1
Изобретение относится к электроюборудованию для контактной сварки и может быть использовано в системах контроля качества соединений и автоматического регулирования процесса 5 для измерения активного падения напряжения на сварочных электродах.
Проблема измерения активного падения напряжения на сварочном контак-Ю те состоит в трудности выделения полезного сигнала из сигнала помехи ЭДС взаимной индукции, наводимой сварочным током в измерительной цепи. Падение напряжения на свариваекых дета-15 лях обычно снимают с концов электродов машины. Провода измерительной цепи не должны сокращать размеры рабочего пространства вторичного контура сварочной машины, поэтому их .прокладьша-2Р ют по ее токоведущим частям. Следствием этого является то, что напряжение наводки на йзмерительных проводах от сварочного тока соизмериь1О или в большинстве случаев превышает актив- 25 ное падение напряжения на сварочном контакте.
Известно техническое решение, заключающееся в том, что снимаемое с электродов машины напряжение интег- 30
рируют ОТ начала очередного полупериода протекания тока.до его конца 1.
Устройство реализующее этот принцип измерения, имеет ограниченную область применения и низкую точность. Погрешность измерения обусловливается тем, что вектор магнитной индукции у массивных токоведущих частей не совпадает по фазе с вектором тока.
Этот недостаток устранен в известном устройстве для контроля параметров процесса контактной сваркир которое содержит сварочные электроды, измерительные щупы и дифференциональный усилитель с прямым и инверсным входс1ми, причем прямой вход дифференциального усилителя подключен к одному из электродов, а инверсный вход дефференциального усилителя подключен к одному из измерительных щупов, другой же электрод и измерительный щуп подсоединены к общей цепи дифференциального усилителя 2.
Однако это устройство является достаточно сложным в изготовлениии имеетневысокую надежность из-за наличия в нем движущихся механических элементов - подпружиненных щупов, перекосы и заедания которых недопустима.
Наиболее близким по технической Сущности к предложенному является устройство, содержащее измерител1гную цепь, подключенную к электродам сварочной машины, запоминающее и вычислительное устройства, синхронизатор и регистрирующий прибор.
Известное устройство имеет низкую точность измерения, обусловленную тсутствием возможности достичь полное количественное соотношение между ЭДС, наводимой в компенсирующей катушке и проводах измерительной цепи.
Целью изобретения является повышение точности измерения активного падения напряжения.
