Изобретение относится к литейному производству и может быть использовано преимущественно для машин литья под давлением. Кроме того, в связи с развитием механизации и автоматизации устройство может найти применение в поточно-механизированных линиях для изготовления отливок из магниевых, алюминиевых и др. сплавов.
Известно заливочно-дозирующее устройство, работа которого основана на весовом дозировании расплавленного металла.
В нем тигель смонтирован на подвижной раме весовой установки, а электропечь установлена стационарно. Заливочно-дозирующее устройство состоит из электропечи, внутри которой установлен тигель со стопором, и весовой установки с циферблатным указателем. При этом тигель подвешен на плите, которая при помощи четырех колонн смонтирована на подвижной раме весовой установки, а электропечь закреплена на стойках и установлена стационарна на основании весовой установки.
Среди существенных недостатков аналога необходимо отметить следующие:
- наличие стопора в тигле снижает надежность устройства для заливки и дозирования расплавленного металла; поскольку из-за окисления расплава возможно налипание окислов и зарастание перекрываемого стопором отверстия;
- тигель не герметизирован, что не позволяет применять избыточное давление под зеркалом расплавленного металла, в связи с чем время выдачи порции расплавленного металла, поступающего самотеком, не может быть изменено, так как зависит от статического напора при неизменных прочих условиях, при этом по мере расхода металла, в тигле статический напор уменьшается;
- устройство не может быть использовано для магниевых сплавов, поскольку тигель не герметизирован, сообщен с атмосферой, а инертный газ не может подаваться внутрь;
- количество порций ограничено числом установленных на циферблате бесконтактных датчиков, от точности установки которых на циферблате зависит точность дозирования.
Однако, наиболее близким аналогом, принятым авторами в качестве прототипа, является "Устройство для управления заливкой и дозированием расплавленного металла" [1] .
Устройство содержит весовую установку с циферблатным указателем количества метала в тигле и датчик порции расплавленного металла, при этом оно снабжено трубопроводом, соединенным через клапан подачи сжатого газа с источником газа, причем клапан электрически связан с датчиком порции расплавленного металла, а стрелка, взаимодействующая с упомянутым датчиком через редуктор, электромагнитную муфту и узел возврата, связана с осью стрелки циферблатного указателя количества металла в тигле.
Среди существенных недостатков прототипа необходимо отметить следующее:
- сложность конструкции;
