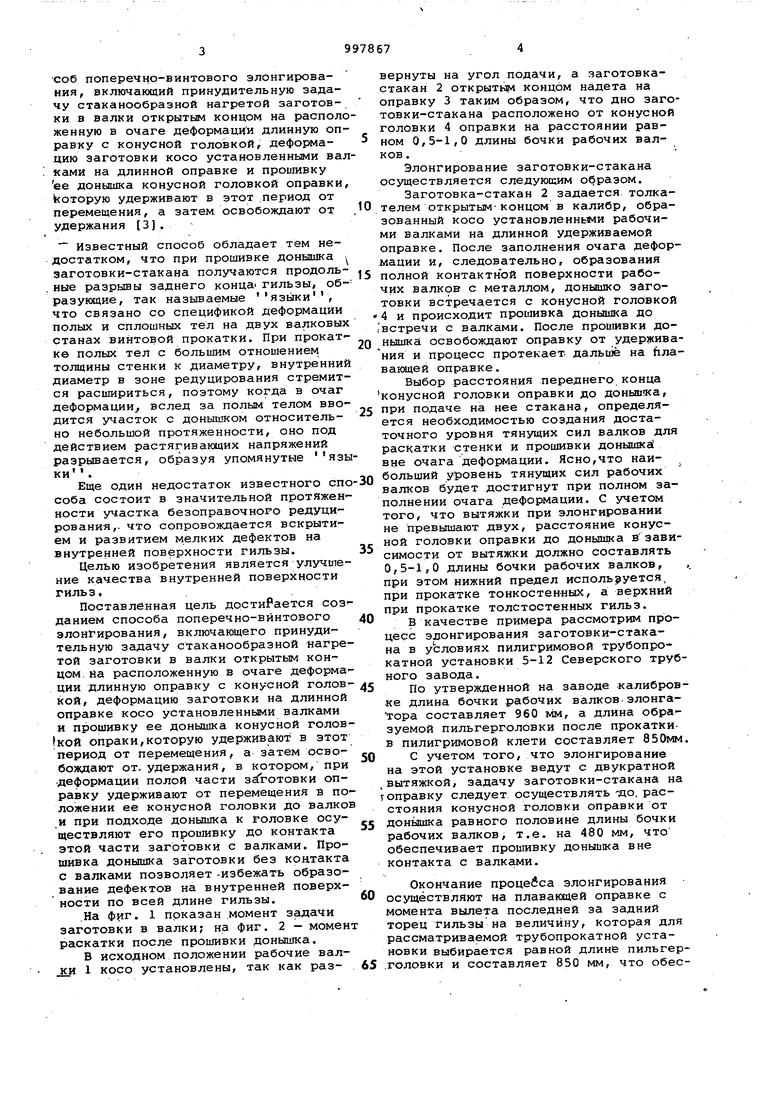
30 сущности к предлагаемому является способ поперечно-винтового элонгирования, включающий принудительную задачу стаканообразной нагретой заготовки в валки открытым концом на распол женную в очаге деформации длинную оп равку с конусной головкой, деформацию заготовки косо установленными ва ками на длинной оправке и прошивку ее донышка конусной головкой оправки Которую удерживают в этот .период от перемещения, а затем, освобождают от удержания 13. Известный способ обладает тем недостатком, что при прошивк.е донышка заготовки-стакана получаются продоль. вые разрывы заднего конца гильзы, образуквдие, так называемые языки, что связано со спецификой деформации полых и сплошных тел на двух валковых станах винтовой прокатки. При прокатке полых тел с большим отношением толщины стенки к диаметру, внутренний диаметр в зоне редуцирования стремит ся расшириться, поэтому когда в очаг деформации вслед за полым телом вводится участок с донышком относительно небольшой протяженности, оно под действием растягивающих напряжений разрывается, образуя упомянутые язы Еще один недостаток известного спо соба состоит в значительной протяженности участка безоправочного редуцирования,- что сопровождается вскрытием и развитием мелких дефектов на внутренней поверхности гильзы. Целью изобретения является улучшение качества внутренней поверхности гильз. Поставленная цель достиРается созданием способа поперечно-винтового элонгирования, включающего принудительную задачу стаканообразной нагретой заготовки в валки открытым концом, на расположенную в очаге деформации длинную оправку с конусной головкой, деформацию заготовки на длинной оправке косо установленными валками и прошивку ее донышка конусной голов|кой опраки,которую удерживают в этот период от перемещения, а затем освобождают от-удержания, в котором, при .деформации полой части зйготовки оправку удерживают от перемещения в положении ее конусной головки до валков .и при подходе донышка к головке осуществляют его прошивку до контакта этой части заготовки с валками. Прошивка донышка заготовки без контакта с валками позволяет -избежать образование дефектов на внутренней поверхности по всей длине гильзы. .На фиг. 1 показан .момент задачи заготовки в валки на фиг. 2 - момент раскатки после прошивки донышка. В исходном положении рабочие валки 1 косо установлены, так как развернуты на угол подачи, а заготовкастакан 2 открытым концом надета на оправку 3 таким образом, что дно заготовки-стакана расположено от конусной головки 4 оправки на расстоянии равном 0,5-1,0 длины бочки рабочих валков . Элонгирование заготовки-стакана осуществляется следующим образом. Заготовка-стакан 2 задается, толкателем открытым- концом в калибр, образованный косо установленньми рабочими валками на длинной удерживаемой оправке. После заполнения очага дефор.