Поставленная цель достигается тем что в устройство введены распредели тельный блок и блок хранения алгоритмов, при этом распределительный блок включен между измерительной цепью и входами запоминающего и вычислительного устройств-, а блок хранения алгоритмов подсоединен ко входу вычислительного устройства.
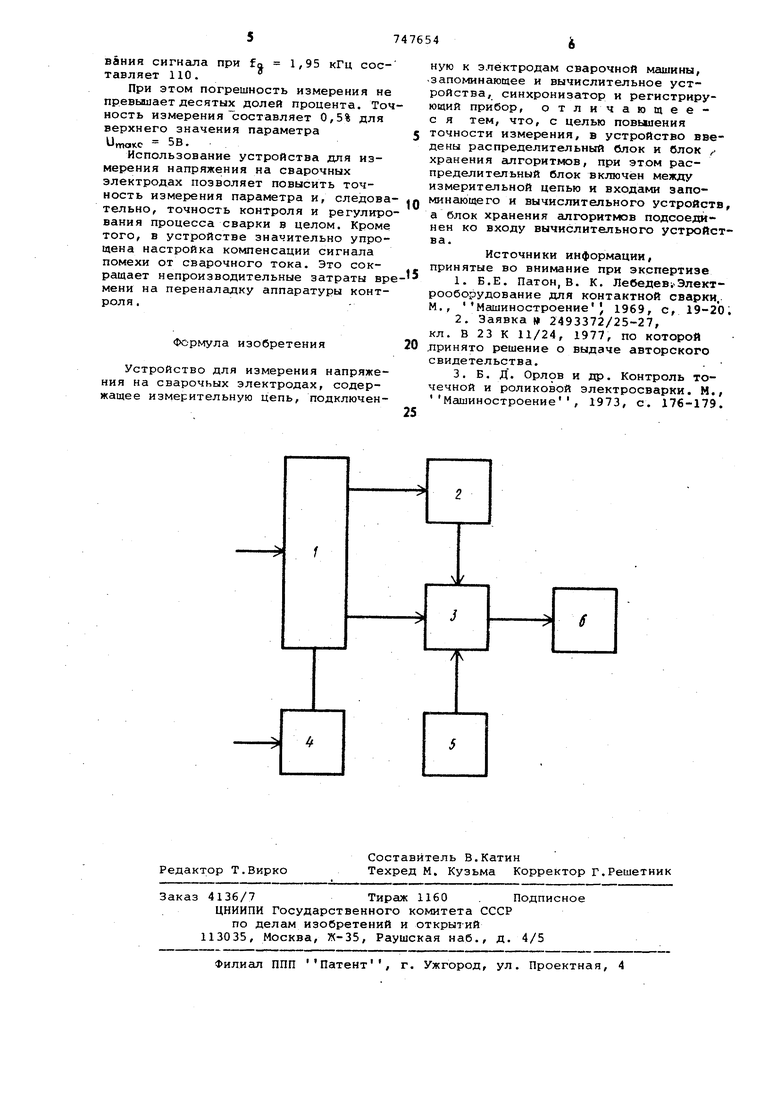
На чертеже представлена структурная схема предложенного устройства, которая содержит распределительный блок 1, запоминающее устройство 2, вычислительное устройство 3, синхронзатор 4, блок хранения алгоритмов 5 и регистрирующий прибор 6. Элементы устройства соединены следующим образом. Распределительный блок 1, представляющий собой аналого-цифровой преобразователь, соединен с измерительной цепью, подключенной, в свою очередь, к электродам сварочной машины (на чертеже не показаны). Регистрирующий прибор б соединен с выходом вычислительного устройства 3, а к его входам подключены запоминающее устройство 2, блок 5 хранения алгоритмов и распределительный блок 1, другой выход которого связан с запоминающим устройством 2, а вход с синхронизатором 4.
Принцип действия устройства о нован на выделении полезного сигнала из сигнала помехи за счет запоминания последнего в режиме коро-пкого замыкания сварочной машины и его последующего вычитания при выполнении каждого сварочного соединения из общего напряжения между электродами машины. В измерительной цепи при сварке деталей действуют активное падение напряжения на сварочном контакте и ЭДС взаимной индукции, наводимая сварочным током. В режиме короткого закикания машины разность потенциалов между электродами в виду отсутствия свариваемого изделия равна нулю, и в измерительной цепи действует только ЭДС взаимной индукции.
В зависимости от режима работы (режим короткого загл кання машины ил сварки) распределительный блок 1 устbofictsa коммутирует напряжение, поступающее на .его вход с измерительной | цепи, либо на запоминающее 2, либо на вычислительное 3 устройство.. Так, .в режиме короткого замыкания напряжение наводки на измерительной цеписигнал помехи в чистом виде - запоминается запоминающим устройством 2. При сварке изделия напряжение с электродов машины, просуммированное с напряжением наводки на измерительную цепь, поступает в вычислительное устройство 3. Туда же с запоминающего устройства 2 подается напряжение сигнала помехи. Вычислительным устройством 3 производится выделение полезного, сигнала из сигнала помехи путем вычитания последнегоиз суммарного напряжения, действующего в измерительной цепи, и рассчитывается требуемая характеристика параметра (например, среднее или .амплитудное значение активного падения напряжения на сварочном контакте). Программы, по которым производится обработка сигналов вычислительным устройством 3, хранятся в блоке 5 хранения алгоритмов. Результаты вычислений поступают на регистрирующий прибор 6.
