Изобретение относится к трубопрокатному производству, а именно к рабочему инструменту станов поперечно-винтовой прокатки и может быть использовано при производстве труб диаметром 273-550 мм на трубопрокатных установках, например с пилигримовыми станами.
Известны бочковидные валки станов поперечно-винтовой прокатки, состоящие из двух конусов, соединенных большими основаниями, сечения которых, перпендикулярные к оси вращения, представляют окружность (Матвеев Ю.М. и др. Калибровка инструмента трубных станов. М., Металлургия, 1970, с.37-38).
Недостатком указанных рабочих валков стана поперечно-винтовой прокатки является образование треугольников и кривых гильз при прошивке заготовок и раскатке гильз - заготовок в гильзы диаметром от 600 до 680 мм.
Наиболее близким техническим решением являются валки стана поперечно-винтовой прокатки, используемые на ТПУ 8-16″ с пилигримовыми станами, бочка которых образованна шестью соединенными большими основаниями входными и выходными конусами к цилиндрической части валка с винтовой нарезкой, входной конус, содержит направляющий конус, образованный радиусом 60 мм на длине 0,06L от длины бочки валка, конус прошивки, содержит конуса первичного и вторичного захватов, с углами α1n=3° и α2n=10° длиной, соответственно, 0,20L и 0,16L от длины бочки валка, цилиндрический участок с винтовой нарезкой с шагом 95 мм длиной 0,10L, выходной конус - конус раскатки, содержит три участка - первый с углом раскатки αр=6° длиной 0,21L, второй - цилиндрический участок длиной 0,16L, а третий - участок выхода гильзы из валков с углом αв=3°, протяженностью 0,11L от длины бочки валка.
Недостатками данных рабочих валкой является то, что при прошивке заготовок в гильзы диаметром 600 мм и более, раскатке гильз-заготовок в гильзы диаметром 630-680 мм с соотношением D/S≥7,5 гильзы имеют повышенную кривизну, что приводит к увеличению продолжительности ввода дорнов в кривые гильзы, а в некоторых случаях и невозможности их введения. Прокатка кривых гильз на пилигримовом стане в товарные трубы приводит к повышенной поперечной и продольной разностенности, что, в свою очередь, приводит к несоответствию труб требованиям технических условий, т.е. к браку труб по толщине стенки. Гильзы с повышенной кривизной подвергают повторному нагреву и повторной попытке введения дорна в гильзы. Гильзы, не пошедшие на дорн, бракуются, что приводит к повышенному расходному коэффициенту металла при прокатке труб диаметром 465-550 мм. Из-за повышенной кривизны гильз трубы диаметром 465-550 с толщинами стенок от 15 до 20 мм прокатывают на пилигримовом стане с припуском по толщине стенки под механическую обработку-расточку, обточку и приемку их на соответствие ТУ.
Задачей предложенного рабочего валка станов поперечно-винтовой прокатки является снижение или полное исключение кривизны гильз, снижение поперечной и продольной разностенности труб диаметром 465-550 мм, снижение расхода металла при производстве труб данного сортамента на ТПУ с пилигримовыми станами и производство товарных труб с толщинами стенок 15-20 мм без механической обработки.
Технический результат достигается тем, что валок стана поперечно-винтовой прокатки, содержащий приводную, холостую шейки и бочку, образованную шестью соединенными большими основаниями входными и выходными конусами к цилиндрической части валка с винтовой нарезкой, входной конус, содержащий направляющий конус, образованный радиусом 60 мм на длине 0,06L от длины бочки валка, конус прошивки, содержащий конуса первичного и вторичного захватов, с углами α1n=3° и α2n=10° длиной, соответственно, 0,20L и 0,16L, цилиндрический участок с винтовой нарезкой с шагом 95 мм и углом наклона к оси валка 3°37′, длиной 0,10L, выходной конус - конус раскатки, содержащий три участка - первый с углом раскатки αP=6° длиной 0,21L, второй - цилиндрический участок длиной 0,16L, а третий - участок выхода гильзы из валков с углом αв=3°, протяженностью 0,11L, конус первичного захвата заготовки составляет 0,17L с углом α1n=4°, между конусами первичного и вторичного захватов выполнена проточка радиусом 60 мм протяженностью 0,04L с плавным переходом от первичного угла захвата заготовки к вторичному, конус вторичного захвата составляет 0,10L с углом α2n=8°, цилиндрический участок с винтовой нарезкой составляет 0,21L, а цилиндрический участок после угла раскатки 0,11L.
