Изобретение относится к устройствам для изготовления тонкостенных конических оболочек из частей, соединяемых кольцевыми сварными швами, а более конкретно к устройствам для механической обработки, сборки и сварки кольцевых стыков конических оболочек без перезакрепления соединяемых частей.
Общеизвестна технология изготовления сварных оболочек, при применении которой соединяемые части оболочки обрабатывают на оправках, после чего снимают их с оправок и сваривают кольцевыми швами в сборочно-сварочных приспособлениях /1/. Для сборки оболочек под сварку можно использовать устройство /2/, содержащее корпус, в направляющих которого радиально перемещаются штоки с центрирующими сегментами. Однако известное устройство /2/ не пригодно для механической обработки (подрезки) торцев стыкуемых оболочек.
Наиболее близким к предлагаемому является устройство для торцовки тонкостенных конусных деталей /1, стр. 45, 46/, содержащее основание (планшайбу) с конусным диском, на котором закрепляется с помощью хомута обрабатываемая оболочка.
При использовании вышеуказанного устройства обрабатываемые конусные оболочки должны переустанавливаться в специальное приспособление для сборки и сварки между собой.
К недостаткам следует отнести то, что биение соединяемых частей при мехобработке торцев, их переустановка, деформация кромок режущим инструментом приводят к колебанию зазоров в стыке, смещению свариваемых кромок, излому оси и образующей конической оболочки при сборке под сварку и, соответственно, после сварки.
Без заметного снижения качества сварки и работоспособности сварных соединений допускается смещение свариваемых кромок ≅ 10% их толщины и изменение зазора в стыке ≅ 20% толщины.
Для маложестких тонкостенных оболочек обеспечение вышеуказанных требований применением нескольких устройств для их подготовки под сварку и сварки весьма затруднительно и не всегда достижимо.
Задача изобретения - создание устройства для мехобработки, сборки под сварку и сварки за один установ без изменения базирования соединяемых оболочек, повышающего качество сварки тонкостенной конической оболочки кольцевыми швами.
Поставленная задача достигается тем, что в устройстве для механической обработки, сборки и сварки кольцевых стыков тонкостенных конических оболочек, содержащем основание с конической оправкой и хомуты для фиксации соединяемых оболочек, согласно заявленному изобретению коническая оправка выполнена составной из подвижной и неподвижной частей, установленных с возможностью осевого перемещения подвижной части конической оправки и фиксации ее в рабочих положениях механической обработки и сварки, между частями конической оправки установлены с возможностью поочередного перемещения в рабочее положение опорное кольцо для механической обработки стыкуемых кромок и подкладное кольцо для сборки-сварки оболочек, при этом оно снабжено приводами перемещения упомянутых колец и подвижной части конической оправки.
Существенные отличия предлагаемого устройства от известного заключаются в следующем:
- части оправки для крепления оболочек установлены на основании соосно и имеют возможность осевого перемещения относительно друг друга и фиксации своего положения при мехобработке и сварке;
- между частями оправки размещены опорное кольцо для мехобработки стыков и подкладное кольцо для сборки-сварки стыкуемых оболочек, при этом кольца смонтированы с возможностью перемещения для поочередного подвода к стыкуемым оболочкам.
Использование предлагаемого устройства позволит
- исключить смещение свариваемых кромок, колебание зазора в стыке и непрямолинейность осей и образующих оболочек при сборке под сварку;
- контролировать размеры мехобработки как обмером обрабатываемых торцев, так и путем контроля смещения кромок при сведении частей оправки с обрабатываемыми оболочками или установкой инструмента на определенный размер.