Устройство для измерения напряжения на сварочном контакте имеет два режима работы: измерительный режим, при котором измеряют и запоминают величину и форму сигнала помехи ЭДС взаимной индукции, наведенной сварочным током в измерительной цели, и рабочий режим. В рабочем режи1ие устройством производится выделение из сигнала помехи полезного сигнала и вычисление его характеристик по тем или иным алгоритмам. Синхронизацию работы устройства в соответствии с этими режимами, а также с циклом выполнения операций сварочной машиной осуществляет синхронизатор 4.
Настройка компенсации в устройстве значительно упрощена. Фактически она сведена к измерению и запоминанию напряжения наводки на проводе измерительной цепи от сварочного тока в режиме короткого замыкания машины.
Погрешность в измерении активного падения напряжения на сварочном контакте данным устройством определяется в основном точнсстными характерис.тиками запоминающего и вычислительного устройства.
Точность измерения активного падения напряжения на сварочном контакте в основном определяется дискретностью представления непрерывных сигналов. Известно, что с увеличением частоты дискретизации погрешность от аппроксимации уменьшается. Поэтому для получения равной точности измерения при различном времени сварки tpb. частоту дискретизации fa также изменяют. Так, при t 0,06 сек частота дискретизации выбрана равной
5 fc
1,95 кГц. Число уровней квантования сигнала при fa 1,95 кГц составляет НО. При этом погрешность измерения не превышает десятых долей процента. Точ ность измерения составляет 0,5% для верхнего значения параметра UmoKC 5В. Использование устройства для измерения напряжения на сварочных электродах позволяет повысить точность измерения параметра и, следова тельно, точность контроля и регулиро вания процесса сварки в целом. Кроме того, в устройстве значительно упрощена настройка компенсации сигнала помехи от сварочного тока. Это сокращает непроизводительные затраты вр мени на переналадку аппаратуры контроля. ФСрмула изобретения Устройство для измерения напряжения на сварочных электродах, содержащее измерительную цепь, подключенную к электродам сварочной машины, запоминающее и вычислительное устройства, синхронизатор и регистрирующий прибор, о тл ич ающее с я тем, что, с целью повыиения точности измерения, в устройство введены распределительный блок и блок хранения алгоритмов, при этом распределительный блок включён между измерительной цепью и входами запоминающего и вычислительного устройств, а блок хранения алгоритмов подсоединен ко входу вычислительного устрюйства. Источники информации, принятые во внимание при экспертизе 1.Б.Е. Патон, В. К. Лебедев -Электрооборудование для контактной сварки, М., МашиностроениеJ 1969, с, 19-20. 2.Заявка 2493372/25-27, кл. В 23 К 11/24, 1977, по которой .принято решение о выдаче авторского свидетельства. 3.Б. Д. Орлов и др. Контроль точечной и роликовой электросварки. М., Машиностроение , 1973, с. 176-179.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения напряжения на электродах сварочной машины | 1978 |
|
SU685460A1 |
| Устройство для контроля параметров процесса контактной сварки | 1980 |
|
SU912440A1 |
| Устройство для контроля параметров процесса контактной сварки | 1977 |
|
SU650754A1 |
| Способ контроля и управления процессом контактной сварки | 1981 |
|
SU967729A1 |
| Способ контроля качества контактной сварки | 1981 |
|
SU986678A1 |
| Устройство для измерения напряжения на сварочных электродах | 1984 |
|
SU1189626A1 |
| Устройство для измерения сварочного тока | 1978 |
|
SU742073A1 |
| Измеритель сварочного тока | 1988 |
|
SU1570867A1 |
| Устройство для измерения напряжения на сварочных электродах | 1981 |
|
SU998054A1 |
| Устройство для контроля микросварных соединений в процессе контактной сварки | 1985 |
|
SU1243918A2 |
