Изобретение относится к обработке металлов давлением, а именно к линиям, в частности к автоматическим линиям, для производства профилированной проволоки (или прутков) сплошного поперечного сечения любой заданной геометрической формы поперечного сечения (круглого, квадратного, треугольного и т. д.).
Известна линия для производства крученой проволоки, содержащая разматыватель ленты, направляющие ролики, ролики отклоняющего узла, полый червяк и катушку, на которой жестко закрепляется рулон с лентой. Привод приводит во вращение раму, на которой закреплено червячное колесо, обкатываемое вокруг жестко закрепленного на станине червяка. Вращение колеса передается через цепную передачу катушке, которая наматывает скрученную проволоку (RU, патент 2053036). Эта проволока предназначена для использования ее в качестве арматуры для железобетона.
Известны устройства для изготовления проволоки волочением:
- для получения проволоки из дорогостоящих и прецизионных сплавов (RU, патент 2098206);
- для получения проволоки из ленты или вторичного сырья - кромочной обрези (RU, патент 2147259);
- для получения медной проволоки малого диаметра (RU, патент 2149225);
Известно устройство - прокатная клеть для получения проволоки различных фасонных сечений (RU, патент 2166393).
Указанные выше известные устройства в силу своей специфики не применимы для изготовления прочной недорогой проволоки требуемого профиля поперечного сечения (круг, квадрат, прямоугольник, трапеция, треугольник, шестиугольник, овал, сегмент и т. д.) и диаметра для использования в строительных конструкциях (например, в подвесных потолках типа "Армстронг", при монтаже гипсоволокнистых плит), в машиностроении и других областях.
Известны линии, в которых длинномерные изделия получают гибкой из полосового материала.
Эти линии рассматривались как аналоги предлагаемого изобретения в связи с тем, что по своей конструкции они наиболее близки к предлагаемой линии.
В частности, известна линия для производства длинномерных тонкостенных профилей из полосового материала. Линия содержит профилегибочный стан, на станине которого установлены рабочие приводные и неприводные валки с подающими, формующими и калибрующими роликами, кинематически связанными между собой и приводом. Между формующими роликами размещены боковые неприводные горизонтальные формирующие ролики, имеется также механизм регулировки межцентрового расстояния между валками. Между боковыми горизонтальными формующими роликами по оси формообразующего профиля закреплены в вертикальной плоскости поддерживающий и опорный ролики. Формующая поверхность последней пары боковых горизонтальных формующих роликов выполнена с углом наклона к оси формуемого профиля. Механизм регулировки межцентрового расстояния выполнен в виде двух эксцентриковых втулок, установленных концентрично на неприводных рабочих валках и связанных при помощи конической зубчатой передачи с шестерней-валом (RU, патент 2006314).
Наиболее близкой к предлагаемому изобретению является линия для производства длинномерного профилированного изделия, содержащая последовательно расположенные разматыватель рулона ленты, тянущие ролики, режущее устройство и профилегибочный стан. Режущее устройство линии выполнено в виде барабанных ножниц с барабанами разных диаметров, кинематически связанных с тянущими роликами, профилегибочный стан выполнен с цепным приводом консольно установленных в подушках-опорах нижних валков и верхних валков двух первых и двух последних клетей, а верхние подушки второй и последней клетей выполнены с кронштейном для размещения в нем натяжных зубчатых колес (RU, заявка 95112290).
Эта линия не может применяться для изготовления проволоки или прутка из полосового материала, так как она не может обеспечить обжим заготовки до получения сплошного сечения заданной формы.
Задачей, решаемой настоящим изобретением является создание линии для изготовления проволоки сплошного поперечного сечения любой геометрической формы (круг, квадрат, прямоугольник, трапеция, треугольник, шестиугольник, овал, сегмент и т. д.) и нужного диаметра из полосовой заготовки (ленты), которая может иметь, например, антикоррозионное или другое покрытие и быть изготовленной из любого полосового материала, например, отходов производства.
Технический результат, обеспечиваемый предлагаемым изобретением, заключается в том, что достигается возможность получения высококачественной, прочной проволоки (или прутка) из полосовой заготовки. Полученная на предлагаемой линии проволока не требует дополнительных технологических операций по нанесению антикоррозионного покрытия при использовании заготовки с соответствующим покрытием. Полученное изделие относительно недорого из-за того, что в качестве заготовки для получения проволоки используется любой полосовой материал, в том числе и отходы, образующиеся при раскрое рулонов листового материала, в том числе и оцинкованного. Качественную и относительно недорогую проволоку можно получить последовательной по переходам подгибкой валками профилегибочного стана заготовки в направлении средней части заготовки и последующей калибровки в калибровочной установке линии, при этом проволоку разного диаметра и профиля поперечного сечения можно получить на одной линии путем ее перенастройки.
В соответствии с предлагаемым изобретением профилированная проволока изготавливается путем последовательной по переходам подгибке валками профилегибочного стана полосовой заготовки в направлении середины заготовки. При этом сначала осуществляют попарно симметричную относительно продольной оси заготовки подгибку (закрутку, закатку) последовательно в направлении от краев к ее середине таким образом, что в результате первых двух подгибов края заготовки симметрично отгибают в направлении середины заготовки до контакта внутренней поверхности первых отогнутых участков с остальной частью заготовки, каждые последующие два симметричных подгиба производят аналогично в том же направлении до контакта внутренней поверхности образующегося участка с остальной частью заготовки, а последний (центральный) завершающий подгиб осуществляют до контакта между собой внешних поверхностей участков, образованных в результате предпоследнего попарно симметричного подгиба. В последнем завершающем переходе, в ротационной установке посредством кулачков, определяющих поперечное сечение готовой проволоки, заготовка обжимается с устранением возможных зазоров в ее поперечном сечении, доформовывается и калибруется до заданных параметров.
Описанные выше операции осуществляются линией, в которой в технологической последовательности расположены
- разматыватель рулона ленты,
- многоклетьевой валковый профилегибочный стан с приводом,
- отрезное устройство,
при этом линия снабжена ротационно-обжимной установкой и калибровочным устройством, установленными последовательно за многоклетьевым валковым профилегибочным станом до отрезного устройства.
Разматыватель рулона ленты может быть снабжен тормозным устройством.
Линия может быть снабжена смазывающим устройством, установленным за разматывателем рулона ленты и содержащим ролики, погруженные в смазывающую жидкость.
Ротационно-обжимная установка линии может быть выполнена в виде вала, связанного с индивидуальным приводом установки, корпуса и обоймы, в которой симметрично относительно продольной оси обрабатываемой заготовки размещены обжимные ролики и кулачки.
При этом кулачки ротационно-обжимной установки могут быть выполнены сменными для обеспечения заданной формы поперечного сечения проволоки.
Калибровочное устройство линии может содержать клеть подающую, кинематически связанную цепной передачей с профилегибочным станом, и две пары калибровочных роликов с желобами, размеры которых определяют диаметр готовой проволоки.
Причем калибрующие ролики калибровочного устройства могут быть выполнены с возможностью поджатия нижних калибровочных роликов эксцентриком через толкатель и упор.