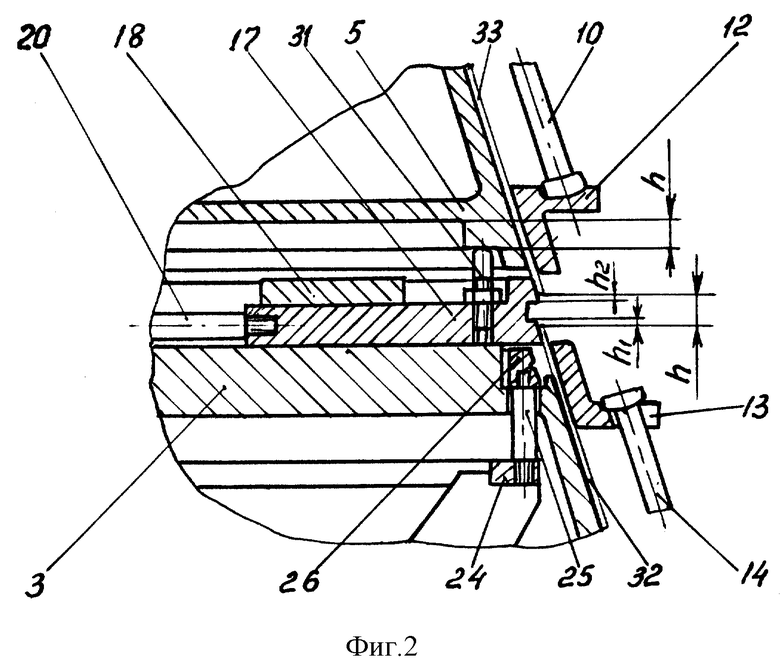
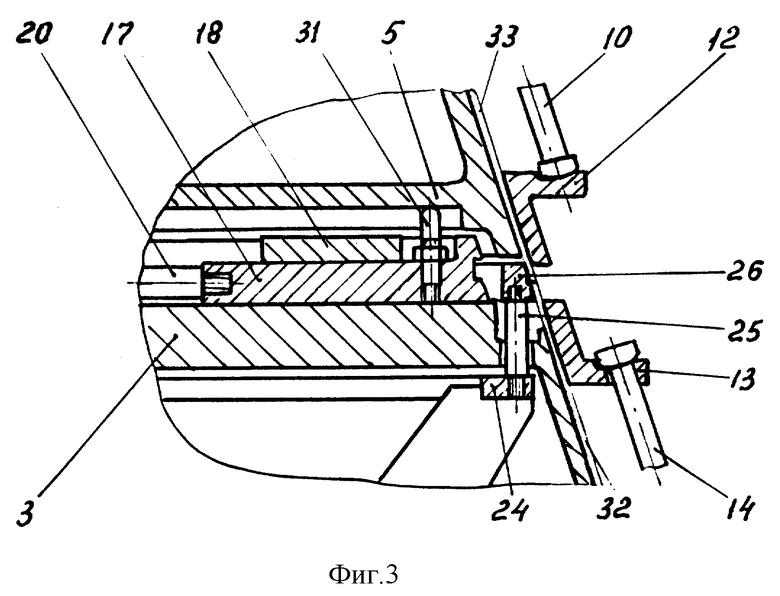
Сущность изобретения поясняется чертежом, где на фиг. 1 показан общий вид устройства. На фиг. 2 - выноска "а" фиг. 1 в положении механической обработки торцев свариваемых частей конической оболочки. На фиг. 3 - выноска "а" фиг. 1 в положении сварки кольцевого стыка.
На основании 1 через стойки 2 закреплена оправка 3 с колонкой 4, на которой установлена с возможностью осевого перемещения оправка 5. На колонке 4 (по резьбе) установлена гайка 6 с буртиком, входящим в проточку фланца 7, закрепленного на оправке 5. Кольцо 8 закреплено на оправке 5 и снабжено стержнями 9, связанными с упором 10 муфтой 11 с левой и правой резьбой. Хомут 12 находится в контакте с упором 10. Хомут 13 через тягу 14 и муфту 15 с левой и правой резьбой связан стержнем 16 с оправкой 3. Опорное кольцо для мехобработки выполнено в виде секторных кулачков 17, размещенных в направляющих 18 на оправке 3 и связанных с конусом 19 толкателями 20. Тяга 21 установлена в колонке 4 с возможностью вращения и резьбой связана с конусом 19. Втулка 22 с ребрами 23 и ободом 24, связанным через пальцы 25 с подкладным кольцом 26, смонтирована с возможностью осевого перемещения на стойке 27, закрепленной на основании 1. Гайка 28 установлена (по резьбе) на стойке 27. Полуфланцы 29 закреплены на гайке 28 и образуют проточку, в которую входит буртик втулки 22. Гайка 28 снабжена рукоятками 30. Регулируемый упор 31 установлен на секторных кулачках 17, 32 и 33 - свариваемые конические оболочки.
Устройство работает следующим образом.
Подкладное кольцо 26 утоплено в проточку на оправке 3 (фиг. 2). Оправка 5 по колонке 4 гайкой 6 поднята вверх. Секторные кулачки 17 сведены к оси устройства. В этом положении устанавливаем оболочку 32 на оправку 3 и фиксируем ее хомутом 13 с помощью муфты 15 через тягу 14 и стержень 16. Вращением тяги 21 перемещаем конус 19 вверх и через тяги 20 разводим секторные кулачки 17 до соприкосновения последних с оболочкой 32. На оправку 5 устанавливаем коническую оболочку 33. Крепим кольцо 8 через фланец 7 к оправке 5. Хомутом 12, муфтой 11 через стержень 9 и упоры 10 фиксируем оболочку 33 на оправке 5. Вращением гайки 6 перемещаем по колонке 4 оправку 5 до упора 31 (фиг. 2). В этом положении производится подрезка торцев оболочек 32 и 33.
