(St) РАСТВОРИМЫЙ ЭЛЕКТРОД

| название | год | авторы | номер документа |
|---|---|---|---|
| Растворимый анод | 1985 |
|
SU1289918A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1270834A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАКОВАЛЕНОК КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ДЛЯ СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2175751C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ | 1990 |
|
SU1800729A1 |
| КОНСТРУКЦИЯ ДВЕРИ И СПОСОБ ИЗГОТОВЛЕНИЯ ДВЕРИ | 1994 |
|
RU2037622C1 |
| ЛЕМЕХ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2138143C1 |
| Способ изготовления деталей с фланцем криволинейной формы в плане с вогнутым участком | 1990 |
|
SU1794539A1 |
| МЕТАЛЛИЧЕСКАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СВОДЧАТЫХ ПАНЕЛЕЙ-ОБОЛОЧЕК | 1999 |
|
RU2164865C1 |
| Анод для установок электролитического нанесения покрытий | 1989 |
|
SU1713992A1 |
| Способ раскроя листового металла в виде рулона ленты или полосы | 2023 |
|
RU2824550C1 |
1
Изобретение относится к нанесению покрытий на металл и может быть использовано в цехах, где имеются агрегаты для нанесения металлических покрытий, преимущественно на крепежные изделия гальваническим способом.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является растворимь1й электрод с криволинейными боковыми и прямолинейными торцовыми кромками l.
Недостаток известно электрода состоит в повышенном расходе металла при его изготовлении вырубкой из листа, так как закругленные по радиусу края при вырубке дают отходы металла, которые не могут быть использованы по прямому назначению .
Цель изобретения - повышение экономичности ..
Поставленную цель достигают тем, что в растворимом электроде с криволинейными боковыми и прямолинейными торцовыми кромками, каждая боковая кромка выполнена в виде синусоиды, причем синусоиды сдвинуты по фазе одна относительно другой на половину периода.
При этом расстояние между прямолинейными торцовыми кромками кратно периоду синусоиды.
Выполнение синусоид сдвинутыми по фазе одна относительно другой на половину периода обеспечивает получение симметричной формы электрода относительно оси, проходящей через середины торцовых кромок. Симметричная Форма способствует равномерному растворению электрода в процессе работы, что позволяет полностью иcпoJ)ьзовать металл электрода.
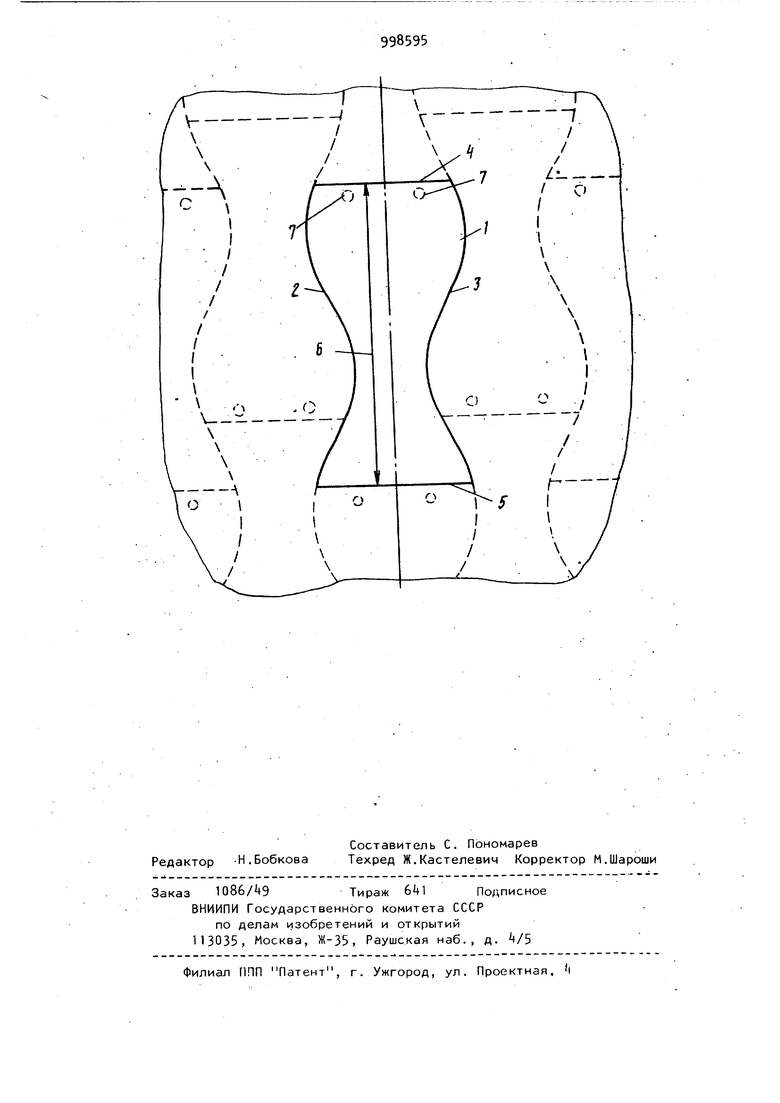
На чертеже изображен вертикальный растворимый электрод.
