Изобретение относится к контактной точечной сварке и может быть использовано для автоматического контроля и управления силовыми агрегатами оборудования контактной точечной сварки.
Известны различные устройства контроля и управления процессом контактной точечной сварки [1-7]. Среди них получили распространение устройства, осуществляющие дозирование электроэнергии, выделяемой в зоне сварки:
где ΔW - электрическая энергия, выделяемая в зоне сварки;
uK - мгновенное значение напряжения на электродах;
iK - мгновенное значение сварочного тока;
t1, t2 - время начала и окончания теплового импульса соответственно.
Известен способ [Авторское свидетельство СССР №1816604, кл. В 23 К 11/24, 1991], при котором определяют величины сварочного тока и напряжения между электродами, интегрируют произведение этих величин, характеризующее энергию, выделяемую в сварочном контакте, и сравнивают с заданным значением параметра, определяемого опытным путем. При этом величину тока определяют расчетным путем, измеряя напряжение на электродах и используя заранее измеренные величины активного и реактивного сопротивлений вторичной обмотки трансформатора, а также сопротивления свариваемых деталей между электродами.
Устройство для осуществления данного способа содержит электроды машины для контактной сварки, напряжение с которых подается на вычислительное устройство и на один из входов блока перемножения, второй вход блока перемножения соединен с выходом вычислительного устройства. Последовательно с блоком перемножения соединены интегратор и узел сравнения, выход которого подключен к силовому ключу. Устройство содержит также сварочный трансформатор, свариваемые детали и пусковую кнопку.
Недостатком устройства является низкая точность измерения значения энергии, выделяемой в зоне сварки из-за отсутствия учета изменения активного сопротивления между электродами в результате теплового нагрева обмоток трансформатора, электродов, свариваемых деталей, поверхностного эффекта и других факторов.
Наиболее близким к изобретению по технической сущности является регулирующее устройство для контактной сварки [Авторское свидетельство СССР №1098713, кл. В 23 К 11/24, 1983], содержащее выпрямитель, нуль-орган, преобразователь напряжение - частота, последовательно соединенные схему совпадения, счетчик, дешифратор, схему сравнения, блок управления режимом, блок ключей. Устройство снабжено датчиком сварочного тока, датчиком напряжения на электродах и аналоговым умножителем, при этом выходы датчиков тока и напряжения подключены к входу аналогового умножителя, выход которого через выпрямитель и преобразователь напряжение - частота подключен к первому входу схемы совпадения, а выход датчика напряжения на электродах через нуль-орган - ко второму входу схемы совпадения.
К недостаткам данного устройства можно отнести низкую точность дозирования из-за использования аналогового умножителя с выпрямителем, а также то, что в качестве датчика тока используется трансформатор тока с очень большим коэффициентом трансформации (так как рабочий сварочный ток достигает нескольких тысяч ампер), что приводит к необходимости увеличения размеров и стоимости датчика тока. Другим существенным недостатком устройства является внесение дополнительной погрешности измерения электроэнергии нуль-органом, который обладает конечным порогом чувствительности, в результате чего, при совпадении моментов времени, когда синусоидальное напряжение на электродах близко к нулю или равно нулю и моментов появления импульсов с выхода преобразователя напряжение - частота, последний не будет посчитан счетчиком числа квантов электроэнергии.
Задачей настоящего изобретения является улучшение качества сварки путем повышения точности дозирования теплового импульса в зоне сварки одновременно с расширением диапазона измеряемого сварочного тока.
