11
Изобретение относится к обработке металлов давлением и может быть использовано на современных установках в состав которых входят прошивные прессы и станы-элонгаторы.
Элонгирование заготовки-стакана .с. раскаткой ее в гильзу с меньшей толщиной стенки и прошивкой сплошног доньЕпка является операцией, в значительной степени определяющей качество труб и производительность трубопрокатных установок с пилигримовыми станами.
Целью изобретения является повышение выхода годного.
На фиг. 1 показана заготовка в момент задачи в валки; на фиг. 2 - стенка стакана в момент раскатки на цилиндрической части подвижной оправки; на фиг. 3 - прошивка дна стакана конической частью зафиксированной оправки.
На фиг. 1-3 обозначены рабочие валки 1, стаканообразная заготовка 2, цилиндрическая 3 и коническая 4 части оправки, дорн-штанга 5.
Способ осуществляется следующим образом.
В стаканообразную заготовку 2, размещенную перед косо установленным валками 1, при ее подаче выдвигают из валков оправку до упора конусной части 4 оправки в донышко заготовки.
Валки раскатывают стенку полой части заготовки на цилиндрической части 3 оправки, которая под деист-. вием продольньЕх сил со стороны раскатываемого металла перемещается вдоль дорн-штанги 5 в направлении прокатки. При подходе доньшгка к зоне пережима валков оправку фиксирзпот от осевого перемещения и конической частью 4 оправки осуществляют прошивку доньш1ка. В течение всего про- .цесса оправка имеет возможность свободного вращения вместе с дорн-штан- гой 5.
После окончания раскатки оправку с дорн-штангой 5 удерживают на месте а готовую гильзу выдают в осевом направлении.
72
Пример . Элонгирование ста- канообразной заготовки при производстве труб на установке 5-12.
Стакан с наружным диаметром 450 мм,
внутренним 240 мм и длиной 1750 мм задают на оправку, диаметр цилиндрической части которой равен 210 мм. Длина оправки должна обеспечивать ее осевое перемещение по дорн-штанге
до упора в донышко стакана, располо- женного перед косо установленными валками, и в данном случае составляет 2500 мм. После раскатки стенки полой части заготовки прошивают ее
доньш1ко толщиной 120 мм. на конической части оправки, зафиксированной от продольного перемещения в очаге деформации. Полное перемещение оправки до ее фиксации должно быть не менее
длины стакана и составляет примерно 1700-2000 мм.
Изобретение обеспечивает повьш1е- ние выхода годного и снижение на 25- 30% энергозатрат за счет раскатки
стенок на длинной подвижной оправке и бездефектной прошивки доньштка стакана на конической части оправки, удерживаемой от перемещения в зоне пережима валков.
Формула изобретения
Способ поперечно-винтового злон- гирования, включающий подачу нагретой
стаканообразной заготовки в косо установленные валки открытым концом, деформацию полой части заготовки валками на длинной цилиндрической части оправки и прошивку доньш1ка передней
конусной частью оправки, удерживаемой от перемещения, отличающийся тем, что, с целью повышения выхода годного, оправку выдви-. гают из валков навстречу подаваемой
стаканообразной заготовке до упора ее передней конусной части в доньпп- ко заготовки и сообщают оправке осевое перемещение от контакта с перемещаемой при деформации валками полой .
части заготовки до расположения передней конусной части оправки в зоне пережима валков, где ее удерживают от перемещения.
L
Фиг. 2
ft
ШШ.
wm.
/
/
ff / у
;f
фиг. J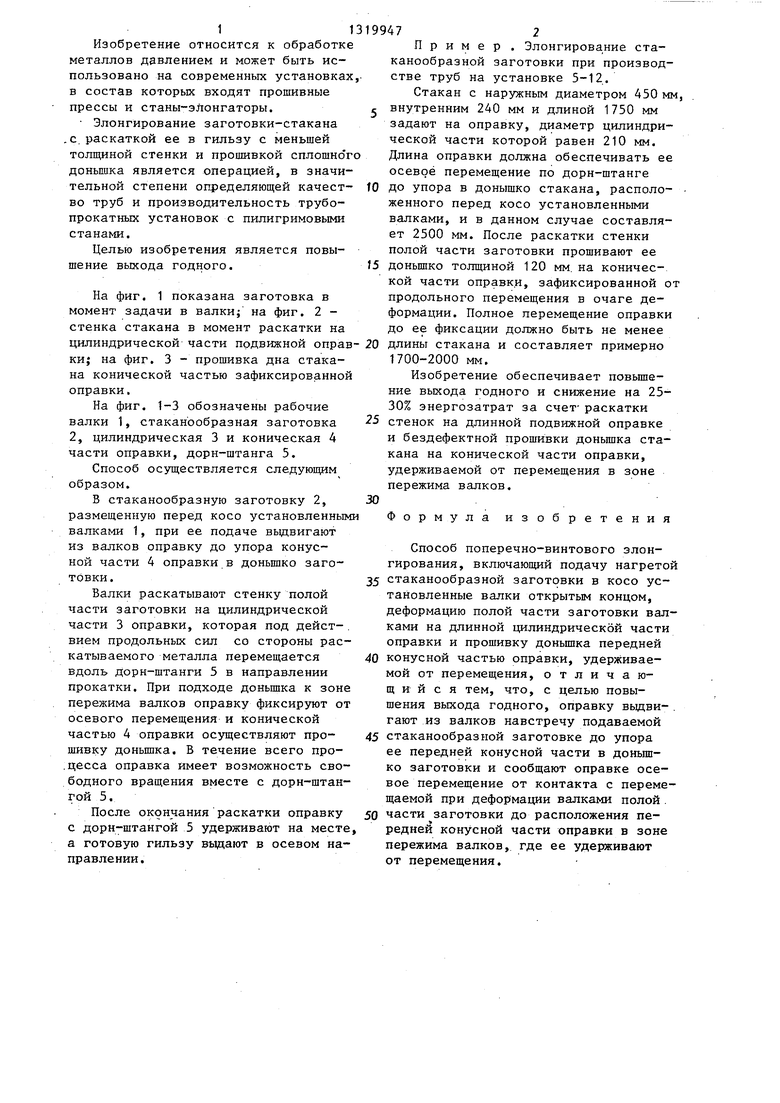
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поперечно-винтового элонгирования | 1981 |
|
SU997867A1 |
| Способ винтового элонгирования | 1991 |
|
SU1811923A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| Заготовка для винтовой прошивки | 1983 |
|
SU1131568A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 1992 |
|
RU2048219C1 |
| Технологический инструмент прошивного стана (варианты) | 2018 |
|
RU2705189C1 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Валок для винтовой прошивки | 1980 |
|
SU900891A1 |

Изобретение относится к области обработки металлов давлением и может быть использовано на современ- ньж установках, в состав которых входят прошивные прессы и станы-элон- гаторы. Цель изобретения - повьппение выхода годного. По способу поперечно-винтового элонгирования осуществляют подачу стаканообразной нагретой заготовки 2 в валки 1 открытым концом. При подаче заготовки в валки вводят оправку до упора ее конусной части 4 в доньшко заготовки, а деформацию заготовки осуществляют на цилиндрической части 3 оправки, установленной с возможностью продольного перемещения на дорн-штанге 5. Прошивку донышка осуществляют в момент фиксации от продольного перемещения конической оправки в зоне пережима рабочих валков. 3 ил. с 5 (Л со Фие./
| 0 |
|
SU336055A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ поперечно-винтового элонгирования | 1981 |
|
SU997867A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