Многоклетьевой валковый профилегибочный стан линии преимущественно выполнен в виде станины с десятью рабочими клетями, обеспечивающими последовательную "закрутку" заготовки от периферии к середине, а в качестве привода профилегибочного стана использован электропривод.
Линия может быть снабжена счетчиком линейных перемещений заготовки, связанным с отрезным устройством.
При этом отрезное устройство снабжено индивидуальным гидроприводом и выполнено в виде каретки, перемещающейся по направляющим, при этом корпус каретки снабжен втулкой-ножом, а внутри корпуса установлен с возможностью поступательного перемещения шток-нож.
Изобретение поясняется чертежами.
На фиг. 1 представлена линия изготовления профилированной проволоки из ленточного материала.
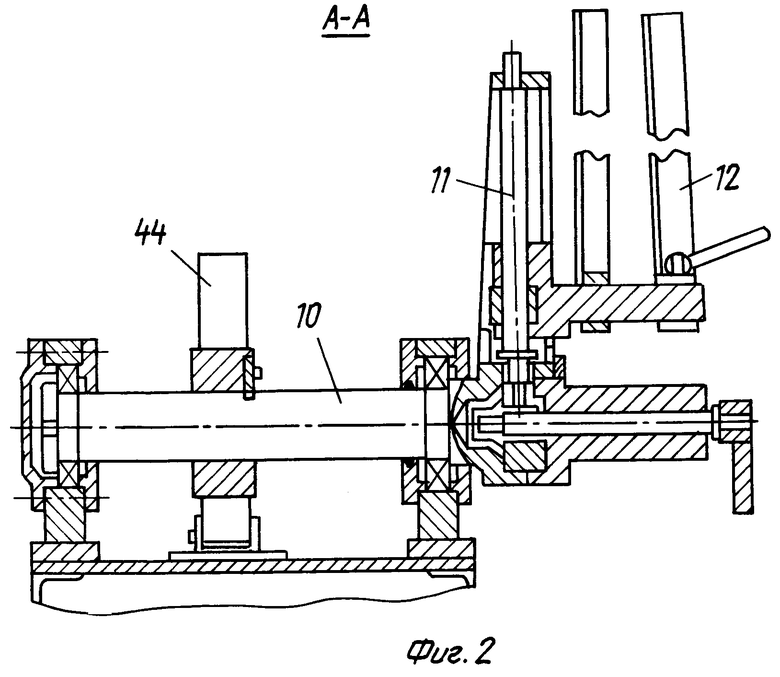
На фиг.2 - разрез А-А фиг.1 (разматыватель рулона ленты).
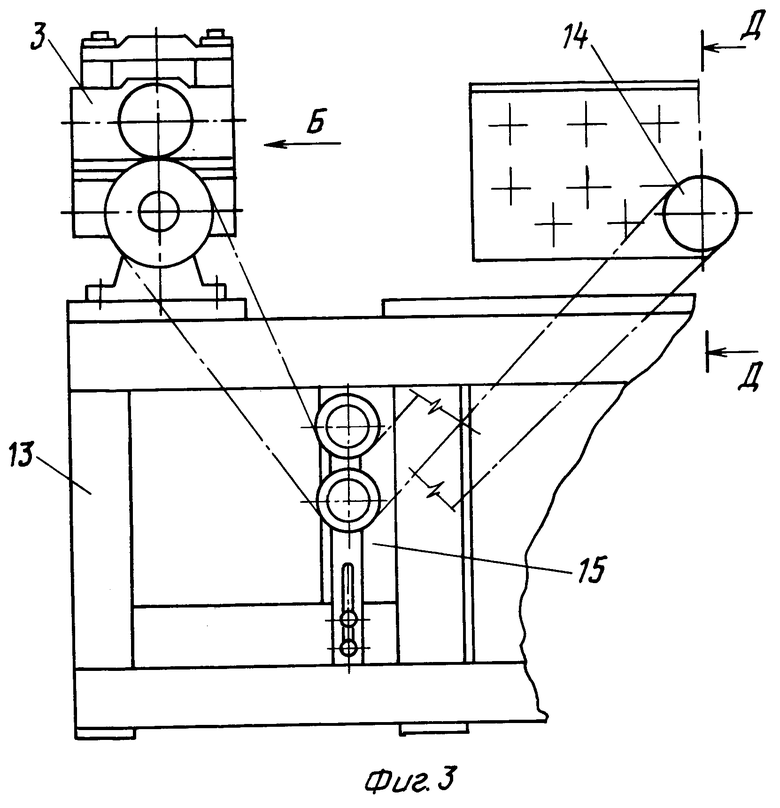
На фиг.3 - подающая клеть.
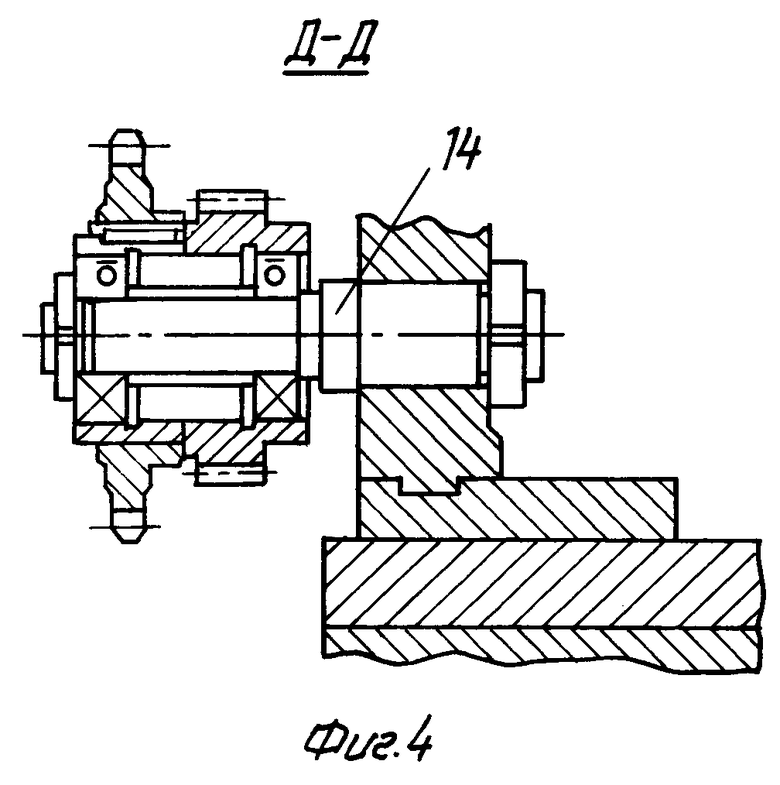
На фиг.4 - разрез Д-Д на фиг.3.