Сопоставительный анализ с прототипом показывает, что заявляемый валок стана поперечно-винтовой прокатки отличается тем, что конус первичного захвата заготовки составляет 0,17L, с углом α1n=4°, между конусами первичного и вторичного захватов выполнена проточка радиусом 60 мм протяженностью 0,04L с плавным переходом от первичного угла захвата заготовки к вторичному, конус вторичного захвата составляет 0,10L с углом α2n=8°, цилиндрический участок с винтовой нарезкой составляет 0,21L, а цилиндрический участок после угла раскатки 0,11L. Сравнение заявляемых технических решений с прототипом позволило установить соответствие их критерию "изобретательский уровень".
При изучении других известных технических решений в данной области техники, признаки, отличающие заявляемые решения от прототипа, не были выявлены, и поэтому они обеспечивают заявляемому техническому решению соответствие "изобретательский уровень".
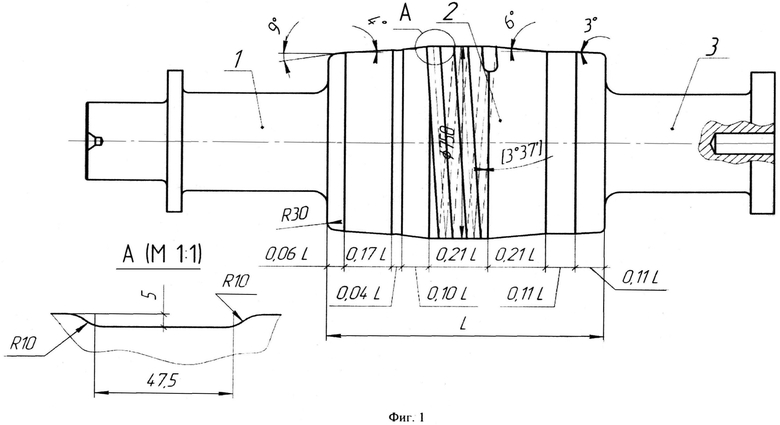
На фиг.1 изображен валок стана поперечно-винтовой прокатки трубопрокатной установки 8-16″ с пилигримовыми станами ОАО "ЧТПЗ".
Валок стана поперечно-винтовой прокатки содержит приводную шейку 1, бочку валка 2 и холостую шейку 3.
Бочка валка стана поперечно-винтовой прокатки содержит входной конус - конус прошивки валка, который состоит из четырех последовательно расположенных участков: первый участок - направляющий конус протяженностью 0,06L, образованный радиусом R=60 мм; второй участок - конус первичного захвата протяженностью 0,17L имеет в поперечных сечениях круг с углом α1n=4°; третий участок - участок меду конусами первичного и вторичного захватов выполнен в виде проточки протяженностью 0,04L, которая сопряжена с первичным и вторичным углами захвата радиусами R=60 мм; четвертый участок - конус вторичного захвата протяженностью 0,10L с углом α2n=8°.
Цилиндрический участок с шагом винтовой нарезки 95 мм, углом наклона к оси валка 3°37′, глубиной вреза 5 мм и протяженностью 0,21L, выступы и впадины, которой сопряжены радиусами R=10 мм. Длина цилиндрического участка с винтовой нарезкой увеличена ≈ в 2,1 раза, что приводит к устойчивости гильз в очаге деформации, т.е. к снижению или полному исключению кривизны гильз.
Выходной конус - конус раскатки состоит из трех последовательно расположенных участков, из которых только второй отличается от известного тем, что цилиндрический участок после угла раскатки выполнен длиной 0,11L.
