Изобретение относится к обработке металлов, в частности к оборудованию для производства гнутых профилей закрытого типа, преимущественно профилей коробчатого типа из штучных заготовок, и может быть использовано в машиностроении при производстве длинномерных профилей из полосового материала.
Известны профилегибочные станы для изготовления тонкостенных профилей из плоских листовых заготовок стесненным изгибом, содержащие установленные в технологической последовательности и чередующемся порядке приводные формующие клети для предварительного и окончательного формообразования и тянущие клети с роликовыми парами, имеющими замкнутый профилированный зазор и привод через шестеренную передачу с различным числом зубьев шестерен, установленных в подшипниках с расположением шестерен в одной вертикальной плоскости при одинаковом межосевом расстоянии. Один из роликов каждой формующей клети выполнен неприводным. Рабочие валы с другим роликом этих клетей имеют шестерни привода с большим числом зубьев по сравнению с шестернями привода тянущих клетей.
Этот стан не может обеспечить качество профилей изделий коробчатого типа, так как при различных числах зубьев шестерен рабочих формующих клетей по отношению к числу зубьев шестерен привода тянущих клетей происходят большие деформации в обрабатываемом металле из плоских листовых заготовок. В результате этого фальцевый шов получается неровным и увеличенного размера (т. е. зазор между отгибаемыми кромками профиля заготовок).
Наиболее близким техническим решением к изобретению является профилегибочный стан для изготовления замкнутого профиля из штучных заготовок, состоящий из станины, на которой установлены рабочие клети с подающими, формующими и калибрующими валками, кинематически связанные между собой, размещенными между ними дополнительными горизонтальными формующими роликами, механизма регулировки межцентрового расстояния между валками. Имеется держатель с оправкой. За держателями установлен по ходу профилирования многопарнороликовый приводной стол с поперечными пазами, размещенными в этих пазах ползунами с установленными в них дополнительными горизонтальными формующими валиками, а также шестеренной клетью, связанной с этим столом, смонтированной между рабочими клетями, связанной с этим столом, смонтированной между рабочими клетями, с возможностью их кинематического соединения [1] .
Недостатками этого стана являются:
невозможность устранения зазора в шве при изготовлении профилей изделий коробчатого типа без фальцевого шва и невозможность получения геометрических размеров с высокой точностью при наличии фальцевого шва, вследствие упругих деформаций в металле, происходящих в процессе формовки изделий;
возможность заклинивания (торможения до остановки) изделий коробчатого типа при изготовлении из штучных заготовок и нанесения рисок на наружных поверхностях изделий из-за проскальзывания роликов во время попыток устранения зазоров в шве или доведения размеров до необходимой точности вследствие возникновения значительных усилий от трения изделия об оправку в процессе окончательного формирования профиля изделия коробчатого типа;
значительные габариты и сложность точной регулировки между валками, вследствие того, что клетьевая конструкция типовых станов не позволяет уменьшить габариты межцентрового расстояния между клетями и повысить точность регулировки;
повышенный расход материала при изготовлении изделий коробчатого типа из-за необходимости удалять начало и конец изделия вследствие прогрессирующего влияния упругих деформаций.
Целью изобретения является повышение качества профилей путем создания отрицательного перегиба профиля изделия, компенсирующего зазор, образующийся в результате упругих деформаций в металле в процессе его формовки, что позволяет создать герметичные конструкции замкнутых профилей без применения фальцевого шва;
сокращение габаритных размеров типовых 10-клетьевых станов и повышение качества регулировки межцентрового расстояния в процессе наладок путем применения в конструкции неприводных валиков двух эксцентричных втулок, вращающихся относительно друг друга с помощью смешанной (эквивалентной) конической зубчатой передачи.
