Изобретение относится к деревообрабатывающей промышленности, в частности к механизированному производству заготовок для строительства бревенчатых домов.
Цель изобретения - расширение технологических возможностей, повышение надежности работы и качестве деталей.
На фиг. 1 изображено устройство для получения из бревна заготовки для домостроения; на фиг. 2 - узел I на фиг. 1; на фиг. 3-7 - этапы осуществления способа; на фиг. 8 - то же, вид сверху на фиг. 7.
Устройство для получения из бревен заготовок для домостроения содержит подвижно установленную на горизонтальных направляющих 1 каретку 2 с приводом 3 для возвратно-поступательного ее перемещения с передней и задней бабками 4,5. Передняя бабка 4 имеет шпиндель 6 с приводом 7 его вращения, центровой зажим 8 и приспособление для фиксированного поворота центрового зажима 8 на угол 90о, которое выполнено, например, в виде жестко связанного со шпинделем 6 и центровым зажимом 8 диска 9 с радиально расположенными пазами 10 и поворотного фиксатора 11, установленного на основании 12 посредством винта 13, ввернутого в основание 12. Пазы 10 смещены относительно друг друга на угол 90о.
Задняя бабка 5 имеет выдвижную от привода 14 панель 15 и шарнирно установленный в ней с возможностью вращения центровой зажим 16, выполненный по аналогии с зажимом 8. Привод 3 связан с кареткой 2 посредством цепной передачи 17.
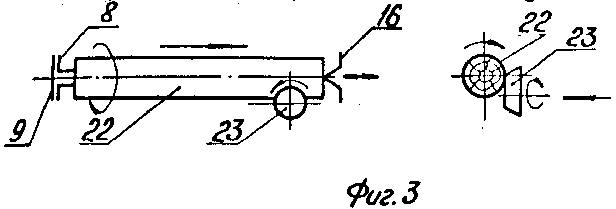
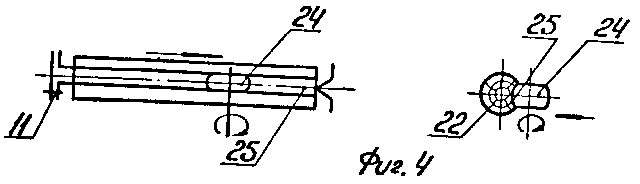
Устройство имеет также расположенные со смещением друг от друга вдоль направляющих 1 узлы резания 18,19,20,21, которые установлены, например, с одной боковой стороны от каретки 2. Узел резания 18 выполнен для оцилиндровки бревна 22 с режущим инструментом, например, в виде конусной фрезы 23 с горизонтальной осью вращения. Узлы резания 19 и 21 предназначены для профилирования поперечного сечения заготовки, узел резания 19 из которых выполнен с фасонной фрезой 24 для получения на заготовке продольного желоба 25 (см. фиг. 4-7), а узел резания 21 выполнен с цилиндрической фрезой 26 для получения на заготовке плоской грани 27 (см. фиг. 7,8).
Фасонная и цилиндрическая фрезы 24,26 установлены на вертикальных осях вращения.
Узел резания 20 предназначен для вырезки поперечных радиусных выемок 28 (см. фиг. 6-8) на концах заготовки и выполнен с режущим инструментом, например фрезой 29, установленной на горизонтальной оси вращения. Узел резания 20 и узлы 18,19,21 установлены неподвижно в направлении движения каретки 2.
Способ получения из бревен заготовок для домостроения с использованием устройства осуществляется следующим образом.
Специальным устройством (на фиг. не показано) загружают необработанное бревно 22 на каретку 2, где его устанавливают между центровыми зажимами 8,16 так, чтобы продольная ось бревна была соосна с центровыми зажимами, после чего центровые зажимы вдавливают в торцы бревна путем продольного перемещения панели 15 с центровым зажимом 16 посредством его привода 14 в направлении зажима 8.
После установки бревна в центровых зажимах включают привод 7 вращения шпинделя 6 и посредством жестко связанного с ним центрового зажима 8 приводят бревно во вращение вокруг его продольной оси.
Перед началом механической обработки вращающуюся фрезу 23 подводят к поверхности вращающегося бревна и внедряют в нее на заданную глубину, затем путем включения привода 3 надвигают каретку 2 с вращающимся на ней бревном на фрезу 23. В результате вращения бревна и фрезы и одновременного продольного его движения из исходного положения в крайнее правое осуществляют оцилиндровку бревна до получения формы его в виде цилиндра заданного диаметра (см. фиг. 3).
По окончании оцилиндровки бревна отключают привод 7 вращения шпинделя и неподвижное на каретке бревно возвращают в исходное положение.
Затем осуществляют другие операции по механической обработке оцилиндрованного бревна путем формирования поперечного и продольного сечений заготовки заданного профиля в следующей последовательности: сначала осуществляют при прямом ходе каретки 2 фрезерование на подвижном бревне фасонной фрезой 24 продольного желоба 25 (см. фиг. 4), затем осуществляют вырезку поперечных радиусных углублений 28 при поперечной подаче фрезы 29 и неподвижном бревне (см. фиг. 6), после чего осуществляют фрезерование цилиндрической фрезой 26 на подвижном бревне (при прямом ходе платформы) плоской с закруглениями 30 на концах грани 27 между поперечными радиусными углублениями 28 (см. фиг. 7,8).
