Изобретение относится к обработке металлов давлением, а более конкретно - к устройствам, относящимся к оборудованию для производства гнутых профилей закрытого типа, преимущественно замкнутых труб с фальцевым швом, и может быть использовано в черной металлургии, а также в других отраслях промышленности, занимающихся производством данного вида продукции.
При производстве на профилегибочных станах тонкостенных труб диаметром 30-120 мм из оцинкованной ленты толщиной 0,5-0,8 мм, когда отношение диаметра трубы к толщине стенки находится в пределах 50-200, одной из основных проблем является порезка трубы на мерные длины. Связано это с тем, что известные дисковые пилы и просечные пресс-ножницы, применяемые на профилегибочных станах, малопригодны для порезки тонкостенных труб, т.к. после порезки концы труб имеют значительные смятия, заусенцы и овальность.
Известен профилегибочный стан для изготовления замкнутых профилей типа труб с фальцевым швом, содержащий станину с установленными на ней профилегибочными клетями, между которыми размещены столы для вспомогательных роликов и держатель с оправкой, проходящей через несколько последних клетей [1].
Однако этот стан характеризуется невозможностью изготовления труб заданной длины из-за отсутствия устройства для разделения труб на мерные длины.
Известен профилегибочный стан для изготовления труб с фальцевым швом из штучных заготовок, содержащий станину, на которой установлены профилегибочные клети с формирующими валками, столы для неприводных вертикальных роликов, размещенные между ними, и держатель с оправкой, кроме этого, он снабжен установленными за держателем по ходу профилирования многопарнороликовым приводным столом с установленными на нем дополнительными приводными формующими вертикальными роликами, а также шестеренной клетью, связанной с этим столом, смонтированной между рабочими клетями с возможностью их кинематического соединения, и размещенными за упомянутым столом между клетями дополнительными столами с приводными горизонтальными валками, регулируемыми по высоте и кинематически связанными между собой [2].
Основные недостатки данного стана:
- из-за отсутствия на стане устройств для разделения труб на мерные длины вынуждены вести прокатку из штучных заготовок заданной длины, которые предварительно изготавливаются из рулонной ленты. Однако известно, что штучная прокатка в сравнении с непрерывной или "порулонной" усложняет прохождение заготовки через клети стана, искажает торцы передних и задних концов профиля и имеет меньшую производительность;
- установка сложного многопарнороликового стола с приводными вертикальными роликами шестеренной клети, а также дополнительных столов с приводными горизонтальными валками значительно усложняет и удорожает профилегибочный стан.
Технической задачей изобретения является снижение трудоемкости изготовления труб, увеличение производительности стана и повышение качества концевых участков трубы за счет прокатки трубы из рулонной ленты и разделения прокатываемой трубы на мерные длины в линии стана с помощью отрезного устройства, а также снижение стоимости профилегибочного стана за счет упрощения его устройства.
Технический результат достигается тем, что профилегибочный стан для изготовления труб с фальцевым швом, содержащий станину, на которой установлены профилегибочные клети с формующими валками, размещенные между ними столы для неприводных вертикальных роликов и держатель с оправкой, согласно изобретению снабжен отрезным устройством для разделения прокатываемых труб на мерные участки, содержащим входную и выходную режущие полуматрицы с отверстиями, оправка выполнена в виде рабочего стержня с цилиндрическим наконечником на конце, диаметр которого равен внутреннему диаметру изготавливаемой трубы, при этом наконечник установлен в отверстии входной режущей полуматрицы отрезного устройства c размещением его торца в одной плоскости с режущей гранью полуматрицы, отрезное устройство выполнено в виде разъемного суппорта с двумя взаимно перпендикулярными пазами в плоскости разъема, перпендикулярной продольной оси изготавливаемой трубы, в которых установлены с возможностью перемещения вдоль пазов два приводных ножа-пуансона, при этом режущие полуматрицы закреплены в упомянутом суппорте, а отверстия полуматриц соответствуют наружному диаметру трубы, кроме этого, стан снабжен верхними и нижними рабочими валами профилегибочных клетей с приводом вращения в виде цепных передач, размещенных с возможностью охвата каждой пары соседних рабочих валов, и приводом стана, выходной вал редуктора которого связан с одним из нижних рабочих валов, при этом нижний и верхний рабочие валы последней клети кинематически связаны между собой шестернями с регулировкой межцентрового расстояния между валами в пределах зацепления шестерен.