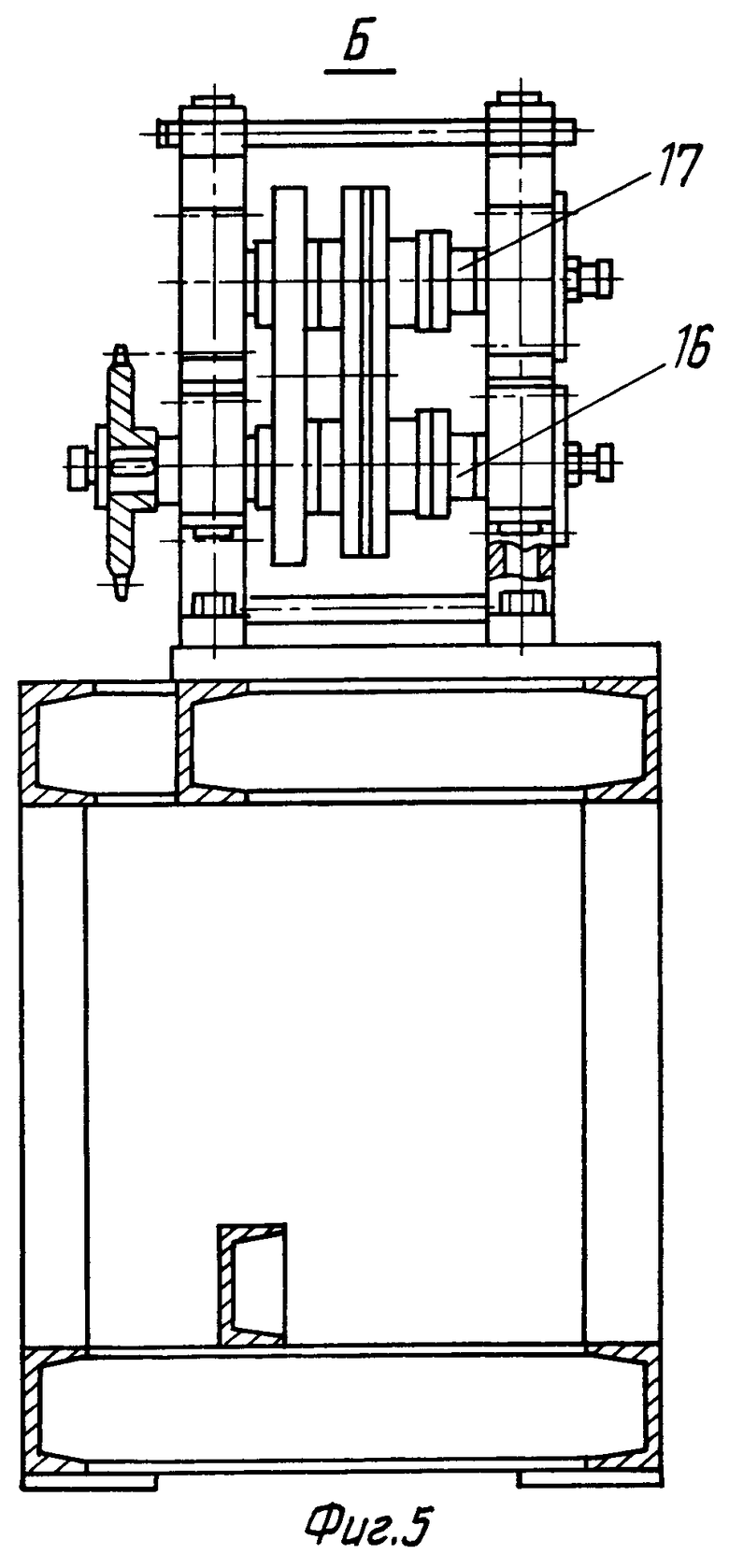
На фиг.5 - вид Б на фиг.3.
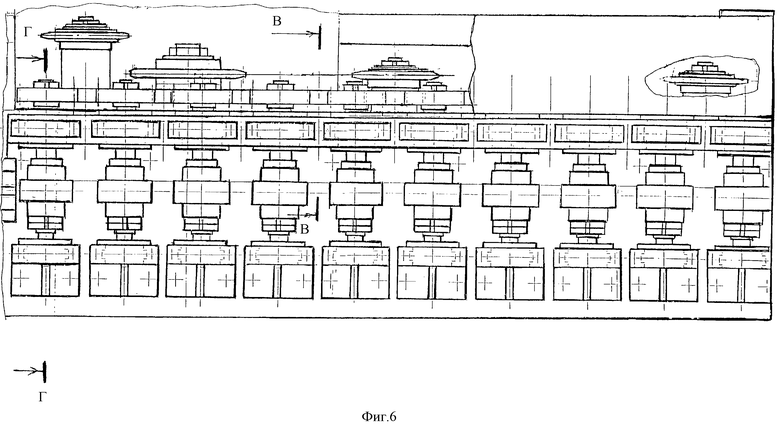
На фиг.6 - вид А на фиг.1 (профилегибочный стан).
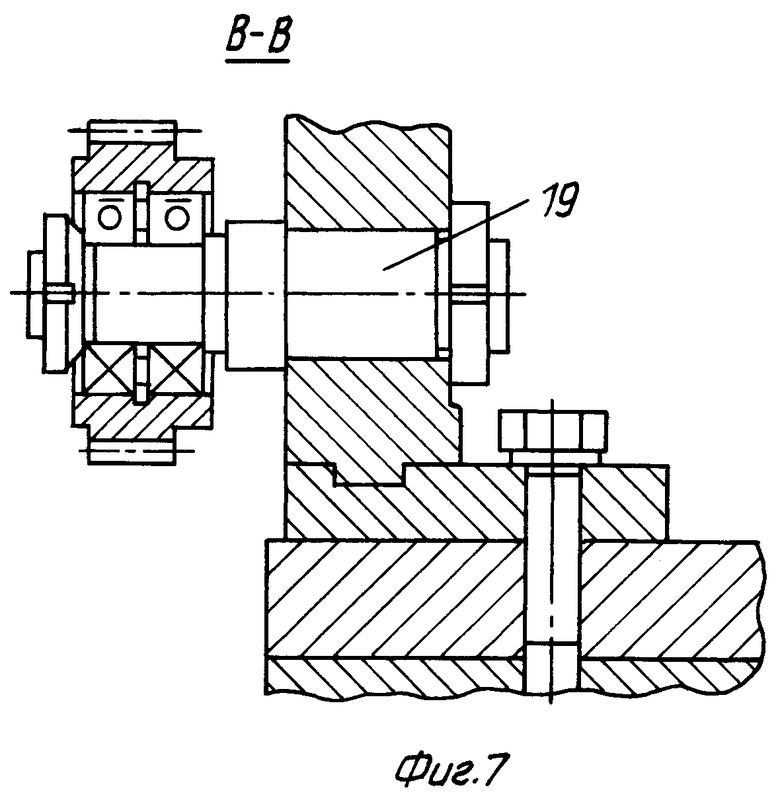
На фиг.7 - разрез В-В на фиг.6.
