Изобретение относится к соединению деталей, в частности труб, и может быть использовано при сооружении трубопроводов с внутренним защитным покрытием.
Известен способ нанесения защитного покрытия на внутреннюю поверхность трубопровода, включающий очистку внутренней поверхности труб, последовательное послойное нанесение на эту поверхность термореагирующих и защитных покрытий.
Недостаток этого способа заключается в том, что он не обеспечивает необходимого качества и защиты сварного шва при соединении труб сваркой. Объясняется это тем, что при расплавлении сечения металлической трубы сварочной дугой околошовная зона внутренней поверхности с нанесенными на нее покрытиями переходят в новое качественное состояние. Материал основы и покрытия из твердого состояния переходит в жидкое и газообразное. При этом, различные компоненты покрытия перераспределяются в сварочную ванну или в окружающую среду. После охлаждения сварочного шва в его основании образуется новая незащищенная поверхность основы. Нагретый до температуры плавления материал покрытия в околошовной зоне не перекрывает сварной шов, так как этому препятствуют газодинамическое давление, силы гравитации и другие факторы. Так как сварной шов является наиболее термически напряженной зоной, то наиболее вероятным будет перемещение расплава покрытия в противоположном от сварного шва направлении, например, термическая усадка охлаждаемого покрытия оголяет сварной шов. Таким образом, после сварки труб с покрытием, внутренняя поверхность трубопровода остается незащищенной. Кроме того, компоненты покрытия, например, металлокерамического, силикатного и содержащих алюминий, попадая в сварочную ванну, снижают ударную прочность сварного шва, что снижает работоспособность трубопровода.
Наиболее близким по технической сущности к изобретению является способ соединения труб с внутренним защитным покрытием, при котором соединяемые концы труб стыкуют и сваривают.
Недостаток этого способа также заключается в том, что он не обеспечивает сплошности покрытия в зоне сварного шва и снижает его прочность. Происходит это по тем же причинам. После расплавления защитного покрытия, сварной шов в соединении труб оголяется, а сварочная ванна засоряется компонентами защитного покрытия, что снижает его прочность и долговечность.
Данный способ обеспечивает ориентированное течение расплава защитного покрытия вдоль оси трубы к сварному шву, предохранение защитного покрытия от прямого контакта со сварочной дугой и сплошность покрытия после соединения.
Это достигается тем, что в способе соединения труб с внутренним защитным покрытием, при котором соединяемые концы труб стыкуют и сваривают, согласно изобретению перед стыковкой на соединяемые концы труб поверх защитного покрытия наносят дополнительный пористый слой, образующий замыкающий защитное покрытие кожух, при этом в качестве дополнительного слоя используют материал, совместимый по свариваемости с материалом трубы.
В описываемом способе наносимый поверх защитного покрытия дополнительный пористый слой образует замыкающий защитное покрытие предохранительный кожух. В процессе сварки концов труб этот кожух в зоне сварного шва расплавляют. Материал покрытия расплавляют теплом сварочной дуги через расплавленную массу предохранительного кожуха. При этом непосредственного контакта сварочной дуги с материалом покрытия не происходит. За пределами сварного шва предохранительный кожух не расплавляется и расплавленный материал покрытия в нем не растекается по поверхности трубы произвольно. Пористый предохранительный кожух не препятствует отводу газообразных продуктов термического разложения материалов из зоны сварки. Так как предохранительный кожух на поверхности покрытия не расплавляется, то течение расплавленной массы покрытия в зоне сварного шва ориентированно в осевом направлении и при формировании сварного шва в процессе его охлаждения сварной шов не оголяется.
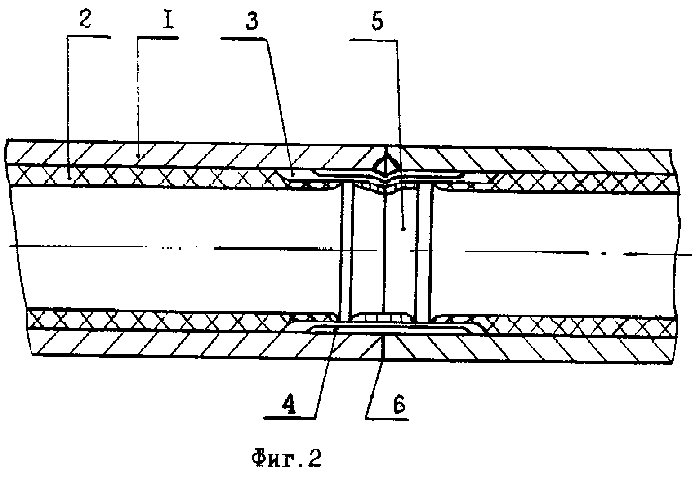
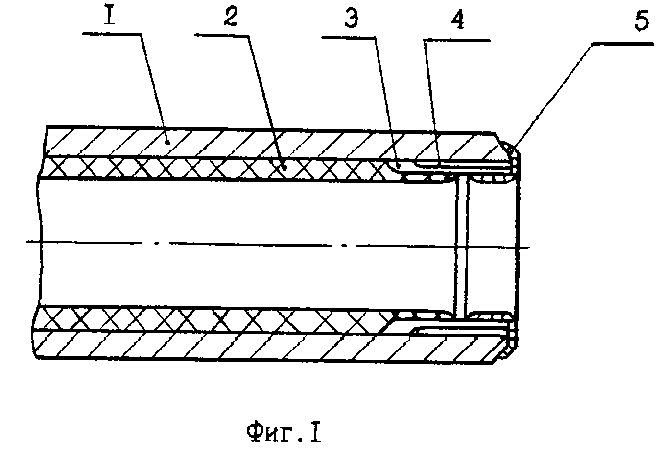
На фиг. 1 изображена труба с внутренним защитным покрытием и защитным кожухом; на фиг. 2 - соединение труб с защитным покрытием.