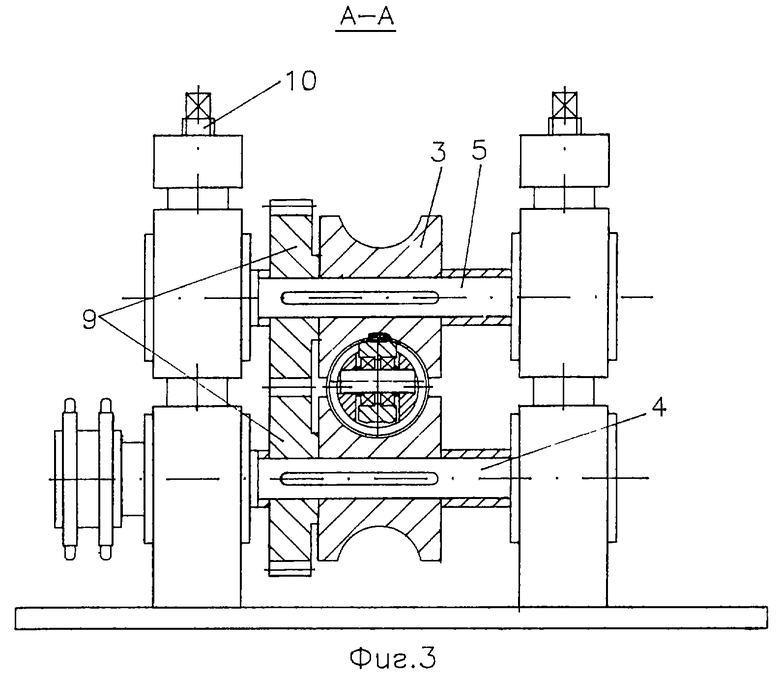
На фиг.1 схематически изображен предложенный профилегибочный стан, общий вид; на фиг.2 - то же, вид сверху; на фиг.3 - разрез А-А на фиг.1; на фиг.4 - разрез Б-Б на фиг.1; на фиг.5 - разрез В-В на фиг.4; на фиг.6 - общий вид оправки; на фиг.7 - разрез Г-Г на фиг.2; на фиг.8 - разрез Д-Д на фиг.2; на фиг. 9 - разрез Е-Е на фиг.2; на фиг.10 - разрез профиля в зоне калибрующего конуса; на фиг.11 - разрез Ж-Ж на фиг.2.
Предлагаемый профилегибочный стан содержит станину 1, на которой размещены профилегибочные клети 2 с формующими парами валков 3, установленными на нижнем 4 и верхнем 5 рабочих валах, привод вращения рабочих валов 4 выполнен в виде цепных передач 6, охватывающих звездочки 7 каждой пары соседних валов, а выходной вал редуктора группового привода связан с одним из нижних рабочих валов стана муфтой 8, кроме этого, в последней клети стана нижний 4 и верхний 5 рабочие валы (см. фиг.3) кинематически связаны между собой шестернями 9 с регулировкой межцентрового расстояния между валами в пределах зацепления шестерен 9 с помощью нажимных винтов 10.