Это достигается тем, что в известном профилегибочном стане для изготовления замкнутых профилей из штучных заготовок, содержащем станину, в которой установлены рабочие приводные и неприводные валки с подающими, формующими и калибрующими роликами, кинематически связанные между собой и приводом, размещенными между формующими роликами боковыми неприводными горизонтальными формующими роликами и механизм регулировки межцентрового расстояния между валками, согласно изобретению между боковыми горизонтальными формующими роликами по оси формообразующего профиля закреплены в вертикальной плоскости поддерживающий и опорный ролики с зазором между ними для прохода заготовок, причем в последней паре боковых неприводных горизонтальных формующих роликов их формующие поверхности выполнены с углом наклона в сторону оси формообразующего профиля стана для обеспечения в процессе дальнейшего формообразования сжимающих упругих деформаций профиля изделия, а механизм регулировки межцентрового расстояния снабжен двумя эксцентриковыми втулками, расположенными концентрично относительно друг друга и установленными на неприводных валках, при этом каждая эксцентриковая втулка связана при помощи конических зубчатых колес с приводным валом-шестерней для регулирования межцентрового расстояния.
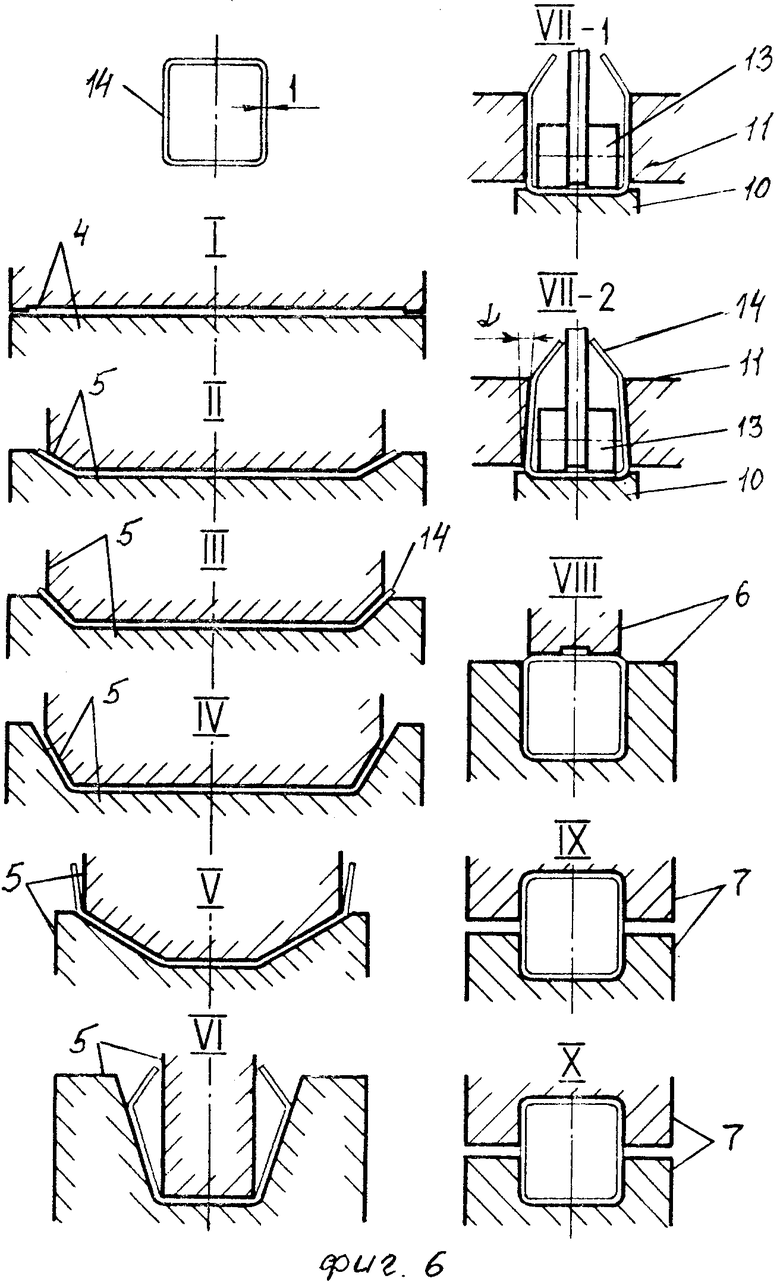
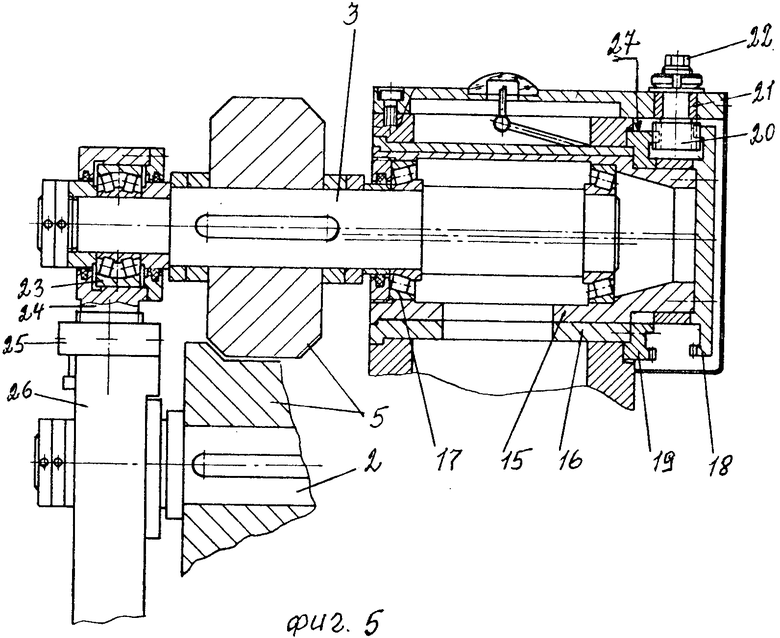
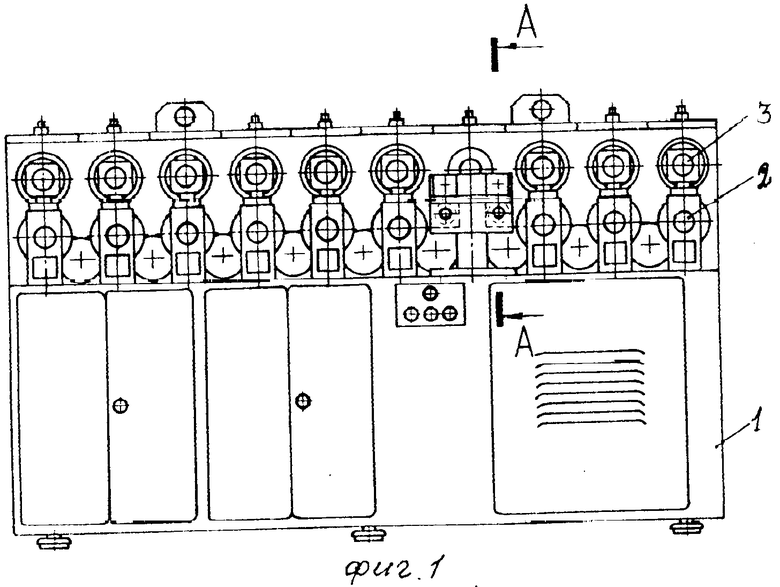
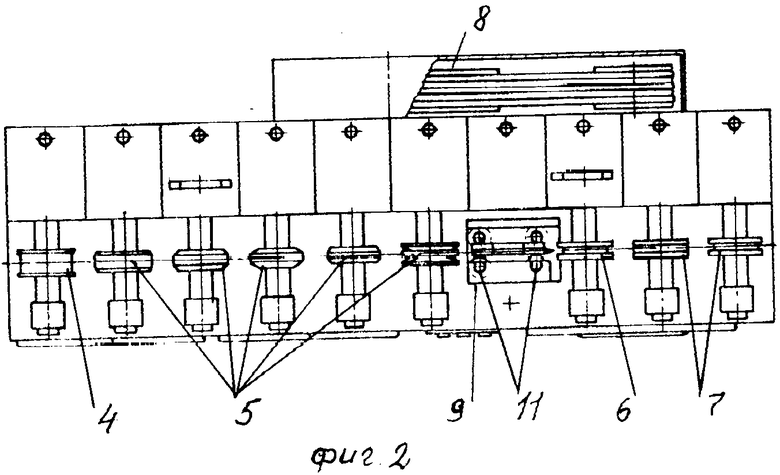
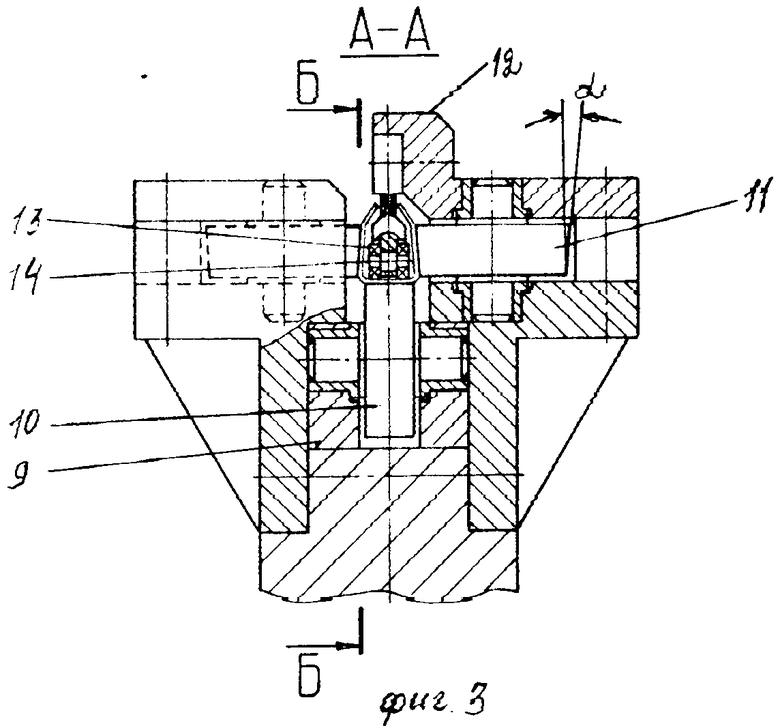
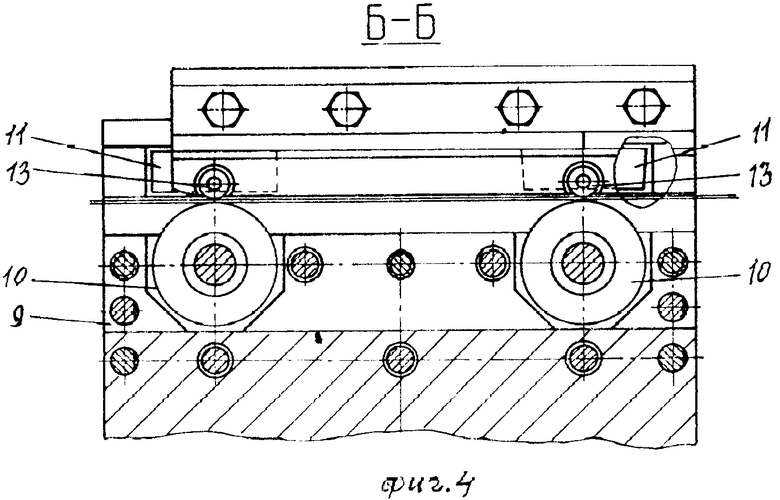
На фиг. 1 дан стан, общий вид; на фиг. 2 - то же, план; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - механизм регулировки межцентрового расстояния; на фиг. 6 - схема переходов формообразования профиля при технологических операциях (всего переходов обозначено 10, от I до Х).