мации и, следовательно, образования полной контактнЪй поверхности рабочих валков с металлом, доньнико заготовки встречается с конусной головкой 4 и происходит прошивка донышка до встречи с валками. После проишвки донышка освобождают оправку от удерживания и процесс протекает дальше на плавающей оправке. Выбор расстояния переднего конца конусной головки оправки до доныпжа, при подаче на нее стакана, определяется необходимостью создания достаточного уровня тянущих сил валков для раскатки стенки и прошивки донышка вне очага деформации. Ясно,что наибольший уровень тянущих сил рабочих валков будет достигнут при полном заполнении очага деформации. С учетом того, что вытяжки при элонгировании не превышают двух, расстояние конусной головки оправки до донышка взависимости от вытяжки должно составлять 0,5-1,0 длины бочки рабочих валков, при этом нижний предел используется, при прокатке тонкостен-ных, а верхний при прокатке толстостенных гильз. В качестве примера рассмотрим процесс эдонгирования заготовки-стакана в условиях пилигримовой трубопрокатной установки 5-12 Северского трубного завода. По утвержденной на заводе калибровке длина бочки рабочих валков.элонгатора составляет 960 ш, а длина образуемой пильгерголовки после прокатки, в пилигримовой клети составляет 850мм. С учетом того, что элонгирование на этой установке ведут с двукратной вытяжкой, задачу заготовки-стакана на оправку следует осуществлять -до. расстояния конусной головки оправки от донышка равного половине длины бочки рабочих валков, т.е. на 480 мм, что обеспечивает прошивку доньшжа вне контакта с валками. Окончание процесса элонгирования осуществляют на плавающей оправке с момента вылета последней за задний торец гильзы на величину, которая для рассматриваемой трубопрокатной установки выбирается равной длине пильгерголовки и составляет 850 мм, что обес

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечно-винтового элонгирования | 1985 |
|
SU1319947A1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| СПОСОБ ПРОШИВКИ СЛИТКОВ И ЗАГОТОВОК МАССОЙ ОТ 3 ДО 10 ТОНН В ГИЛЬЗЫ В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2523402C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ГЛАДКИХ, НАРЕЗНЫХ, КОТЕЛЬНЫХ, ТОЛСТОСТЕННЫХ И ТРУБ СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ДИАМЕТРОМ ОТ 273 ДО 630 ММ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2564505C2 |
| ВАЛОК СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2013 |
|
RU2554246C1 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2527582C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 550×25 мм НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2547973C2 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ И ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК В ГИЛЬЗЫ | 2013 |
|
RU2553323C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