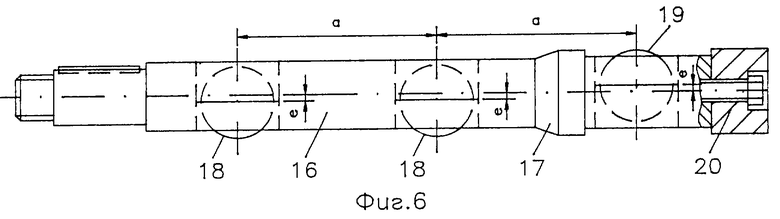
На станине 1 между профилегибочными клетями размещены столы 11 для неприводных вертикальных роликов 12, а на входной части стана размещен стол входных роликов 13. После клети 14 на станине 1 установлен держатель 15 с отверстием для прохода незамкнутой трубы. Соосно оси профиля на держателе 15 закреплена оправка 16 (см. фиг.6), представляющая собой стержень с калибрующим конусом 17 диаметром, равным внутреннему диаметру трубы, и тремя пазами, в которых эксцентрично оси оправки 16 установлены два формующих 18 и один закатывающий 19 ролики, размещенные один от другого на расстоянии, соответствующем межклетевому расстоянию a, при этом формующие ролики 18 смещены на величину эксцентриситета e относительно оси оправки вниз, а закатывающий ролик 19 - вверх. На конце рабочего стержня оправки 16 смонтирован цилиндрический наконечник 20, диаметр которого соответствует внутреннему диаметру изготавливаемой трубы, при этом торец наконечника 20 входит соосно в отверстие входной полуматрицы отрезного устройства и располагается в одной плоскости с ее режущей гранью.
За последней профилегибочной клетью стана на станине 1 установлено устройство 21 для разделения прокатываемых труб, которое выполнено в виде разъемного суппорта 22 с двумя взаимно перпендикулярными пазами 23 и 24 в плоскости разъема, перпендикулярной продольной оси профиля (см. фиг.4 и 5). В пазах 23 и 24 установлены приводные ножи 25 и 26 с возможностью перемещения вдоль пазов с помощью поршневых приводов 27 и 28, кроме этого, в суппорте 22 закреплены входная 29 и выходная 30 режущие полуматрицы с отверстиями 31, соответствующими диаметру трубы.
Предлагаемый профилегибочный стан работает следующим образом.
Включают электропривод стана, от которого крутящий момент передается по кинематической цепи к рабочим валам 4 с закрепленными на них формующими валками 3. Рулонная лента поочередно проходит, начиная от стола входных роликов 13, профилегибочные клети 2 и столы 11 с неприводными вертикальными роликами 12, при формировании замкнутой трубы с фальцевым швом в пределах клетей, установленных до держателя 15 с оправкой 16, заготовка профилируется до состояния незамкнутой трубы с недогнутыми боковыми стенками (см. фиг.7), а затем на оправке 16 с помощью первой пары горизонтальных валков и формующего ролика 18 (см. фиг.8) осуществляется дальнейшее уменьшение радиуса нижней части и подгибка боковых частей незамкнутой трубы. Второй парой горизонтальных валков и роликом 18 (см. фиг.9) производится окончательное формирование радиуса нижней части трубы и подгиб левой фальцевой части внутрь правой. При прохождении на оправке 16 калибрующего конуса 17 происходит растяжка профиля (фиг.9) в плоскости, перпендикулярной продольной оси, при этом осуществляется сцепление стыкуемых частей (см. фиг.10), которые закатываются между верхним формующим валком 3 и роликом 19 оправки (см. фиг.11), образуя замкнутый профиль с прочным фальцевым швом.
Передний конец трубы после выхода из последней профилегибочной клети проходит через круглые отверстия 31 режущих полуматриц 29 и 30 отрезного устройства 21 и, дойдя до датчика, фиксирующего заданную длину готовой трубы, стан останавливается, включается привод 27 горизонтального ножа, перемещаясь, горизонтальный нож-пуансон 25, рабочая часть которого выполнена в виде одностороннего клина, прокалывает острием ближнюю боковую стенку трубы и наклонной режущей гранью прорезает в верxнeй части трубы паз, перпендикулярный продольной оси профиля, и возвращается в исходное положение. Затем включается привод вертикального ножа, и нож-пуансон 26, рабочая часть которого выполнена в виде двустороннего клина, острым концом входит через паз внутрь трубы и наклонными режущими гранями осуществляет окончательную отрезку по всему контуру. При этом отходы (высечка), полученные после отрезки, выталкиваются вертикальным ножом 26 через паз 32, и нож возвращается в исходное положение. После этого включается привод профилегибочного стана и процесс прокатки возобновляется, при этом конец трубы, оставшийся в выходной полуматрице 30, выталкивается выходящей из стана трубой, при этом отрезанная труба сбрасывается в карман-сборник и процесс повторяется.