Поставленная задача достигается тем, что в цифровом дозаторе электроэнергии для точечной сварки, содержащем прерыватель тока, включенный в цепь первичной обмотки сварочного трансформатора, датчики тока и напряжения, соединенные с аналоговым умножителем, блок цифровой индикации текущего значения электроэнергии, блок управления прерывателем тока, двоично-десятичный преобразователь кода, устройство сравнения кодов, блок задания числа квантов электроэнергии и последовательно соединенные импульсный интегратор и двоичный счетчик числа квантов электроэнергии, к выходу которого подключены блок индикации текущего значения электроэнергии и двоично-десятичный преобразователь кода, а к входу устройства сравнения кодов подключены двоично-десятичный преобразователь кода и блок задания числа квантов электроэнергии, датчик тока выполнен на основе пояса Роговского, в качестве аналогового умножителя использовано импульсное перемножающее устройство, служащее источником прямоугольных импульсов для управления прерывателем тока, выполненным на симисторе, и блок управления прерывателем тока соединен с одним из выходов импульсного перемножающего устройства.
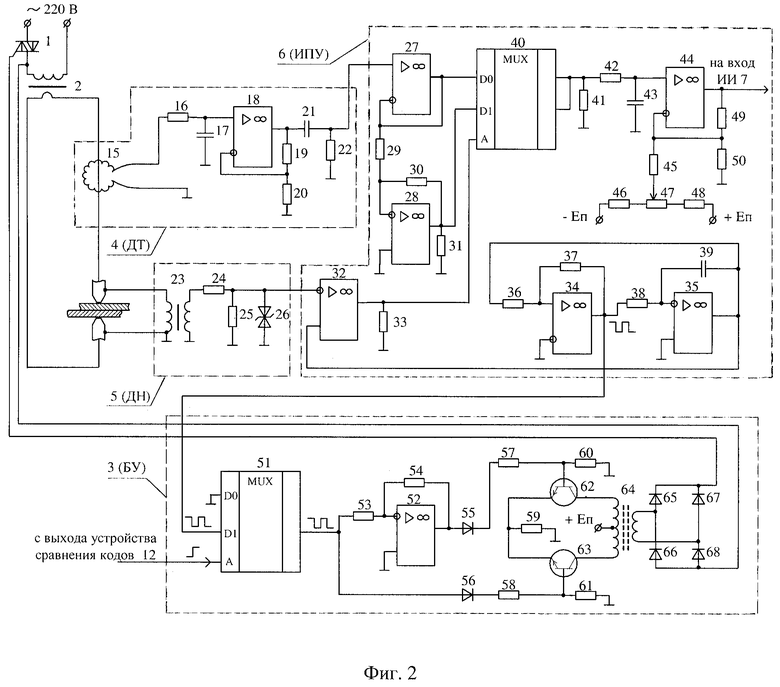
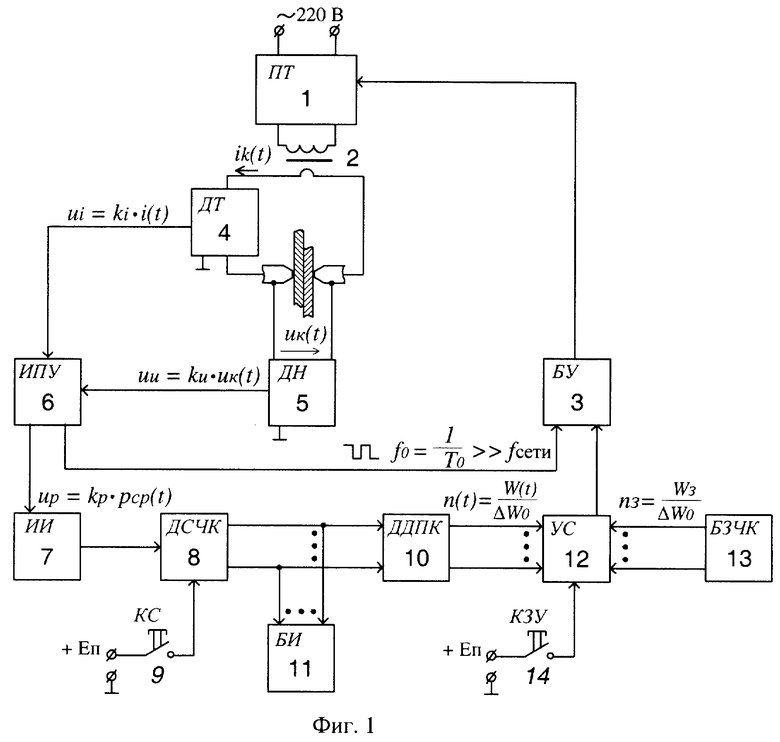
На фиг.1 приведена структурная схема цифрового дозатора электроэнергии для точечной сварки, а на фиг.2 - принципиальные схемы блоков 3, 4, 5, 6 с указанием электрических связей между ними.