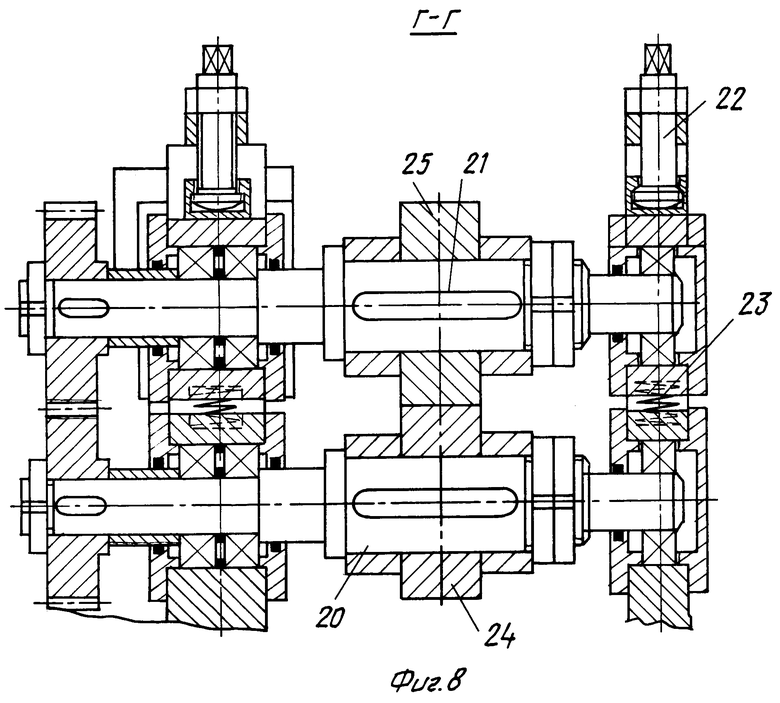
На фиг.8 - разрез Г-Г на фиг.6.
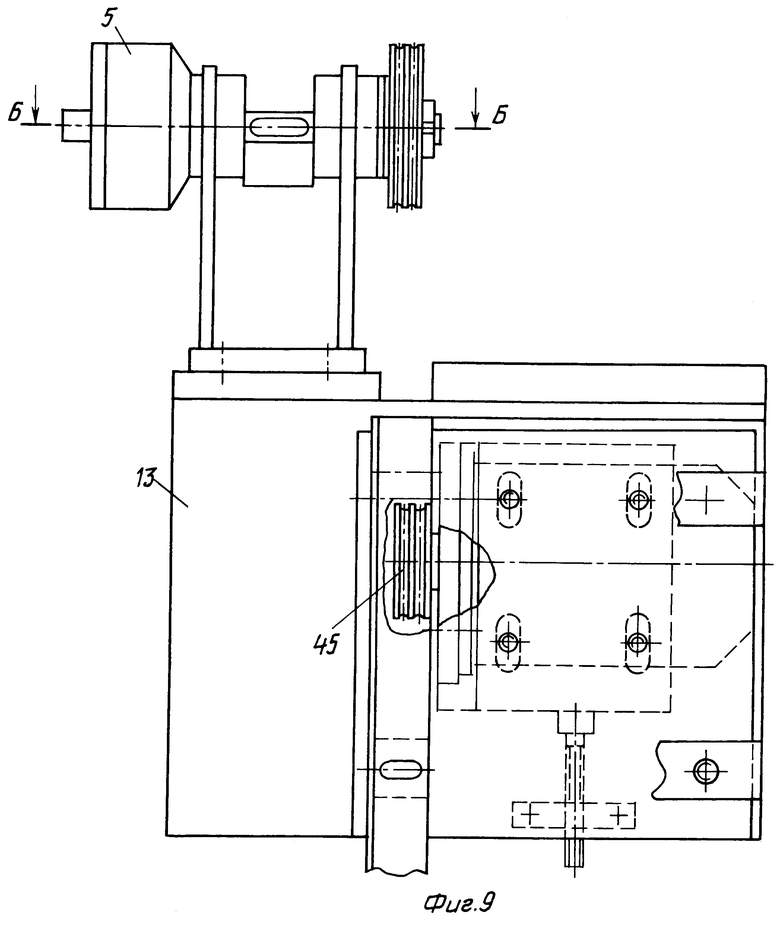
На фиг.9 - установка ротационно-обжимная.
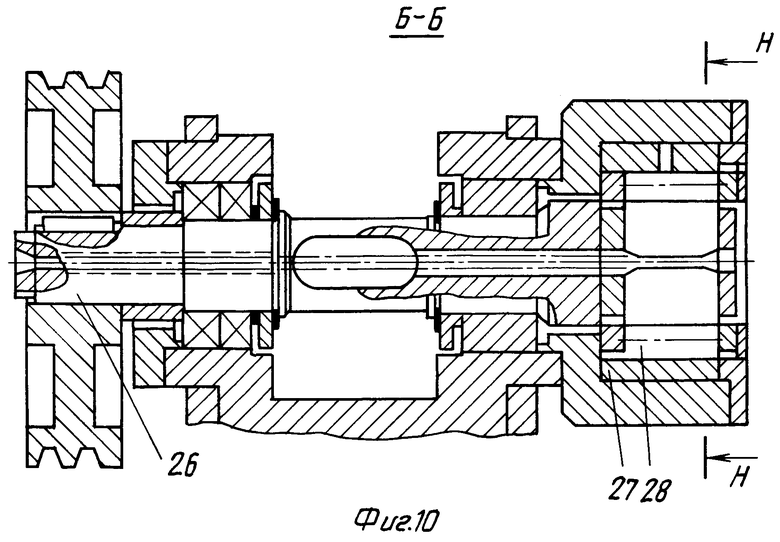
На фиг.10 - разрез Б-Б на фиг.9.
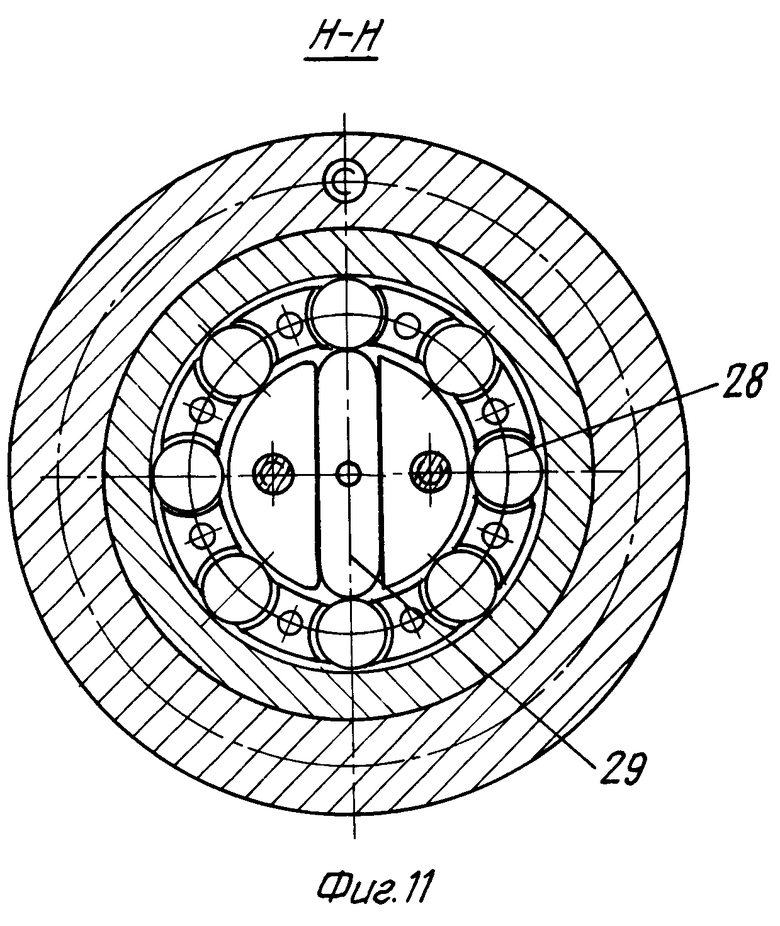
На фиг.11 - разрез Н-Н на фиг.10.
