Изобретение может найти применение на металлообрабатывающих предприятиях, в машиностроении и заводах, выпускающих чеканные художественные изделия.
Известны способы формовки изделий из листового металлического проката на штампах со стальными матрицами с применением в качестве рабочих органов-пуансонов из упруготвердого материала-полиуретана.
Целью изобретения является снижение трудоемкости изготовления матрицы и пуансона формовочных штампов, обеспечение качественной формовки при сложных художественных рельефных формах деталей, увеличение глубины вытяжки при формировании и площади формовки деталей в 2-3 раза при том же усилии пресса, т. е. повышение производительности пресса на указанную величину.
Это достигается тем, что штамповка ведется полиуретановым упругим пуансоном по форме рабочей поверхности, ответно точно совпадающим с рабочей поверхностью пуансона, выполненной способом отливки непосредственно на рабочей поверхности металлической матрицы. Это обеспечивается новой специальной копирной технологией отливки упругой подушки.
В известном способе, включающем формовку изделий на штампе с полиуретановой упругой подушкой пуансоном, и формообразующим органом-матрицей осуществляют на металлической матрице сложной объемной формы, выполненной способом отливки из мягкого легкообрабатываемого сплава.
При штамповке после укладки тонколистовой металлической заготовки детали на матрицу и движения вниз полиуретанового пуансона ее поверхности вначале касаются с нажимом выступающие части фигурной поверхности подушки пуансона и прижимают к выступающим точкам фигурной поверхности металлической матрицы так, что вершины выступающих элементов пуансона расположены против центров впадин матрицы. При дальнейшем движении ползуна пресса до момента полноповерхностного касания заготовки в одинаковых ответных фигурных поверхностях рабочих органов штампа происходит абсолютно точная формовка с полным соответствием заданного рисунка.
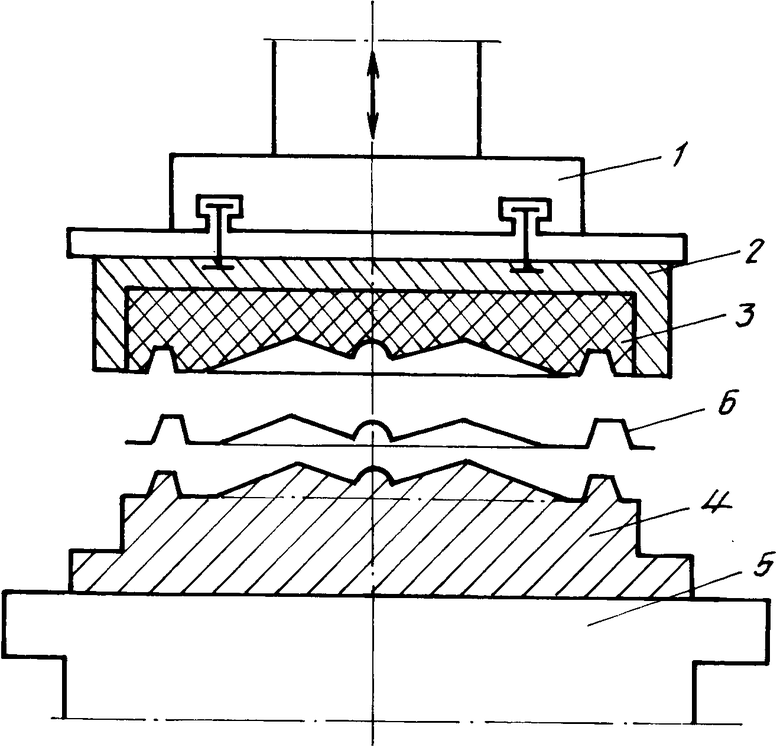
На чертеже изображена схема рельефной штамповки с применением формованного полиуретана.
На ползуне пресса 1 установлен стальной контейнер 2, в котором закреплен полиуретановый формованный пуансон 3.
Металлическая матрица 4, изготовленная из легкообрабатываемого мягкого металла, установлена на столе пресса 5. Заготовка из тонколистового материала 6 подается на матрицу.
В результате применения способа штамповки с формованным полиуретаном создаются условия, позволяющие поднять качество продукции за счет увеличения глубины рельефа и улучшить чистоту поверхности изделия за счет устранения образования складок и разрывов; снизить в 2-3 раза усилие прессования, поднять производительность на эту же величину; снизить в 5 раз трудоемкость изготовления металлической матрицы и пуансона за счет отливки их и применения легкообрабатываемого металла. (56) Ходырев В. А. Применение полиуретана в листоштамповочном производстве. Пермское книжное издательство 1973, c. 116.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для рельефной штамповки | 1991 |
|
SU1834736A3 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ КУЗОВА ЭЛАСТИЧНОЙ СРЕДОЙ ПО ЖЕСТКОЙ МАТРИЦЕ | 1997 |
|
RU2116854C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОЛИСТОВЫХ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И ПУАНСОН ПЛУНЖЕРНОГО ПРЕССА | 1993 |
|
RU2042452C1 |
| Станок для штамповки и вырубки деталей из фольги | 2019 |
|
RU2718774C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2089311C1 |
| Штамп для листовой штамповки | 1984 |
|
SU1247124A1 |
| Штамп для штамповки эластичной средой | 1978 |
|
SU747578A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫТЯЖНОГО ШТАМПА | 1991 |
|
RU2015832C1 |
| Способ вытяжки сложного крупногабаритного пространственного полуфабриката (Варианты) | 2016 |
|
RU2661982C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ПРОСТРАНСТВЕННОЙ ДЕТАЛИ С ПРИЖИМОМ КРАЕВОЙ ЧАСТИ ПОЛОВИНЫ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2010 |
|
RU2457059C2 |
Использование: в машиностроении на заводах, выпускающих чеканные художественные изделия. Сущность изобретения: при штамповке обеспечивают уравновешенную по нагрузке деформацию по поверхности заготовки. Матрицу выполняют из мягкого легкообрабатываемого сплава методом отливки, а полиуретановый пуансон отливают по формообразующей поверхности матрицы. 1 з. п. ф-лы, 1 ил.