Цифровой дозатор электроэнергии для точечной сварки содержит прерыватель тока 1, включенный в цепь первичной обмотки сварочного трансформатора 2 и соединенный с блоком управления прерывателем тока 3. Во вторичную цепь сварочного трансформатора включены датчик тока 4, датчик напряжения 5, выходы которых соединены с импульсным перемножающим устройством 6. Один из выходов импульсного перемножающего устройства 6 соединен с импульсным интегратором 7, второй его выход соединен с блоком управления прерывателем тока 3. Последовательно с импульсным интегратором 7 включен двоичный счетчик числа квантов электроэнергии 8, ко второму входу которого подключен ключ сброса счетчика в нулевое положение 9. Выход двоичного счетчика числа квантов 8 подключен к двоично-десятичному преобразователю кода 10 и к блоку цифровой индикации текущего значения электроэнергии 11. Устройство сравнения кодов 12, к входам которого подключены выходы двоично-десятичного преобразователя кода 10, цифрового блока задания числа квантов электроэнергии 13 и ключ запуска установки 14, своим выходом соединено с блоком управления прерывателем тока 3.
Датчик тока 4 содержит пояс Роговского 15, R-C интегратор, состоящий из резистора 16, конденсатора 17 и подключенный к усилителю сигнала, выполненному на операционном усилителе (ОУ) 18 с резисторами 19, 20 в цепи обратной связи (ОС), разделительный конденсатор 21 и нагрузочный резистор 22.
Датчик напряжения 5 содержит трансформатор 23, к выходу которого подключен делитель напряжения, выполненный на резисторах 24, 25; стабилитрон 26, соединенный параллельно с резистором 25 и предотвращающий возникновение перенапряжений, опасных для интегральных схем.
Импульсное перемножающее устройство 6 включает в себя повторитель напряжения, выполненный на ОУ 27, ко входу которого подключается датчик тока; инвертор, состоящий из ОУ 28 и резисторов 29, 30,31; компаратор, к одному из входов которого подключен датчик напряжения и состоящий из ОУ 32, нагрузочного резистора 33; генератор линейно изменяющегося напряжения повышенной частоты, состоящий из ОУ 34, 35, резисторов 36, 37, 38, конденсатора 39 и подключенный ко второму входу компаратора; электронный ключ 40, ко входам которого подключены повторитель напряжения, инвертор и компаратор; нагрузочный резистор 41; фильтр нижних частот, состоящий из резистора 42 и конденсатора 43; усилитель сигнала, состоящий из ОУ 44, резисторов 45-48 в цепи питания и резисторов 49, 50 в цепи ОС.
Блок управления прерывателем тока 3 состоит из электронного ключа 51; инвертора, выполненного на ОУ 52 и резисторах 53, 54; диодов 55, 56; резисторов 57-61, подключенных к базам n-р-n транзисторов 62, 63; импульсного трансформатора со средней точкой в первичной обмотке 64; диодного моста, состоящего из элементов 65-68.
Работает цифровой дозатор электроэнергии для точечной сварки следующим образом. С помощью позиционных ключей цифрового блока задания числа квантов электроэнергии 13 в устройство сравнения кодов 12 заносится трехразрядный десятичный код числа квантов электроэнергии

где W3 - заданное количество электроэнергии;
ΔW0 - величина одного кванта электроэнергии.