Способ соединения труб с внутренним защитным покрытием заключается в следующем.
На концы металлической трубы 1 с внутренним защитным покрытием 2, 3, 4 наносят дополнительный пористый слой 5 из материала трубы, например, напылением. Дополнительный слой 5 наносят на внутреннюю поверхность трубы 1 с покрытием 2, 3, 4 таким образом, чтобы он образовывал на конце трубы защитный кожух, покрывающий торец трубы и слой защитного покрытия в высокотемпературной (до 400оС) зоне сварного шва. Подготовленные таким образом трубы с защитным покрытием располагают соосно, стыкуют и сваривают между собой. При этом, дополнительный слой 5 также, частично расплавляют. Теплом сварки металлической трубы 1 расплавляют в зоне сварного шва и покрытие 3, 4. Наименее термостойкие компоненты покрытия частично сгорают и газообразные продукты рассеиваются в окружающем пространстве через пористый слой 5. Расплавленный металл трубы 1 при сварке частично выдавливают и во внутрь трубы, образуя внутренний грат. Расплавленный материал защитного покрытия 3, 4, удерживаемый на поверхности трубы 1 более жестким пористым слоем 5, течет в осевом направлении к сварному шву и покрывает его. На внутренней поверхности сваренных труб формируется сплошное защитное покрытие. Соединение охлаждают в условиях окружающей среды. В качестве дополнительного слоя используют материал, совместимый по свариваемости с материалом труб.
Пример конкретного выполнения.
На концы металлической трубы 1 диаметром 273 мм с толщиной стенки 7 мм с многослойным внутренним покрытием из полиэтилена 2 и термостойких самофиксирующихся материалов 3, 4 типа ПР-НХЗСР2 наносили слой 5 из материала трубы ст. 30 толщиной 1,5 мм. Дополнительный слой 5 из самофлюсующегося материала наносили на покрытие 3, 4 и на торец трубы 1. Дополнительный слой 5 образовывал на конце трубы 1 с внутренним покрытием 2, 3, 4 защитный кожух. На внутреннюю поверхность трубы 1 с покрытием 3, 4 слой 5 наносили на глубину 45 мм от торца трубы 1 напылением с помощью электрометаллизатора. Подготовленные таким образом трубы с защитным покрытием располагали соосно, стыковали и сваривали между собой. При этом, дополнительный слой 5 также частично (на глубину до 7 мм от торца трубы) расплавляли. Теплом сварки металлической трубы 1 расплавляли в зоне сварного шва и покрытие 3, 4 из самофлюсующихся материалов. Расплавленный металл трубы 1 при сварке частично выдавливался во внутрь трубы и образовывал на ее внутренней поверхности валик усиления сварного шва, покрытый расплавом защитного покрытия 3, 4. На внутренней поверхности сварных труб образовывалось сплошное защитное покрытие. Соединение охлаждали в естественных условиях. (56) Авторское свидетельство СССР N 1239445, кл. F 16 L 58/00, 1989.
Авторское свидетельство СССР N 1560873, кл. F 16 L 13/02, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1992 |
|
RU2027939C1 |
| Способ футерования металлической трубы | 1991 |
|
SU1836226A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 1994 |
|
RU2113303C1 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ТРУБ С НАРУЖНЫМ ПЛАКИРУЮЩИМ СЛОЕМ | 2018 |
|
RU2684735C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДВОДНОГО ТРУБОПРОВОДА ПРИ ЕГО ПРОКЛАДКЕ | 2010 |
|
RU2588930C2 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ С НАПЫЛЕНИЕМ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2688350C1 |
| Способ сварки неплавящимся электродом деталей с покрытием | 2017 |
|
RU2697133C2 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННЕЙ ОБЛИЦОВКОЙ | 1992 |
|
RU2037722C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ С ПОКРЫТИЕМ | 2014 |
|
RU2600152C2 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
Использование: изобретение относится к соединению деталей, в частности труб, и может быть использовано при сооружении трубопроводов с внутренним защитным покрытием. Сущность изобретения: в способе соединения труб с внутренним защитным покрытием поверх защитного покрытия наносят дополнительный пористый слой. Указанный слой образует замыкающий защитное покрытие кожух. В качестве дополнительного слоя используют материал, совместимый по свариваемости с материалом трубы. 2 ил.
СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ, при котором соединяемые концы труб стыкуют и сваривают, отличающийся тем, что перед стыковкой на соединяемые концы труб поверх защитного покрытия наносят дополнительный пористый слой, образующий замыкающий защитное покрытие кожух, при этом в качестве дополнительного слоя используют материал, совместимый по свариваемости с материалом труб.