- после выдачи дозированной порции, оставшийся в трубке, расплавленный металл после отключения клапана подачи сжатого газа резко возвращается в тигель, создавая удар на дно тигля и далее на подвижную раму весовой установки.
Целью изобретения является упрощение конструкции и устранение удара расплавленного металла в дно тигля и подвижную раму весовой установки.
Достигается это тем, что устройство снабжено ограничителем исходного положения стрелки датчика порции, установленным стационарно, и упругим элементом возврата стрелки датчика порции в исходное положение, при этом электромагнитная муфта связана непосредственно со стрелкой указателя количества металла в тигле; кроме того, оно снабжено дополнительно дросселем, установленным на выпускном патрубке клапана подачи сжатого газа.
Авторам неизвестно техническое решение с указанными в формуле изобретения признаками, направленными на достижение той же цели, в связи с чем оно обладает, по нашему мнению, новизной.
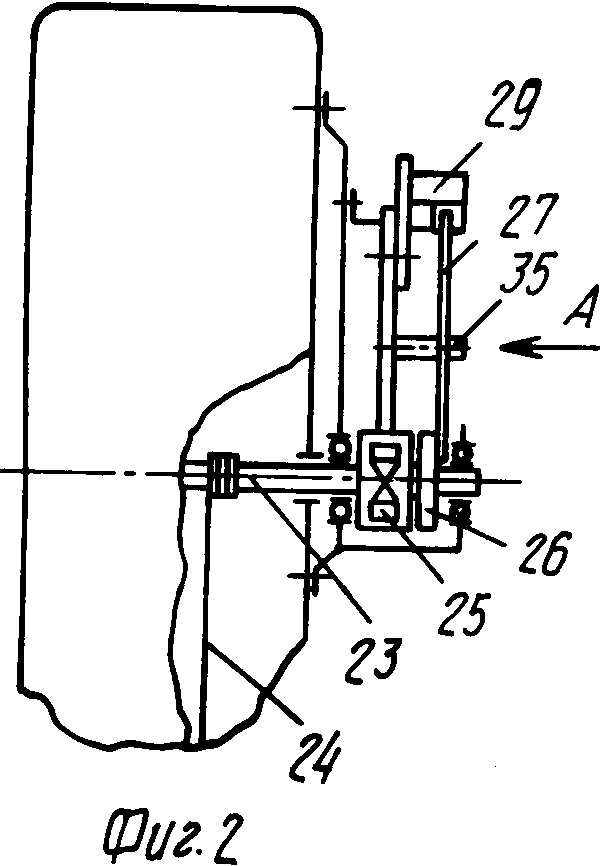
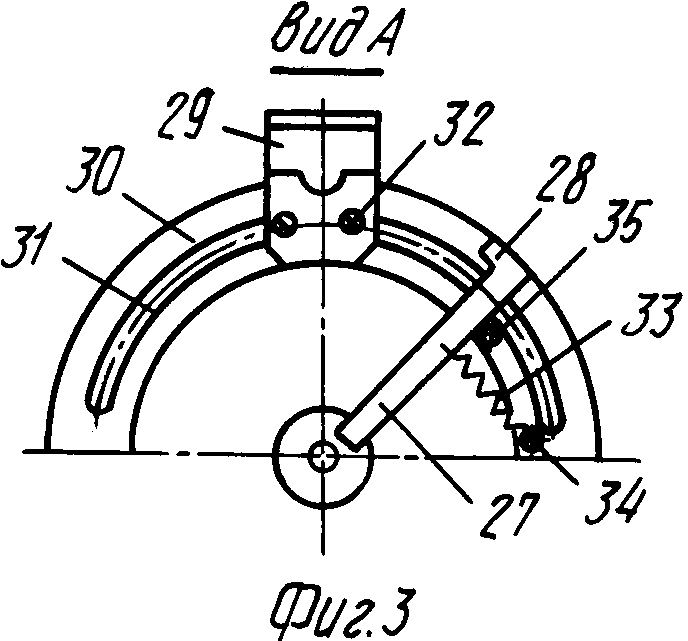
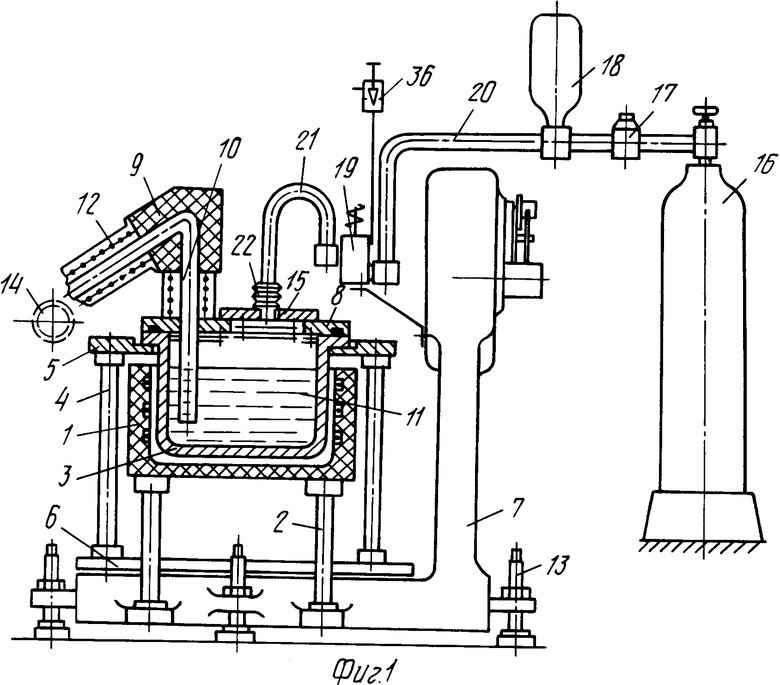
На фиг. 1 показано устройство для управления заливкой и дозированием расплавленного металла; на фиг. 2 - механизм дозирования; на фиг. 3 - вид А на фиг. 2.
Устройство для управления заливкой и дозированием включает в себя электропечь 1, установленную стационарно на стойках 2, герметизированный тигель 3, смонтированный при помощи стоек 4 и плиты 5 на подвижной раме 6 весовой установки 7.
Электропечь 1 предназначена для поддержания определенной температуры расплавленного металла и является раздаточной печью сопротивления.
Тигель 3 снабжен плитой 8 и металлопроводом 9 с трубой 10, опущенной в расплавленный металл 11. Металлопровод 9 и труба 10 имеют электронагреватели 12. Весовая установка снабжена домкратами 13 для изменения положения металлопровода 9 по высоте относительно фундамента. На фиг. 1 условно показан стакан 14 камеры прессования машины литья под давлением. Плита 8 снабжена горловиной, закрываемой крышкой 15 с экранами, выполненными из металлических листов и смонтированными с зазором относительно друг друга. Устройство снабжено баллоном 16 со сжатым газом, редукционным клапаном 17 для понижения давления газа до рабочего значения, аккумулятором 18 для создания запаса газа при рабочем давлении, клапаном 19 с электромагнитным управлением для подачи сжатого газа в тигель, которые соединены трубопроводом 20. Для уменьшения погрешностей при дозировании металла подвод газа от клапана к крышке 15 выполнен при помощи гибкого шланга 21 с сильфоном 22, по которым сжатый газ может быть подан в пространство над зеркалом расплавленного металла 11 через зазоры в экранах крышки 15.