Описываемый профилегибочный стан содержит станину 1, в которой размещены приводные 2 и неприводные 3 рабочие валки с установленными на них подающими роликами 4, формующими 5, 6 и калибрующими 7 роликами. Приводные валки кинематически связаны с электроприводом 8.
Между формующими валками 5 и 6 размещен стол 9 с опорными роликами 10, боковыми неприводными горизонтальными формующими роликами 11 и кронштейном 12 с поддерживающим роликом 13, установленным на оси 14 в подшипниках качения. В последней паре боковых горизонтальных формующих роликов 11 формующие поверхности выполнены с углом α наклона к оси формообразующего профиля, обеспечивающего перегиб в пределах величины упругих деформаций и обеспечивающего при окончательном формообразовании роликом 6 и калибрующими роликами 7 постоянный поджим кромок профиля друг к другу (см. фиг. 6, VII и VIII позиции).
Наличие опорных роликов 10 и поддерживающих роликов 13 предохраняет нижнюю часть профиля изделия 14 от деформации в процессе формообразования боковыми горизонтальными роликами 11 и исключает применение жесткой формообразующей оправки, которая связана с трением скольжения.
Рабочие валки 2, 3 с подающими 4, формующими 5, 6 и калибрующими 7 роликами имеют механизм регулировки межцентрового расстояния. Он состоит из двух эксцентриковых втулок 15, 16, расположенных концентрично относительно друг друга в станине 1 стана, причем эксцентриковая втулка 16 установлена в станине, а эксцентриковая втулка 15 - внутри эксцентриковой втулки 16, и подшипников качения 17, на которых вращаются неприводные рабочие валки 3.
Эксцентриковые втулки, кинематически связанные через смешанную (эквивалентную) коническую зубчатую передачу, состоящую из конических зубчатых колес 18, 19, и вал-шестерни 20, установленной в подшипнике 21 скольжения, которая вращается через шестигранник 22, осуществляют регулировку межцентрового расстояния.
На другом конце рабочего валка 3 сидит сферический подшипник 23, установленный в опоре 24, на резьбовой части которой навернута специальная гайка 25, вставленная в пазу опоры 26 приводного вала 2 и фиксирующая отрегулированное межцентровое расстояние, точность регулировки обеспечивается шкалой деления 27, нанесенной на наружную поверхность эксцентриковой втулки 16.
Описываемый профилегибочный стан работает следующим образом.
Включением электропривода 8 крутящий момент по кинематической цепи передается приводным валкам 2 с закрепленными на них подающими 4, формующими 5, 6 и калибрующими роликами 7. При этом штучная заготовка или рулонная лента, поочередно, начиная от подающих роликов 4, проходит формующие ролики 5, боковые неприводные горизонтальные формующие ролики 11, формующие ролики 6 и калибрующие ролики 7, причем штучная заготовка 14, проходя через подающие ролики 4, надежно сцепляется с рабочей поверхностью роликов, задающих ей перемещение, далее тяговое усилие создается сцеплением с формующими 5, 6 и калибрующими 7 роликами в последовательности, показанной на фиг. 6. (I-Х переходов).
В боковых горизонтальных формующих роликах 11 заготовка формуется с углом наклона α к оси формообразующего профиля, обеспечивая отрицательный перегиб профиля в пределах упругих деформаций металла, а опорные ролики 10 и поддерживающие ролики 13 обеспечивают жесткость нижней части профиля заготовки с минимальными потерями от действия трения. Угол α равен углу упругости и составляет 5-10о (см. переход VII-I, VII-2 фиг. 6).