Валки стана поперечно-винтовой прокатки изготовлены и установлены в стаи. Валки работают в течение 2-х месяцев. Перевалка рабочих валков производится, также как и на существующих валках, через две недели. Опытно-промышленные прокатки труб в существующих валках и валках с новой калибровкой производились при прокатке самого сложного сортамента, а именно при производстве передельных труб размером 550×40×5000 мм из стали марки 38ХН3МФА для последующей механической обработки-расточки и обточки их на размер вн. 489+3,0/-0×19,5+3,0/-0×4090+40/-0 (530×19,5×4090+40/-0) мм, последующего изготовления из них баллонов для подводного флота России. Данный размер труб на ОАО "ЧТПЗ" производится по ТИ 158 - Тр. ТБ1-96-1004 по технологии: заготовки размером 530×100×1360 мм нагреваются до температуры 1250-1270°C, прошиваются в стане поперечно-винтовой прокатки на оправке диаметром 325 мм в гильзы-заготовки размером 650×вн. 340×1660 мм, гильзы-заготовки с холодного посада нагреваются в методической печи до температуры 1240-1260°С и прошиваются-раскатываются в стане поперечно-винтовой прокатки на оправке диаметром 490 мм в гильзы размером 650×вн. 505×2950 мм, а затем прокатываются на пилигримовом стане в калибре 558 мм на дорнах 470-472 мм в передельные трубы размером 550×40×5000 мм. При второй прошивке-раскатке гильз-заготовок в гильзы размером 650×вн. 505×2950 мм с толщиной стенки 72,5 мм гильзы имеют повышенную кривизну до 35 мм и более. Прокатка гильз с повышенной кривизной приводит к повышенной поперечной и продольной разностенности, а в некоторых случаях - к невозможности введения дорна в гильзу. Гильзы с повышенной кривизной садят в печь по 2-3 раза, нагревают до температуры 1240-1260°С и снова пытаются ввести дорн в гильзу. Со второй или третьей попытке дорн вводится в гильзу. Гильзы, в которые после третьей попытке невозможно ввести дорн, бракуются.
Проведены две опытно-промышленные прокатки предельных труб размером 550×40×5000 мм из стали марки 38ХН3МФА в существующих и предлагаемых ватках. При производстве опытно-промышленной прокатки передельных труб в существующих валках в производство были заданы 15 заготовок размером 630×100×1360 мм общей массой 48,66 тн. При прошивке заготовок в гильзы-заготовки кривизна их составляла от 10 до 15 мм. а при прошивке-раскатке гильз-заготовок в гильзы кривизна составила от 20 до 35 мм. Десять гильз после прошивки-раскатки были прокатаны в передельные трубы размером 550×40×5000 мм. Толщина стенки передельных труб колебалась от 38 до 50 мм. Данные трубы были расточены, обточены и приняты в товарные трубы размером вн. 489×19,5×4090 мм. Пять гильз были повторно нагреты и прокатаны в передельные трубы размером 550×40×4800 мм. Толщина стенки на передельных трубах составила от 36 до 52 мм. При механической обработке из данных передельных труб были приняты: одна труба размером вн. 489×19,5×4090, а четыре трубы размером вн. 489×19,5×2500 мм. Расходный коэффициент металла по трубам данной партии составил 4,607.
При производстве опытно-промышленной прокатки передельных труб в предлагаемых валках в производство были заданы 30 заготовок размером 630×100×1360 мм общей массой 97,4 тн. При прошивке заготовок в гильзы-заготовки кривизна их составляла от 5 до 10 мм, а при прошивке-раскатке гильз-заготовок в гильзы кривизна составила от 10 до 15 мм. Все гильзы после прошивки-раскатки были прокатаны в передельные трубы размером 550×40×5000 мм. Толщина стенки передельных труб колебалась от 41 до 45 мм. Данные трубы были расточены, обточены и приняты в товарные трубы размером вн. 489×19,5×4090 мм. Принято в соответствии с ТУ 14-3-805-75 тридцать труб размером вн. 489×19,5×4090 мм. Расходный коэффициент металла по трубам данной партии составил 3,235.