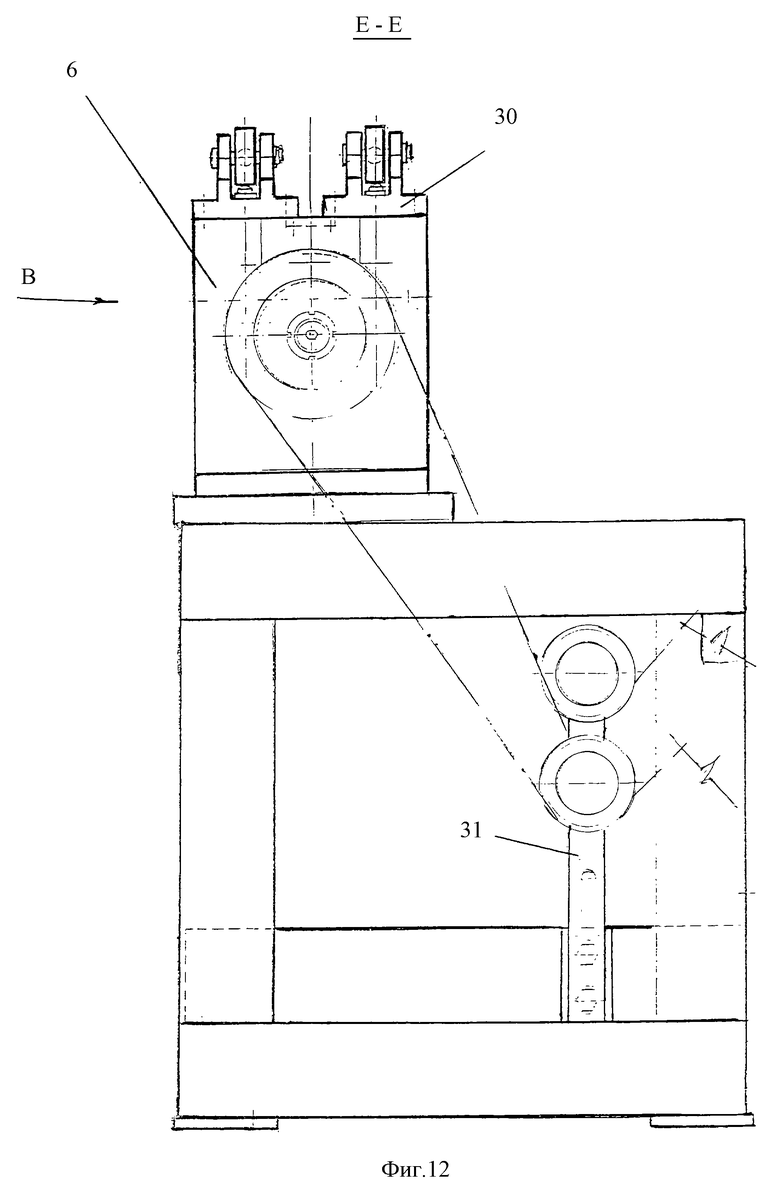
На фиг.12 - разрез Е-Е на фиг.1 (устройство калибровочное).
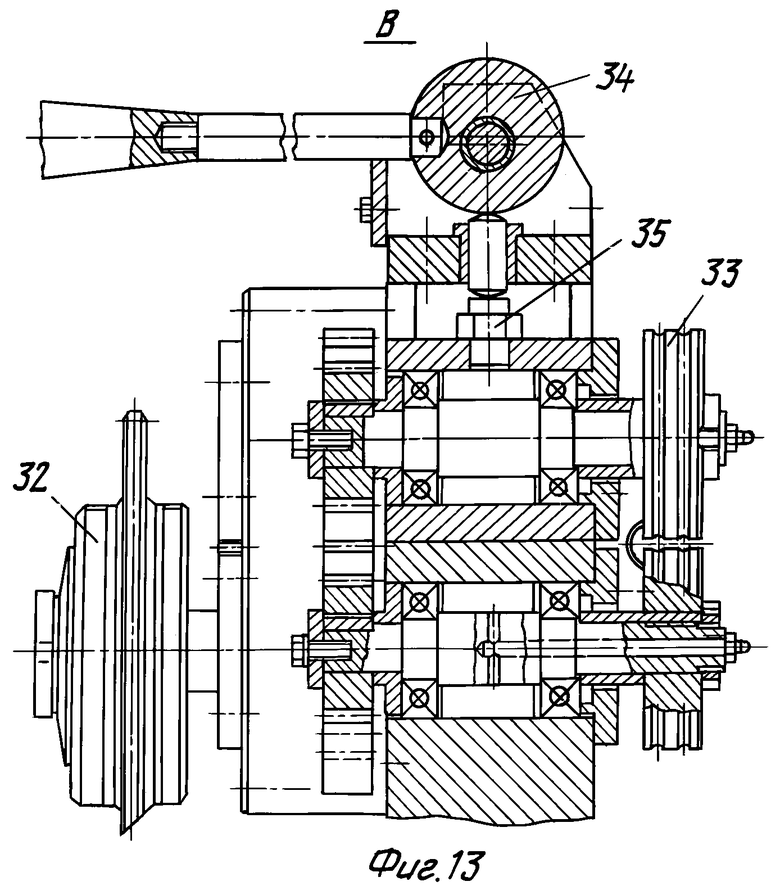
На фиг.13 - вид В на фиг.12.