Рулонная лента, проходя через приводные формующие пары валков до оправки 16, сжимается верхним и нижним валками и за счет контактных сил трения обеспечивается надежное перемещение формируемого профиля (фиг.7) в профилегибочных клетях, через которые проходит оправка 16, тяговое усилие создается сжатием участков формируемой трубы между приводными нижними валками клетей и формующими роликами 18 (см. фиг.8 и 9), закрепленными в оправке, а в последней клети стана основное тяговое усилие создается сжатием участков трубы между приводным верхним валком и закатывающим роликом 19 оправки (фиг.11).
Предлагаемый профилегибочный стан для изготовления труб с фальцевым швом может быть создан на базе типовых профилегибочных станов среднего типа без существенных доработок. Для этого необходимо оснастить стан устройством для разделения прокатываемых труб на мерные длины и оправкой с цилиндрическим наконечником, который входит в отверстие входной режущей полуматрицы.
Предлагаемая конструкция профилегибочного стана по сравнению с известной базовой - прототипом позволяет изготавливать из рулонной ленты трубы с фальцевым швом заданной мерной длины с хорошим качеством концевых участков, а также значительно уменьшить трудоемкость изготовления труб за счет устранения операций порезки рулонной ленты на заготовки мерной длины и их последующей поштучной прокатки, а также устранить необходимость установки сложного многопарнороликового стола с приводными вертикальными роликами шестеренной клети и дополнительных столов с приводными горизонтальными валками.
В соответствии с устройством предлагаемого стана на Череповецком сталепрокатном заводе был переоборудован один из профилегибочных станов, на котором была прокатана опытная партия водосточных труб с фальцевым швом диаметром 87 мм из оцинкованной рулонной стали толщиной 0,5 мм и порезана на отрезном устройстве стана на трубы длиной от 0,5 до 6 м, при этом искажение торцов труб не наблюдалось, заусенцы и вмятины на торцах труб отсутствовали.
Источники информации
1. Давыдов В.И., Максаков М.Н. Производство гнутых тонкостенных профилей. - М.: Издательство черной и цветной металлургии, 1959, приложение, рис. 40-41.
2. Авторское свидетельство СССР 1123761, В 21 D 5/06, 1982.








Изобретение может быть использовано при производстве гнутых профилей закрытого типа, преимущественно замкнутых труб с фальцевым швом. За последней формующей клетью стана размещено отрезное устройство для разделения изготавливаемых труб. Оно содержит входную и выходную режущие полуматрицы с отверстиями. Оправка держателя выполнена в виде рабочего стержня с цилиндрическим наконечником на конце. Наконечник установлен в отверстии входной режущей полуматрицы с размещением его торца в одной плоскости с режущей гранью полуматрицы. Отрезное устройство выполнено в виде разъемного суппорта с двумя взаимно перпендикулярными пазами в плоскости разъема, перпендикулярной продольной оси профиля. В пазах установлены два приводных ножа-пуансона с возможностью перемещения вдоль пазов. Привод вращения рабочих валов выполнен в виде цепных передач. В последней клети стана нижний и верхний рабочие валы кинематически связаны между собой шестернями. За счет прокатки трубы из рулонной ленты и разделения прокатываемой трубы на мерные длины в линии стана достигается снижение трудоемкости изготовления труб и увеличение производительности стана, а также повышение качества концевых участков труб. 2 з.п. ф-лы, 11 ил.
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| Гибочная машина для изготовления трубчатых заготовок | 1980 |
|
SU1080733A3 |
| МАШИНА ДЛЯ ГИБКИ И РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1993 |
|
RU2053034C1 |
| DE 3740750 A1, 15.06.1989 | |||
| US 4063442, 20.12.1977. | |||