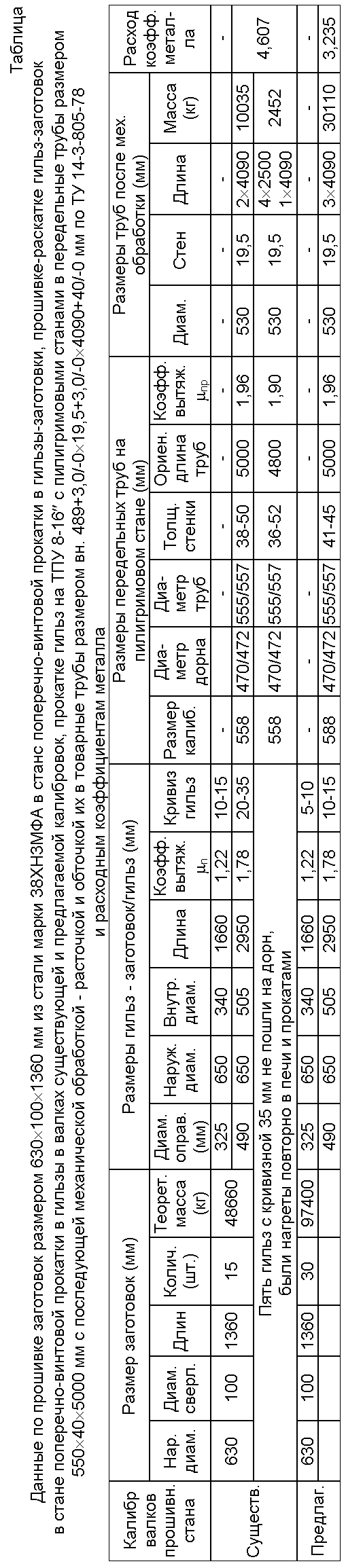
Данные по прошивке заготовок размером 630×100×1360 мм из стали 38ХН3МФА в стане поперечно-винтовой прокатки в гильзы-заготовки, прошивке-раскатке гильз-заготовок в стане поперечно-винтовой прокатки в гильзы в валках существующей и предлагаемой калибровок, прокатке гильз на ТПУ 8-16″ с пилигримовыми станами в передельные трубы размером 550×40×5000 мм с последующей механической обработкой-расточкой и обточкой их в товарные трубы размером вн. 489+3,0/-0×19,5+3,0/-0×4090+40/-0 мм по ТУ 14-3-805-78 и расходным коэффициентам металла приведены в таблице. Из таблицы видно, что за счет прошивки-раскатки гильз в предлагаемых валках кривизна гильз снижена ≈ в 2,0-2,3 раза, что дало возможность снизить поперечную и продольную разностенность передельных труб ≈ в 3-4 раза. Прокатка гильз с меньшей кривизной позволит производить передельные трубы размером 545×35 мм, что даст возможность увеличить длину передельных труб ≈ на 20% или снизить высоту заготовки ≈ на 20%, т.е. еще есть возможность для снижения расходного коэффициента металла. Прокатка передельных труб из гильз с кривизной не более 15 мм позволила повысить их точность по стенке, исключить повторные нагревы гильз, исключить угар металла при повторном нагреве гильз, снизить расходный коэффициент металла при производстве труб размером вн. 489+3,0/-0×19,5+3,0/-0×4090+40/-0 мм на 1372 кг на каждой тонне товарных труб, а следовательно, снизить их стоимость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА В СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ В ГИЛЬЗЫ-ЗАГОТОВКИ И ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК В ГИЛЬЗЫ | 2013 |
|
RU2553323C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ ВН.489+3,0/-0×19,5+3,0/-0×4090+40/-0 И ВН.489+3,0/-0×19,5+3,0/-0×2500+40/-30 мМ ИЗ СТАЛИ МАРКИ 38ХН3МФА ДЛЯ ИЗГОТОВЛЕНИЯ БАЛЛОНОВ | 2013 |
|
RU2553727C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ | 2013 |
|
RU2545948C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 550×25 мм НА ТРУБОПРОКАТНОЙ УСТАНОВКЕ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2012 |
|
RU2547973C2 |
| СПОСОБ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2527582C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 630×28-32×4800-5500 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2530090C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ДЛИННОМЕРНЫХ ТРУБ РАЗМЕРОМ 426×90 мм ДЛЯ ПАРОВЫХ КОТЛОВ, ПАРОПРОВОДОВ И КОЛЛЕКТОРОВ УСТАНОВОК С ВЫСОКИМИ И СВЕРХКРИТИЧЕСКИМИ ПАРАМЕТРАМИ ПАРА ИЗ СТАЛИ МАРКИ 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ | 2013 |
|
RU2537639C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 426х23-25 мм ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2615926C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ ДЛЯ ПРОШИВКИ-РАСКАТКИ ГИЛЬЗ-ЗАГОТОВОК И ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА БОЛЬШОГО ДИАМЕТРА ИЗ ЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2012 |