Перед запуском установки сбрасываются показания двоичного счетчика числа квантов электроэнергии 8 предшествующего цикла сварки с помощью ключа сброса счетчика в нулевое положение 9. При нажатии ключа запуска установки 14 на электронный ключ 51 блока управления прерывателем тока 3 с устройства сравнения кодов 12 подается уровень напряжения, разрешающий прохождение прямоугольных импульсов для управления прерывателем тока с частотой следования
где T0 - период следования импульсов;
fсети - частота сетевого напряжения (50 Гц),
которые непрерывно поступают от импульсного перемножающего устройства 6. Прерыватель тока 1, выполненный на симисторе, замыкает цепь - при замкнутых электродах сварочной установки через свариваемую деталь во вторичной цепи трансформатора начинает протекать сварочный ток i(t). Информация о мгновенных значениях сварочного тока и напряжения, приложенного к зоне сварки, снимается с помощью датчика тока 4 и датчика напряжения 5. Сигналы с датчиков
ui=kiik(t), uu=kuuk(t),
где ki, ku - коэффициенты пропорциональности датчика тока и датчика напряжения соответственно;
ik (t) - мгновенное значение сварочного тока;
uk (t) - мгновенное значение напряжения между электродами,
пропорциональные измеряемым величинам, поступают на вход импульсного перемножающего устройства 6, на выходе которого появляется сигнал, пропорциональный среднему за период значению мгновенной мощности, выделяемой в зоне сварки:
up=kppcp(t),
где kp - коэффициент пропорциональности импульсного перемножающего устройства;
pср (t) - среднее за период значение мгновенной мощности, выделяемой в зоне сварки.
Сигнал с импульсного перемножающего устройства 6 поступает на вход импульсного интегратора 7, в котором осуществляется функция квантования по вольт-секундной площади кривой up. Импульсы с импульсного интегратора 7 поступают на вход двоичного счетчика числа квантов электроэнергии 8, с выхода которого код в двоичном виде поступает на вход двоично-десятичного преобразователя кода 10 и на вход блока цифровой индикации текущего значения электроэнергии 11. С выхода двоично-десятичного преобразователя кода 10 на устройство сравнения кодов 12 поступает десятичный код текущего значения числа квантов электроэнергии
где W(t) - текущее значение электроэнергии, выделившейся в зоне сварки.
В момент равенства кодов на выходах двоично-десятичного преобразователя кода 10 и блока задания числа квантов электроэнергии 13 на выходе устройства сравнения кодов 12 исчезает сигнал, разрешающий прохождение импульсов управления прерывателем тока, непрерывно поступающих от импульсного перемножающего устройства 6, прерыватель тока 1 переводится в непроводящее состояние, сварочный цикл прекращается.
Предлагаемое устройство позволяет осуществлять дозирование электроэнергии практически в неограниченном диапазоне значений сварочного тока, для этого в соответствии с измеряемой величиной сварочного тока определяются параметры датчика тока, выполнение которого не связано со значительными затратами (в отличие от массивного трансформатора тока).
Импульсное перемножающее устройство, использованное в цифровом дозаторе электроэнергии для точечной сварки, не требует дополнительного выпрямителя (как в схеме прототипа), позволяет повысить точность измерения (погрешность составляет сотые доли процента), а также служит источником прямоугольных импульсов для управления прерывателем тока. Благодаря данному схемному решению в качестве прерывателя тока может быть использован любой тип тиристоров.
Источники информации
1. Авторское свидетельство СССР №967729, кл. В 23 К 11 /24, 1981.
2. Авторское свидетельство СССР №1098713, кл. В 23 К 11/24, 1983 (прототип).
3. Авторское свидетельство СССР №1214368, кл. В 23 К 11/24, 1984.
4. Авторское свидетельство СССР №1283004, кл. В 23 К 11/10, 11/24, 1985.
5. Авторское свидетельство СССР №1412908, кл. В 23 К 11/10, 1986.
6. Авторское свидетельство СССР №1512736, кл. В 23 К 11/24, 1987.