Механизм дозирования смонтирован на передней стенке циферблатного указателя весовой установки и связан с осью 23 стрелки 24 электромагнитной муфтой 25 с диском 26. На диске 26 закреплена стрелка 27 с флажком 28, свободно проходящим с зазором в прорези бесконтактного датчика 29, установленного на рамке 30 с пазом 31 для фиксирования датчика 29 в требуемом положении при помощи крепежных деталей 32. Стрелка 27 связана упругим элементом 33, например пружиной, при помощи пальца 34 с рамкой 30, при этом стрелка 27 прижата к ограничителю 35 исходного положения, закрепленному на рамке 30.
Для исключения удара в дно тигля, создаваемого расплавленным металлом, возвращаемым в тигель по окончании дозирования, на выпускном патрубке клапана 19 установлен дроссель 36, обеспечивающий плавный выход сжатого газа из пространства над зеркалом металла 11.
Устройство работает следующим образом.
После того, как герметизированный тигель 3 с деталями уравновешен и стрелка 24 выведена на нуль циферблатного указателя весовой установки 7, производят прогрев электропечи 1 с металлопроводом 9 и электронагревателем 12, установленной стационарно на стойках 2.
После прогрева крышку 15 открывают и производят заполнение тигля 3 расплавленным металлом 11, после чего крышку 15 закрывают, при этом циферблатный указатель показывает количество расплавленного металла в герметизированном тигле.
Устройство включают в работу. Бесконтактный датчик 29 должен быть предварительно выверен и зафиксирован крепежными деталями 32 в пазу 31 рамки 30.
При поступлении электрического сигнала о начале дозирования включают электромагнитную муфту 25, в результате чего диск 26 со стрелкой 27 и флажком 28 подключают к валу. Одновременно включают клапан 19 с электромагнитным управлением. Сжатый газ из баллона 16 через редукционный клапан 17 и далее аккумулятор 18, трубопровод 20, клапан 19, гибкий шланг 21, сильфон 22, крышку 15, плиту 8 подается в пространство над зеркалом расплавленного металла 11 в герметизированном тигле 3. За счет избыточного давления газа расплавленный металл по трубе 10 металлопровода 9 поступает в стакан 14 камеры прессования, при этом стрелка 24 циферблатного указателя отклоняется от исходного положения, а поскольку электромагнитная муфта 25 включена и диск 26 притягивается к ней, то и стрелка 27 с флажком 28 поворачивается до тех пор, пока флажок 28 не войдет в прорезь бесконтактного датчика 29. По сигналу датчика 29 электромагнит клапана 19 обесточивается, при этом подача сжатого газа в тигель прекращается, а пространство над зеркалом расплавленного металла 11 сообщается с атмосферой через дроссель 36, оставшийся в трубе 10 расплавленный металл по окончании дозирования возвращается в тигель 3, подвешенный на подвижной раме 6 при помощи стоек 4 и плиты 5.
Подача металла по металлопроводу прекращается. Одновременно отключается электромагнитная муфта 25, в результате чего диск 26 со стрелкой 27 под действием упругого элемента 33, закрепленного одним концом на пальце 34, возвращается в исходное положение до ограничителя 35. Цикл работы закончен, а устройство готово для заливки и дозирования следующей порции расплавленного металла.
Таким образом, предложенное техническое решение обеспечивает упрощение конструкции, исключает удар в дно тигля расплавленного металла, возвращаемого в тигель по окончании дозирования, а также в подвижную раму весовой установки. (56). Авторское свидетельство СССР N 475212, кл. В 22 D 17/30, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления заливкой и дозированием расплавленного металла | 1973 |
|
SU475212A1 |
| СПОСОБ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2043853C1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2060864C1 |
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА ХВОСТОВОГО РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2007 |
|
RU2360765C2 |
| ГАЗИФИЦИРУЕМАЯ МОДЕЛЬ ДЛЯ ЛИТЫХ ЗАГОТОВОК РЕЖУЩЕГО ИНСТРУМЕНТА И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2048953C1 |
| Вакуумная система машины литья под давлением с горизонтальной камерой прессования | 1974 |
|
SU499044A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2056979C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2031760C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2007282C1 |
Изобретение относится к литейному производству и может быть использовано преимущественно для машин литья под давлением. Существо изобретения заключается в том, что устройство для управления заливкой и дозированием расплавленного металла снабжено ограничителем исходного положения стрелки датчика порции, установленным стационарно, и упругим элементом возврата стрелки датчика порции в исходное положение, при этом электромагнитная муфта связана непосредственно со стрелкой указателя количества металла в тигле, кроме того, оно снабжено дополнительно дросселем, установленным на выпускном патрубке клапана подачи сжатого газа. Устройство согласно изобретению позволяет упростить конструкцию и исключить удар в дно тигля расплавленного металла, возвращаемого в тигель по окончании дозирования. 1 з. п. ф-лы, 3 ил.