Формующие ролики 6 окончательно формируют профиль заготовки, воздействуя на верхнюю часть профиля и кромками раздвигая профиль, устраняют отрицательный перегиб, причем силы упругости деформации будут действовать во внутрь профиля, обеспечивая беззазорное соединение кромок вследствие наличия остаточных сжимающих упругих напряжений в профиле.
Регулировка межцентрового расстояния производится следующим образом: вручную (ключом) через шестигранник 22 вращение передается на вал-шестерню 20, которая через конические зубчатые колеса 19, 18 поворачивает эксцентриковые втулки 15, 16 противоположно друг другу. В результате происходит регулировка межцентрового расстояния между приводными 2 и неприводными 3 рабочими валками. После этого выставляется специальная гайка 25 на опоре 26 неприводного валка 3 и устанавливается на станине 1 опоры 26 приводного валка 2. Шкала делений 27, нанесенная на эксцентриковую втулку 16, позволяет при величине регулировки межцентрового расстояния до 20 мм производить регулировки с точностью до 0,005 мм.
Применение механизма регулировки межцентрового расстояния с использованием двух эксцентриковых втулок с приводом от смешанной конической зубчатой передачи позволяет сократить габариты стана в сравнении с типовой многоклетьевой конструкцией стана не менее чем в 3 раза.
Установка между боковыми формующими валками поддерживающего и опорного роликов, выполнение на боковых формующих поверхностях роликов угла наклона, а также окончательная установка (устранение погрешности) межцентрового расстояния между валками обеспечивает высокое качество профилей. (56) Авторское свидетельство СССР N 1123761, кл. В 21 D 5/06, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИЛОВАЯ ГОЛОВКА | 1992 |
|
RU2009784C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| ЗАМОК | 1995 |
|
RU2099498C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С АРХИТЕКТУРНЫМИ ДЕТАЛЯМИ И РЕЛЬЕФНЫМ РИСУНКОМ | 1991 |
|
RU2037401C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| ПРОСЕИВАТЕЛЬ СЫПУЧИХ ПРОДУКТОВ | 1996 |
|
RU2095161C1 |
| ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ИНВАЛИДОВ | 2000 |
|
RU2220696C2 |
Использование: обработка металлов, в частности оборудование для производства гнутых профилей коробчатого типа из штучных заготовок, и может быть использовано в машиностроении при производстве длинномерных тонкостенных профилей из полосового материала. Сущность изобретения: профилегибочный стан содержит станину, на которой установлены рабочие приводные и неприводные валки с подающими, формующими и калибрующими роликами, кинематически связанными между собой и приводом. Между формующими роликами размещены боковые неприводные горизонтальные формирующие ролики, предусмотрен механизм регулировки межцентрового расстояния между валками. Между боковыми горизонтальными формующими роликами по оси формообразующего профиля закреплены в вертикальной плоскости поддерживающий и опорный ролики. Формующая поверхность последней пары боковых горизонтальных формующих роликов выполнена с углом α наклона к оси формуемого профиля. Механизм регулировки межцентрового расстояния выполнен в виде двух эксцентриковых втулок, установленных концентрично на неприводных рабочих валках и связанных при помощи конической зубчатой передачи с шестерней-валом. 6 ил.
ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ, содержащий установленные на станине и кинематически связанные между собой и приводом рабочие приводные и неприводные валки с подающими, формующими и калибрующими роликами, размещенными между формующими роликами боковыми неприводными горизонтальными формующими роликами, механизм регулировки межцентрового расстояния между валками, отличающийся тем, что между боковыми неприводными горизонтальными формующими роликами по оси формуемого профиля закреплены в вертикальной плоскости поддерживающий и опорный ролики, формующие поверхности последней пары боковых неприводных горизонтальных формующих роликов выполнены с углом α наклона к оси формуемого профиля, а механизм регулировки межцентрового расстояния выполнен в виде двух концентрично установленных на неприводных рабочих валках эксцентриковых втулок, кинематически связанных при помощи смешанной конической зубчатой передачи с выходным валом-шестерней.