Для обеспечения заданных диаметров стыкуемых кромок и исключения их контроля режущий инструмент устанавливается на размер h2 и h1 от технологической проточки на секторных кулачках 17 соответственно для оболочек 33 и 32. Вращением тяги 21 через конус 19 и толкатели 20 сводим секторные кулачки 17 к оси устройства. Вращением гайки 6 опускаем по колонке 4 оправку 5 до упоров 31 (фиг. 3). На размер h, равный размеру между обработанными торцами оболочек 32 и 33, вращением гайки 28 с помощью рукоятки 30 перемещаем по колонне 27 втулку 22, на которой через ребра 23, обод 24 на пальцах 25 установлено подкладное кольцо 26 до соприкосновения последнего с внутренней поверхностью оболочек 32 и 33.
Производится сварка стыка.
ИСПОЛЬЗОВАННАЯ ИНФОРМАЦИЯ
1. Горев И.И. "Основы производства жидкостных ракетных двигателей", М. "Машиностроение", 1969 г.
2. А.С. СССР N 500959, B 23 K 37/04, БИ N 4-76.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2290290C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ОБОЛОЧЕК | 2007 |
|
RU2374053C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ОСЕСИММЕТРИЧНЫХ КОРПУСОВ СОСУДОВ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2015 |
|
RU2584622C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЦЕНТРИРОВАНИЯ СВАРИВАЕМЫХ ТОРЦОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393947C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОБОЛОЧКИ | 2004 |
|
RU2255829C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
Изобретение относится к устройствам для механической обработки, сборки и сварки кольцевых стыков конических оболочек без их переустановки. Оправка устройства выполнена составной из подвижной и неподвижной частей. Они установлены с возможностью осевого перемещения подвижной части конической оправки и фиксации ее в рабочих положениях. Между частями конической оправки установлены с возможностью поочередного перемещения в рабочее положение опорное кольцо для механической обработки стыкуемых кромок и подкладное кольцо для сборки-сварки оболочек. Такое выполнение устройства позволяет значительно повысить качество сварки без изменения базирования соединяемых оболочек. 1 з.п. ф-лы, 3 ил.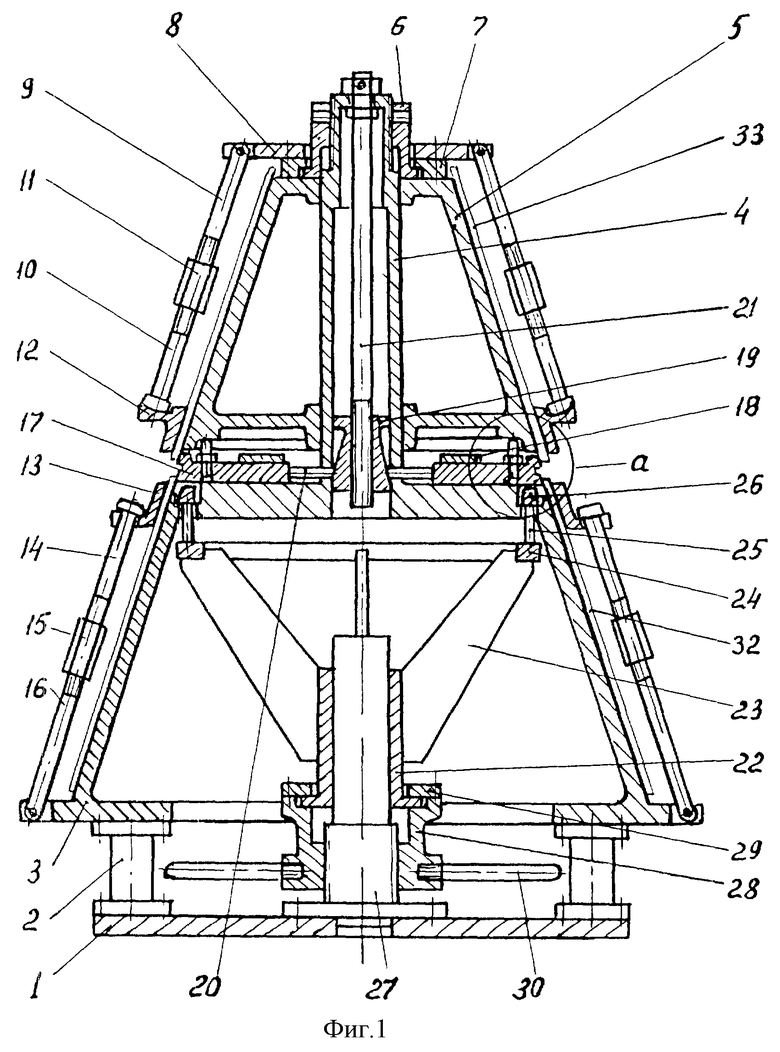
| ГОРЕВ И.И | |||
| Основы производства жидкостных ракетных двигателей | |||
| - М.: Машиностроение, 1969, с.45 - 46 | |||
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2024380C1 |
| DE 3113370 A1, 29.04.1982 | |||
| 0 |
|
SU163066A1 | |
| US 5165160, 24.11.1992. | |||