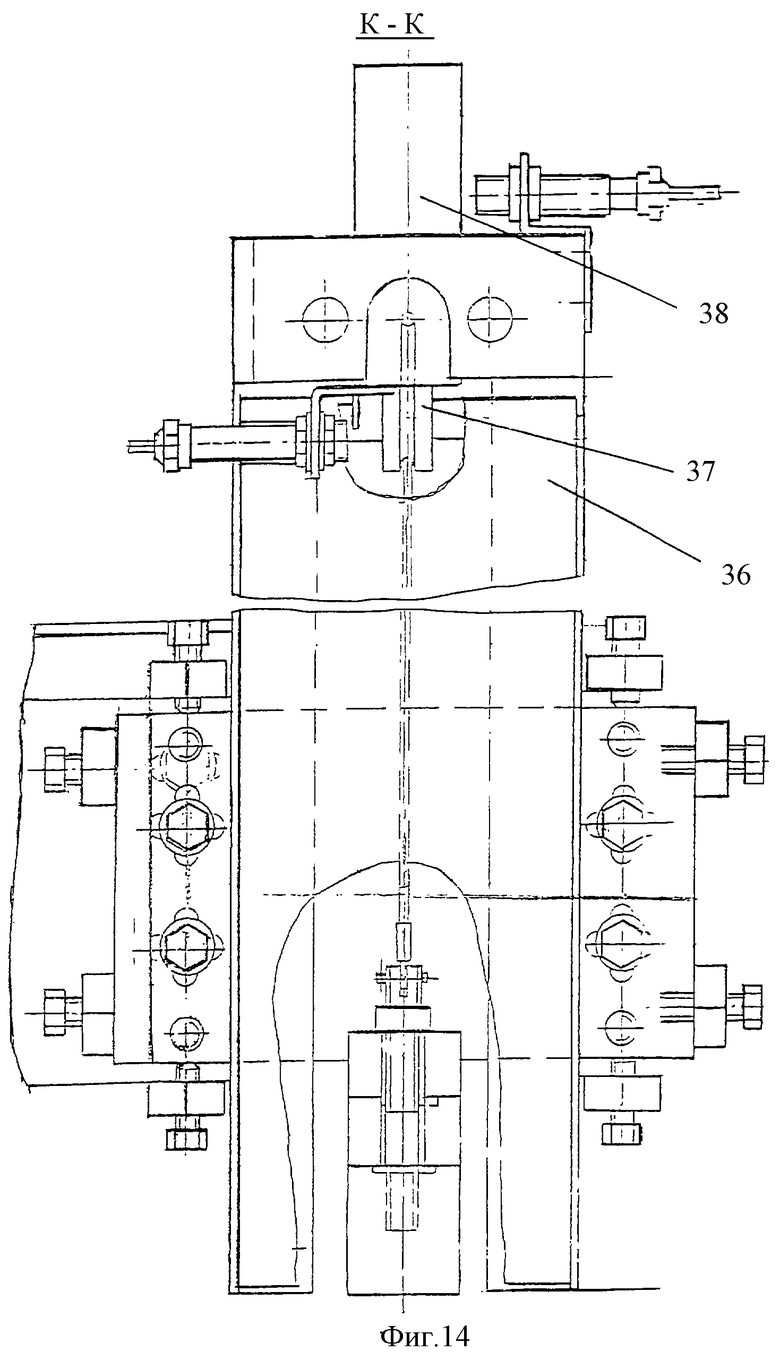
На фиг.14 - разрез К-К на фиг.1 (отрезное устройство).
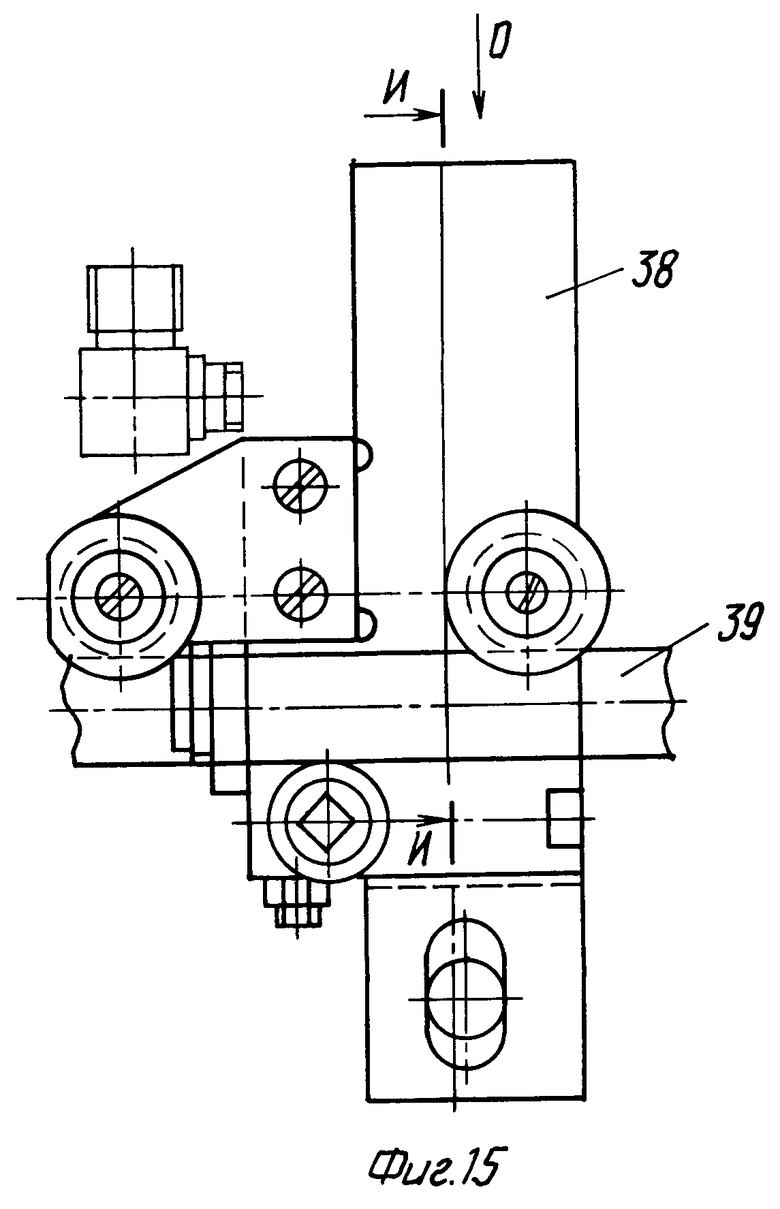
На фиг.15 - каретка отрезного устройства.
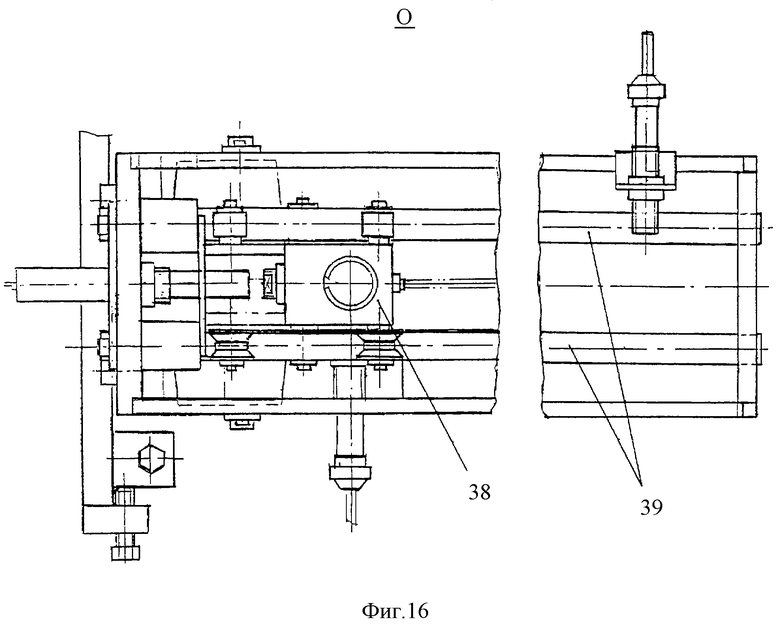
На фиг.16 - вид О на фиг.15.
