Изобретение относится к обработке металлов давлением и может быть использовано при прошивке гильз на трубо-, втулочно- и кольцепрокатных агрегатах в процессе производства гладких и профильных горячекатаных труб и штучных заготовок различных машиностроительных деталей.
Известен, например, способ производства гильз на прошивных станах трубопрокатных агрегатов, использующих валки, в которых осуществляются операции прошивки, образования цилиндрического участка, пережим заготовки и раскатка, а калибр включает три последовательно расположенных участка, а именно:
- конусный участок прошивки;
- цилиндрический участок - пережим;
- конусный участок раскатки.
(См., например, «Горячая прокатка труб», стр.199 и 206, авторы Данилов Ф.А., Глейберг А.З., Балакин В.Г. «Государственное научно-техническое издательство литературы по черной и цветной металлургии» 1962 г.)
Основные недостатки рассматриваемого способа заключаются в высокой разностенности прокатанных гильз (в отдельных случаях до 15÷18%), нестабильности наружного диаметра гильз - колебания достигают ±1,5%; валки с указанной калибровкой не могут устранить значительное отличие диаметральных размеров концевых участков гильз от размеров их основной части.
Известен, например, способ производства гильз на прошивных станах, использующих валки, в которых кроме операций прошивки, образования цилиндрического участка, пережим заготовки и раскатки, включен дополнительно участок редуцирования гильзы и цилиндрический участок калибрования ее наружного диаметра на цилиндрической оправке. (См., например, изобретение по авторскому свидетельству SU 1666236 А1, В21В1 9/00, В21В 25/00 от 30.07.1991 г.)
Указанный способ устраняет колебания наружного диаметра. Однако и при этом способе сохраняется разностенность до 15÷18% и непостоянство внутреннего диаметра на концевых участках гильзы, достигающее до 3 мм.
Техническим результатам предлагаемого способа прошивки гильз на стане поперечно-винтовой прокатки является получение гильз с разностенностью менее 8%, постоянство диаметральных размеров ее наружной и внутренней поверхностей, включая концевые участки гильзы.
Указанный технический результат достигается за счет:
- редуцирования прошитой гильзы до касания ее внутренней поверхности с цилиндрической раскатной оправкой;
- последующего обжатия ее стенки с утонением не менее 5% и не более 15%, при этом указанное минимальное обжатие обеспечит калибрование внутренней поверхности гильзы, а максимальное обжатие не вызовет овализацию гильзы и повышенный износ раскатной оправки, указанные обжатия обеспечены центрированием раскатной, а вместе с ней и прошивной оправки на оси прокатки калибруемой гильзой;
- центрирования раскатной оправки, а вместе с ней и прошивной оправки на оси прокатки, осуществляющегося рабочими валками и калибруемой гильзой при ее прохождении через очаг деформации.
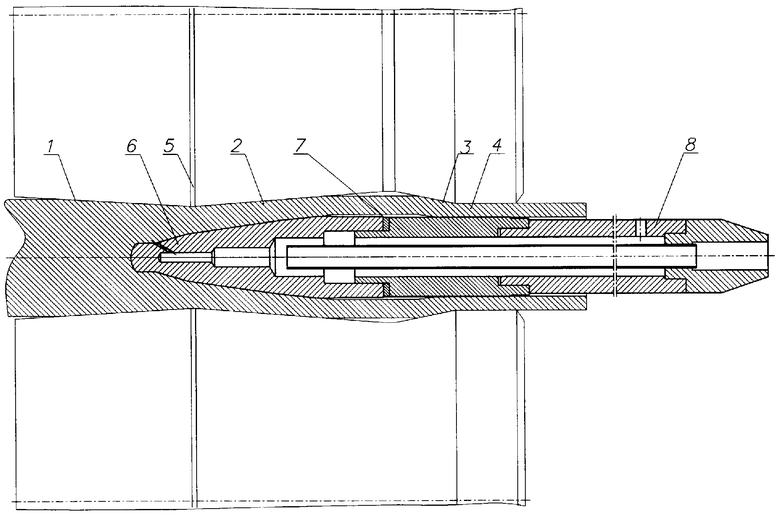
Схема предлагаемого способа прошивки гильз на стане поперечно-винтовой прокатки изображена на чертеже; она содержит:
- два (три) валка с конусными участками прошивки 1, раскатки 2, редуцирования 3, калибрования 4 и цилиндрический пережим 5;
- прошивную оправку 6, расположенную в зоне прошивки и раскатки гильзы, раскатную оправку 7, находящуюся на участке редуцирования и калибрования гильзы, причем передняя часть раскатной оправки входит в расточку прошивной оправки;
- прошивной стержень 8, обеспечивающий постоянное осевое положение оправок в очаге деформации в процессе прошивки и прокатки гильзы.