Электрод 1 выполнен плоским иимеет криволинейные боковые кромки 2 и 3 и прямолинейные торцовые кромки k и 5. Кромки 2 и 3 выполнены в , виде синусоид. Синусоида, образующая кромку 3 сдвинута по фазе относительно синусоиды, образующей кро ку 2, на половину периода. Расстояние 6 между прямолинейными торцовыми кромками и 5 кратно (кратно.сть ) периоду синусоиды. В электроде 1 имеются отверстия 7 для его крепления . Штриховыми линиями показан безотх,одный раскрой листа для изготовления электродов 1 .
Электрод работает следующим образом
При помощи отверстий 7 электрод устйназливается в ванне с электролитом, В ванне находятся барабаны, в KOTOfJbix находятся крепежные изделия. К электроду и изделиям подводится электрический ток, который осуществ- ляет перенос металла электрода на издел я Синусоидальные боковые кром 1:и злектрода обеспечивают аличие повышенного содержания металла в тех случаях, которые подвергаются наиболее интенсивному растворению. Наиболее интенсивное растворение электр да происходит, в верхней части -(граница электролита) и нижней части. Так как в соответствии с изобретением количество металла на этих .учасIC3X больше, то процесс полного растворения электрода заканчивается одновременно.
Растворимые электроды такой формы позволяют экономить металл при их изготовлении за счет безотходного раскроя листовой заготовки.
Процесс неравномерного растворени объясняется различным сопротивление электролита, связанным с переменным расстоянием от электрода до покрываемых изделий, находящихся в барабане. Кроме того, на процесс неравномерного растворения оказывает влияние пассивация электродов. Неравномерное растворение электродов препятствует
их полному растворению. В местах интенсивного растворения электрода образуются Шейки, которые приводят к отрыву еще нерастворившегося металла и вызывают преждевременную замену электродов.
С целью более полного растворения электродов необходимо увеличить количество металла в местах его интенсивного растворения . Для этого боковым кромкам необходимо придать криволинейную форму, отвечающую условиям увеличения количества металла в,верхней (у крепления) и нижней части электрода.Такая форма боковых кромок может быть изготовлена либо отливкой в форму , либо вырубкой из листов.
При вырубке электродов из листа с целью обеспечения безотходного раскроя, боковые кромки должны имет форму синусоид сдвинутых на полпериода. При таком раскрое выполняется условие увеличения количества металла электрода в местах его интенсивного растворения и обеспечивается безотходный раскрой листа.
Экономический эффект составит около 37 000 руб. в год.
Фopмvлa изобретения
Источники информации, принятые во внимание при экспертизе