При фрезеровании продольного желоба 25 фасонную фрезу 24 могут располагать с любой стороны от поверхности проходящего мимо ее оцилиндрованного бревна 22, но для удобства обслуживания фрезу 24 и другие фрезы 23,26,29 располагают с одной боковой от бревна стороны, например, справа (см. фиг. 3-8).
В этом случае после окончания фрезерования продольного желоба 25 и остановки каретки 2 в конце направляющих 1 осуществляют поворот оцилиндрованного бревна 22 на 90о путем поворота диска 9 и с ним шпинделя 6 и центровых зажимов 8,16 в их шарнирах таким образом, чтобы продольный желоб 25 был расположен снизу бревна (см. фиг. 5), при этом поворот бревна осуществляют от привода 7, а фиксацию его путем заведения поворотного фиксатора 11 в расположенный оппозитно ему паз 10 диска 9.
После указанного поворота бревна 22 в центровых зажимах 8,16 перед вырезкой каждого поперечного радиусного углубления 28 осуществляют выставку оцилиндрованного бревна 22 относительно неподвижной фрезы 29 путем продольного перемещения каретки 2 в направлении обратного ее хода (влево).
Перед фрезерованием плоской грани 27 осуществляют выставку бревна 22 относительно цилиндрической фрезы 26 путем продольного перемещения каретки 2, затем осуществляют сбоку поперечное врезание вращающейся фрезой 26 в поверхность бревна на заданную глубину и включают привод 3 каретки 2 на ее прямой ход (вправо).
После прохождения каретки 2 пути величиной, соответствующей расстоянию между поперечными радиусными углублениями 28, осуществляют остановку платформы 2 и отвод фрезы 26 в исходное положение. При всей указанной механической обработке бревна применяют фрезы, обеспечивающие получение технологической щепы.
После окончания цикла механической обработки получают готовую заготовку 31 для строительства деревянных срубов. Заготовку 31 с помощью специального устройства (на фиг. не показано) снимают с каретки 2, далее ведут цикл обработки аналогичным образом.
Изобретение позволяет повысить качество обработки и получаемых заготовок за счет, во-первых, придания ей рациональной формы, во-вторых, проведения всех операций при одной установке обрабатываемого бревна, без перебазировки, в третьих, разделения операций.
Кроме того, изобретение позволяет упростить технологию получения заготовок, тем самым снизить затраты на их изготовление, обеспечить более широкое его применение на различных предприятиях лесной и деревообрабатывающей промышленности. Это достигается за счет применения более простого оборудования, позволяющего на одном устройстве, без применения других дополнительных обрабатывающих и транспортных средств производить широкий диапазон операций. Дополнительно установка режущих узлов с одной стороны от бревна позволяет упростить обслуживание оборудования.
Выполнение плоской грани машинным способом на заготовке позволит сократить в сравнении с прототипом трудозатраты на внутреннюю отделку стен после возведения здания и снизить расход древесины путем использования этой снимаемой части бревна в качестве технологической щепы. (56) Патент США N 3951187, кл. B 27 C 1/08, 1976.
Авторское свидетельство СССР N 1052382, кл. B 27 C 9/04, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2383432C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348514C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ОЦИЛИНДРОВАННЫХ БРЕВЕН И ПРОФИЛЬНОГО БРУСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2366570C1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2001 |
|
RU2212333C2 |
| СТАНОК ДЛЯ ОЦИЛИНДРОВКИ БРЕВЕН | 2007 |
|
RU2339502C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 1992 |
|
RU2098266C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННОГО СРУБА С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ ОБРАБОТКИ БРЕВЕН | 2010 |
|
RU2472614C2 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1993 |
|
RU2026173C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ БРЕВЕН | 2006 |
|
RU2307025C1 |






Использование: в производстве деревянных домов. Сущность изобретения: способ изготовления деревянных деталей для домостроения включает установку бревна на каретку в центровые зажимы, его оцилиндровку, профилирование поперечного сечения детали с помощью фасонной фрезы и цилиндрической фрезы, которыми соответственно выбирается продольный желоб и формируется плоская грань, вырезку поперечных радиусных углублений на концах неподвижной оцилиндрованной заготовки, причем оцилиндровку бревна осуществляют при его вращении и одновременном продольном надвигании на фрезерный инструмент. Получение продольного желоба и плоской грани осуществляют раздельно путем фрезерования, при этом фрезерование плоской грани ведут после вырезки поперечных радиусных углублений, а перед вырезкой каждого поперечного радиусного углубления осуществляют выставку заготовки относительно режущего инструмента путем продольного перемещения заготовки, причем после окончания фрезерования продольного желоба осуществляют поворот заготовки совместно с центровыми зажимами относительно продольной оси заготовки на 90. Устройство при реализации способа позволяет расширить технологические возможности, повысить надежность работы и качество обработки. 2 з. п. ф-лы, 8 ил.