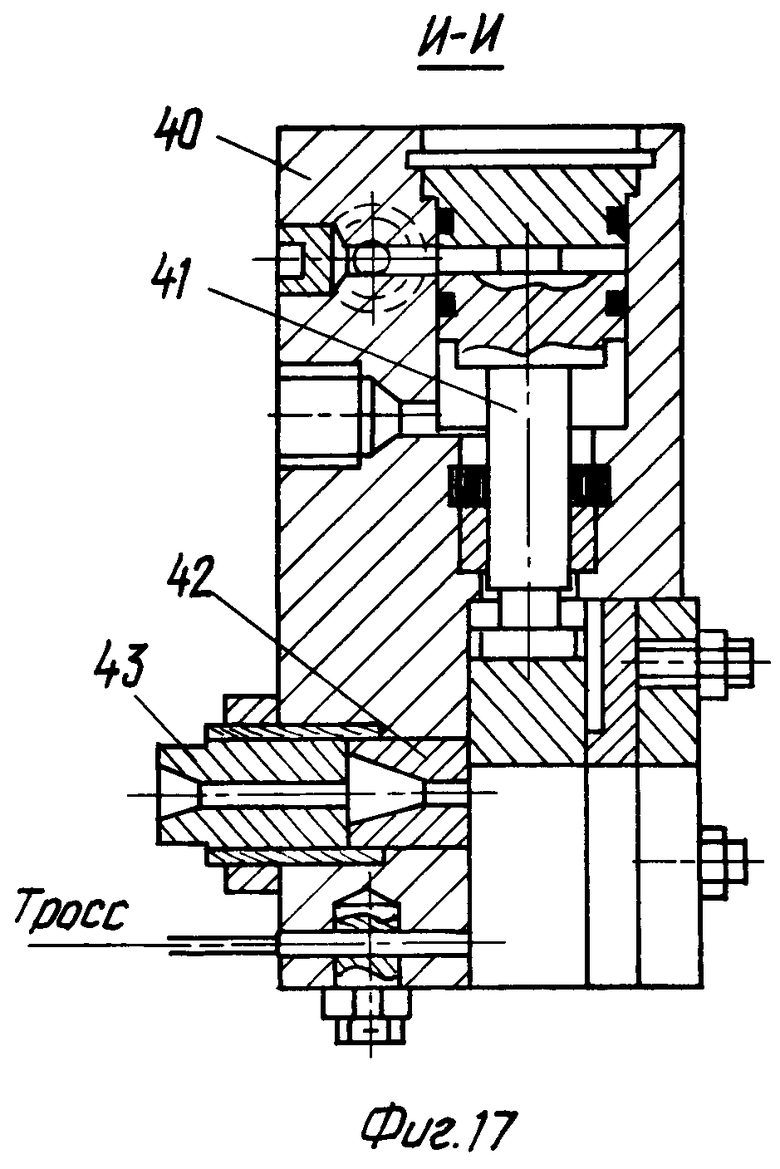
На фиг.17 - разрез И-И на фиг.15.
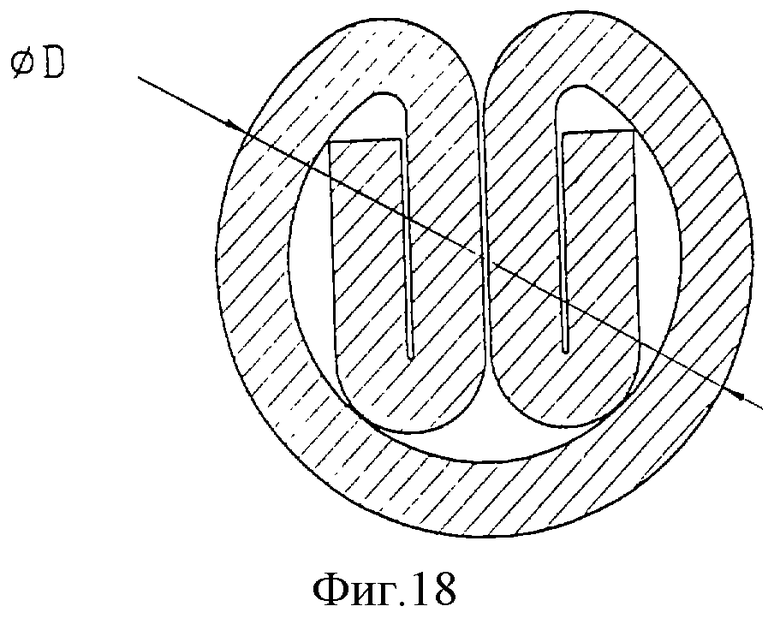
На фиг.18 - поперечное сечение профильной проволоки круглого сечения до подачи в ротационно-обжимную установку и калибровочное устройство.
Автоматическая линия изготовления профилированной проволоки сплошного поперечного сечения любой геометрической формы из металлической ленты состоит из:
- разматывателя рулона ленты - 1,
- смазывающего устройства - 2,
- клети подающей - 3,
- многоклетьевого валкового профилегибочного стана - 4,
ротационно-обжимной установки - 5,
калибрующего устройства - 6,
отрезного устройства - 7,
приемного стола - 8,
датчика линейных перемещений - 9,
пульта управления - 10.
Разматыватель рулона 1 (фиг.2) содержит вал 10 с ленточным тормозом 44, перпендикулярно валу с помощью конической зубчатой передачи установлены стойки 11 с прижимами для рулона и фиксаторами 12. Смазывающее устройство 2 содержит ролики, погруженные в емкость со смазывающей жидкостью.
Подающая клеть 3, установленная на раме профилегибочного стана 13, кинематически связана с приводом многоклетьевого валкового профилегибочного стана передающим узлом 14 (фиг.4) и цепной передачей натяжного узла 15 с приводной звездочкой нижнего вала 16 подающей клети, и зубчатой передачей от нижнего вала к верхнему 17.
Корпусы, в которых расположены верхний и нижний валы, связаны между собой жесткими связями. Нижний и верхний валы 16 и 17 содержат рабочие ролики, взаимодействующие между собой.
Многоклетьевой валковый профилегибочный стан 4 (фиг.6, 7, 8) имеет десять рабочих клетей и электропривод 18, который кинематически связан посредством приводных звездочек и зубчатых передач блока шестерен 19 (установленных на станине стана) с зубчатыми колесами нижних 20 и верхних 21 рабочих клетей.
Корпусы рабочих клетей содержат упоры 22, которые могут поджимать рабочие ролики 24 и 25 с помощью пружины 23. Рабочие ролики 24 и 25 имеют расчетную профилирующую поверхность, обеспечивающую заготовке-ленте "закрутку" последовательным переходом из первой в десятую клеть.
Установка ротационно-обжимная (фиг.9, 10, 11) содержит вращающийся вал 26, кинематически связанный с электроприводом установки 45. На валу установлен корпус с обоймой 27, в которой размещены ролики 28 и специальные кулачки 29.
Устройство калибровочное 6 (фиг.12, 13) содержит клеть подающую 30, кинематически связанную с профилегибочным станом через цепную передачу и блок с натяжными звездочками и со звездочкой-фрикционом 32 на приводном валу подающей клети.