По предлагаемому способу прошивка гильз на стане поперечно-винтовой прокатки происходит следующим образом:
Нагретая цилиндрическая заготовка подается толкателем стана в валки, развернутые на угол подачи, захватывается прошивными участками валков и, получая вращательное и поступательное по оси прокатки движение, прошивается и раскатывается валками на прошивной оправке в гильзу. При последующем осевом перемещении гильза попадает на редуцирующие конуса валков, которые обжимают ее по диаметру, а затем на раскатной оправке утоняют стенку гильзы.
При дальнейшем осевом перемещении гильзы по раскатной оправке происходит ее калибрование в виде проглаживания и устранения всех видов неровностей калибрующими участками валков с одновременным центрированием раскатной оправки, а вместе с ней и прошивной оправки на оси прокатки калибруемой гильзой, при этом разностенность гильзы не превышает 8%.
Таким образом, производство гильз, осуществляемое между валками рабочей клети для прошивки, раскатки, рудуцирования и калибрования гильз, и прошивной оправкой, центрируемой в очаге деформации полым стержнем, при котором валки после редуцирования гильзы осуществляют обжатие ее стенки и калибрование гильзы по наружному и внутреннему диаметрам на раскатной цилиндрической оправке, которую располагают между прошивной оправкой и стержнем, и редуцирование гильзы производят до касания внутренней поверхности гильзы с раскатной оправкой, а калибрование гильзы на раскатной оправке выполняют после обжатия стенки гильзы и ее утонения не менее чем на 5% и не более чем на 15%, при этом центрирование раскатной оправки, а вместе с ней и прошивной оправки на оси прокатки осуществляют рабочими валками и калибруемой гильзой при ее прохождении через очаг деформации, позволяет достичь желаемого эффекта по разностенности гильзы.
Область применения названного способа - производство гладких и профильных горячекатаных труб и штучных заготовок различных машиностроительных деталей повышенной точности и качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2009 |
|
RU2402392C1 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Технологический инструмент косовалкового прошивного стана | 1977 |
|
SU716655A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 1998 |
|
RU2138348C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ | 2021 |
|
RU2773967C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при прошивке гильз на трубопрокатных агрегатах при производстве гладких и профильных горячекатаных труб и штучных заготовок различных машиностроительных деталей. Способ включает прошивку, раскатку, редуцирование и калибрование гильзы в рабочей клети валками с участками прошивки, раскатки, редуцирования и калибрования гильз по наружной поверхности и прошивной оправкой, центрируемой в очаге деформации полым стержнем. Валки после редуцирования гильзы осуществляют обжатие ее стенки и калибрование гильзы по наружному и внутреннему диаметрам на раскатной цилиндрической оправке, которую располагают между прошивной оправкой и стержнем. Редуцирование гильзы производят до касания внутренней поверхности гильзы с раскатной оправкой. Калибрование гильзы на раскатной оправке выполняют после обжатия стенки гильзы и ее утонения не менее чем на 5% и не более чем на 15%. Центрирование раскатной оправки, а вместе с ней и прошивной оправки на оси прокатки осуществляют рабочими валками и калибруемой гильзой при ее прохождении через очаг деформации. Изобретение обеспечивает получение гильз с разностенностью менее 8%, постоянство диаметральных размеров ее наружной и внутренней поверхностей, включая концевые участки гильзы. 1 ил.
Способ производства гильз на стане поперечно-винтовой прокатки, включающий прошивку, раскатку, редуцирование и калибрование гильзы и осуществляемый в рабочей клети валками с участками прошивки, раскатки, редуцирования и калибрования гильз по наружной поверхности и прошивной оправкой, центрируемой в очаге деформации полым стержнем, при этом валки после редуцирования гильзы осуществляют обжатие ее стенки и калибрование гильзы по наружному и внутреннему диаметрам на раскатной цилиндрической оправке, которую располагают между прошивной оправкой и стержнем, отличающийся тем, что редуцирование гильзы производят до касания внутренней поверхности гильзы с раскатной оправкой, а калибрование гильзы на раскатной оправке выполняют после обжатия стенки гильзы и ее утонения не менее чем на 5% и не более чем на 15%, при этом центрирование раскатной оправки, а вместе с ней и прошивной оправки на оси прокатки, осуществляют рабочими валками и калибруемой гильзой при ее прохождении через очаг деформации.
| Технологический инструмент стана винтовой прокатки | 1988 |
|
SU1666237A1 |
| Способ винтовой прошивки | 1983 |
|
SU1196046A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| УСТРОЙСТВО ДЛЯ МОДЕЛИРОВАНИЯ РАСХОДОВ В ГИДРАВЛИЧЕСКОЙ ЦЕПИ | 0 |
|
SU376786A1 |