7. Авторское свидетельство СССР №1816604, кл. В 23 К 11/24, 1991.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННЫЙ ИЗМЕРИТЕЛЬ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2000 |
|
RU2190861C2 |
| КУЛОНОМЕТРИЧЕСКАЯ УСТАНОВКА | 1997 |
|
RU2120625C1 |
| СВАРОЧНЫЙ ПРЕОБРАЗОВАТЕЛЬ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2002 |
|
RU2224628C1 |
| Рентгеновский генератор | 1978 |
|
SU743241A1 |
| Устройство для управления термообработкой сварных соединений | 1986 |
|
SU1458122A1 |
| Система фазового цифрового управления машинами контактной сварки | 1976 |
|
SU642112A1 |
| Многоканальное устройство контроля температурных режимов инкубаторов | 1983 |
|
SU1157528A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ СТЕНДОМ ДЛЯ ШЕРОХОВКИ ПОВЕРХНОСТИ ЛИСТА | 1990 |
|
RU2009833C1 |
| Автоматический преобразователь активной мощности электрической сети в цифровой код | 1972 |
|
SU538485A1 |
| Устройство для измерения частотной характеристики входного сопротивления промышленной электрической сети | 1985 |
|
SU1439512A1 |
Изобретение относится к контактной точечной сварке и может быть использовано для автоматического контроля и управления силовыми агрегатами оборудования контактной точечной сварки в различных отраслях машиностроения. В цифровом дозаторе прерыватель тока включен в цепь первичной обмотки сварочного трансформатора. Датчики тока и напряжения соединены с аналоговым умножителем. Импульсный интегратор и двоичный счетчик числа квантов электроэнергии соединены последовательно. К выходу двоичного счетчика числа квантов электроэнергии подключены блок индикации текущего значения электроэнергии и двоично-десятичный преобразователь кода. К входу устройства сравнения кодов подключены двоично-десятичный преобразователь кода и блок задания числа квантов электроэнергии. Датчик тока выполнен на основе пояса Роговского. В качестве аналогового умножителя использовано импульсное перемножающее устройство, служащее источником прямоугольных импульсов для управления прерывателем тока, выполненным на симисторе. Блок управления прерывателем тока соединен с одним из выходов импульсного перемножающего устройства. За счет повышения точности дозирования теплового импульса в зоне сварки одновременно с расширением диапазона измеряемого сварочного тока улучшается качество сварки. 2 ил.
Цифровой дозатор электроэнергии для точечной сварки, содержащий прерыватель тока, включенный в цепь первичной обмотки сварочного трансформатора, датчики тока и напряжения, соединенные с аналоговым умножителем, блок цифровой индикации текущего значения электроэнергии и блок управления прерывателем тока, отличающийся тем, что он имеет двоично-десятичный преобразователь кода, устройство сравнения кодов, блок задания числа квантов электроэнергии и последовательно соединенные импульсный интегратор и двоичный счетчик числа квантов электроэнергии, к выходу которого подключены блок индикации текущего значения электроэнергии и двоично-десятичный преобразователь кода, а к входу устройства сравнения кодов подключены двоично-десятичный преобразователь кода и блок задания числа квантов электроэнергии, при этом датчик тока выполнен на основе пояса Роговского, в качестве аналогового умножителя использовано импульсное перемножающее устройство, служащее источником прямоугольных импульсов для управления прерывателем тока, выполненным на симисторе, и блок управления прерывателем тока соединен с одним из выходов импульсного перемножающего устройства.
| Регулирующее устройство для контактной сварки | 1983 |
|
SU1098713A1 |
| Устройство для управления процессом контактной точечной сварки | 1985 |
|
SU1281357A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| ФАКЕЛ | 1928 |
|
SU20052A1 |
| Устройство для управления процессом контактной сварки | 1983 |
|
SU1113226A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ИЗМЕРИТЕЛЬ ПАРАМЕТРОВ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1995 |
|
RU2110380C1 |