|
RU2517068C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 530Х8-12 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10-Ш | 2016 |
|
RU2613814C1 |
Изобретение относится к трубопрокатному производству, а именно к рабочему инструменту станов поперечно-винтовой прокатки. Валок содержит входной и выходной конусы и цилиндрическую часть с винтовой нарезкой. Снижение кривизны гильз, поперечной и продольной разностенности труб, исключение повторных нагревов обеспечивается за счет того, что входной конус состоит из направляющего конуса длиной 0,06 L от длины бочки валка L и конуса прошивки, содержащего конус первичного и конус вторичного захватов, винтовая нарезка на цилиндрической части валка выполнена с шагом 95 мм и углом наклона к оси валка 3°37′, а выходной конус состоит из конуса раскатки длиной 0,21 L с углом конусности αр=6°, цилиндрического участка и конуса выхода гильзы из валков длиной 0,11 L с углом конусности αв=3°, при этом конус первичного захвата заготовки выполнен длиной 0,17 L с углом конусности α1n=4°, между конусами первичного и вторичного захватов выполнена проточка радиусом 60 мм протяженностью 0,04 L с плавным переходом от конуса первичного захвата заготовки к конусу вторичного захвата, длина конуса вторичного захвата составляет 0,10 L с углом конусности α2n=8°, длина цилиндрической части валка с винтовой нарезкой составляет 0,21 L, а длина цилиндрического участка выходного конуса - 0,11 L. 1 ил,, 1 табл.
Валок стана поперечно-винтовой прокатки, содержащий входной и выходной конусы и цилиндрическую часть с винтовой нарезкой, при этом входной конус состоит из направляющего конуса длиной 0,06 L от длины бочки валка L и конуса прошивки, содержащего конус первичного и конус вторичного захватов, винтовая нарезка на цилиндрической части валка выполнена с шагом 95 мм и углом наклона к оси валка 3°37′, а выходной конус состоит из конуса раскатки длиной 0,21 L с углом конусности αр=6°, цилиндрического участка и конуса выхода гильзы из валков длиной 0,11 L с углом конусности αв=3°, отличающийся тем, что конус первичного захвата заготовки выполнен длиной 0,17 L с углом конусности α1n=4°, между конусами первичного и вторичного захватов выполнена проточка радиусом 60 мм протяженностью 0,04 L с плавным переходом от конуса первичного захвата заготовки к конусу вторичного захвата, длина конуса вторичного захвата составляет 0,10 L с углом конусности α2n=8°, длина цилиндрической части валка с винтовой нарезкой составляет 0,21 L, а длина цилиндрического участка выходного конуса - 0,11 L.
| РУЧЕЙ ПИЛИГРИМОВОГО ВАЛКА | 0 |
|
SU358042A1 |
| Ручей валка для пилигримовой прокатки труб | 1980 |
|
SU904815A1 |
| Валок для пилигримовой прокатки | 1982 |
|
SU1077675A1 |
| Валок пилигримового стана | 1986 |
|
SU1419771A2 |
| JPH 09136103 A, 27.05.1997 | |||