Установка содержит две пары контактирующих между собой калибровочных роликов 33 с желобами по окружности роликов (размеры желобов контактирующих роликов выполнены таким образом, что в сумме они равны диаметру проволоки, необходимой на выходе из линии).
Верхние калибрующие ролики имеют возможность поджимать нижние калибровочные ролики эксцентриком 34 через толкатель и упор 35.
Отрезное устройство 7 (фиг.14, 15, 16, 17) с индивидуальным гидроприводом (не показан) содержит сварную стойку 36, внутри которой размещен груз на тросике. Тросик проходит через направляющий ролик 37 и закреплен на каретке отрезного устройства 38. Каретка отрезного устройства перемещается по направляющим 39 на катках под действием груза, подвешенного на тросике.
Каретка отрезного устройства состоит из корпуса 40, внутри которого возвратно-поступательно перемещается шток-нож 41.
Корпус каретки содержит втулку-нож 42 и прижимную втулку 43.
Линия содержит также приемный стол 8, датчик линейных перемещений 9 и пульт управления 10.
Автоматическая линия работает следующим образом.
Рулон с лентой заданной расчетной ширины (ширина ленты зависит от параметров геометрической формы профильной проволоки: круглой, квадратной, шестигранной, треугольной) устанавливается на разматывателе 1 и фиксируется прижимами и фиксаторами 12. Свободное разматывание ленты притормаживается тормозным устройством - ленточным тормозом 44, расположенным на валу разматывателя 10.
При установке на разматыватель нового рулона с лентой свободный конец ленты от разматывателя подается вручную на ролики смазывающего устройства 2, погруженные в смазывающую жидкость.
Из смазывающего устройства свободный конец ленты подается в подающую клеть 3 и заправляется между рабочими роликами подающей клети 16 и 17.
Оператор, используя пульт управления 10, включает привод профилегибочного стана 18.
Автоматическая подача ленты через подающую клеть 3 происходит посредством кинематической передачи вращения от привода профилегибочного стана через передающий узел 14, через натяжной узел 15.
Автоматическое профилирование заготовки происходит путем последовательного перехода ленты из 1-й до 10-й клети профилегибочного стана посредством рабочих роликов 24 и 25. При этом ролики выставляются для профилирования с определенным зазором при помощи упоров 22 и пружины 23.
Заготовка профильной проволоки принимает вид, показанный фиг.18, после выхода их 10-й клети профилегибочного стана ("Способ изготовления профильной проволоки сплошного поперечного сечения любой геометрической формы", заявка 2000124014 от 20.09.2000. ЗАО "Аркада" г. Смоленск).
Заготовка проволоки поступает в ротационно-обжимную установку 5 для придания проволоке сплошного сечения (фиг.9, 10, 11). Заготовка поступает через вращающийся вал 26 (привод индивидуальный) в обойму 27, где при помощи обжимных роликов 28 и специальных кулачков 29 получает практически сплошное геометрическое сечение.
После обжатия проволоки поступает в калибровочное устройство 6 (фиг.12, 13), где подающая клеть 30 с помощью калибровочных роликов 32 и 33 обеспечивает доводку диаметра проволоки до нужных размеров. Привод калибровочного устройства осуществляется через цепную передачу 31 от привода профилегибочного стана.
Рабочий зазор между калибровочными роликами регулируется эксцентриками 34 через толкатель и упор 35.
Готовая профилированная проволока сплошного поперечного сечения заданной геометрической формы подается к отрезному устройству 7 (фиг.14, 15, 16, 17).
Отрезное устройство имеет свой индивидуальный гидропривод.
Каретка отрезного устройства находится в крайнем исходном положении до появления готовой проволоки из калибровочного устройства. Свободный конец проволоки, упираясь в шток-нож 41, отталкивает каретку по направляющим 39, одновременно счетчик линейных перемещений дает команду гидроприводу штока-ножа 41 и он поднимается вверх, выпуская свободный конец проволоки через втулки 43, 42 на расчетную длину нужного отрезка. Шток-нож 41 и втулка-нож 42 отсекают расчетный отрезок, который под собственным весом скатывается на приемный стол.
Каретка отрезного устройства под действием груза на тросике возвращается в исходное положение до упора для повторения цикла.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ СЕТЧАТОГО | 2003 |
|
RU2240195C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2007 |
|
RU2340420C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ Т-ОБРАЗНОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2001 |
|
RU2212297C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2000 |
|
RU2185908C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОТОЛОЧНОГО ПРОФИЛЯ Т-ОБРАЗНОГО СЕЧЕНИЯ | 2001 |
|
RU2218226C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОПРОФИЛЕЙ И ЛИНИЯ АВТОМАТИЧЕСКАЯ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2337783C2 |
Линия может быть использована для производства профилированной проволоки или прутков сплошного поперечного сечения любой заданной геометрической формы поперечного сечения. Линия содержит разматыватель рулона ленты, многоклетьевой валковый профилегибочный стан с приводом, отрезное устройство, а также ротационно-обжимную установку и калибровочное устройство, установленные последовательно за многоклетьевым валковым профилегибочным станом до отрезного устройства. Профилированная проволока изготавливается последовательно по переходам подгибкой валками профилегибочного стана полосовой заготовки в направление середины заготовки и последующей калибровкой. Достигается возможность получения высококачественной прочной проволоки или прутка из полосовой заготовки. 9 з.п. ф-лы, 18 ил.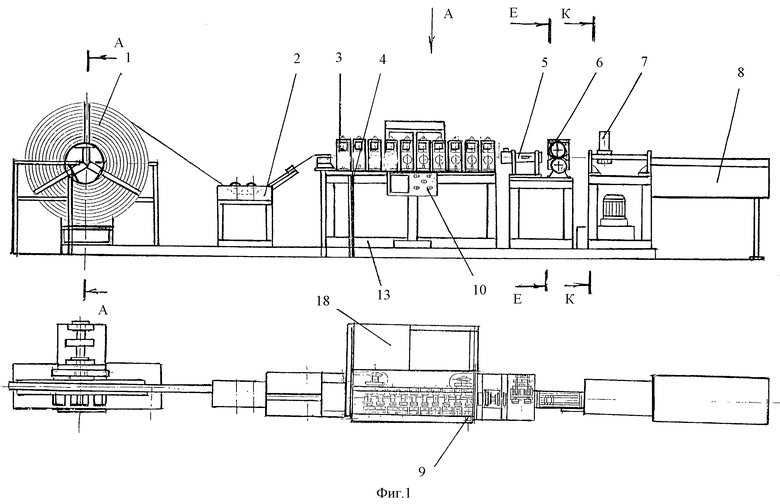
| RU 95112290 А, 27.06.1997 | |||
| СПОСОБ СКРУЧИВАНИЯ ПРУТКА, ПРОВОЛОКИ, ДРУГОГО ДЛИННОМЕРНОГО МАТЕРИАЛА И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2053036C1 |
| RU 2056245 С1, 20.03.1996 | |||
| GB 1432906, 22.04.1976 | |||
| US 4176539, 04.12.1978. | |||

