Изобретение относится к литейному производству и может быть использовано для изготовления газифицируемых моделей для литых биметаллических заготовок, получаемых литьем по газифицируемым моделям, преимущественно режущего инструмента.
Известен способ изготовления литого режущего инструмента, преимущественно спиральных сверл, включающий изготовление газифицируемой модели из пенополистирола, содержащего микрохолодильники, заформовывание модели в сухой без связующего формовочный материал и заливку расплавленного металла (Зубов Л. А. и др. Инструментальное литье по газифицируемым моделям. Литейное производство, 1974, N 5, с. 38-39).
Особенность способа литья состоит в том, что можно активно влиять на скорость затвердевания и охлаждения отливок, так как термодеструкция пенополистирола сопровождается эндотермическим эффектом. В пенополистироле можно замешивать различные микрохолодильники, соразмеряя их количество с температурой перегрева расплава. В результате получаются повышенные механические свойства сверл после обычной их термообработке.
Недостатком способа является следующее:
большой расход легирующих элементов, поскольку порошок феррованадия замешивается во всей массе подвспененного полистирола, из которого выполняют модель;
не обеспечивается повышение механических свойств в локальном объеме части детали, к которой предъявляются повышенные требования по условиям эксплуатации, например метчики, развертки, накатки, фрезы с затылованными зубьями, круглые плашки для нарезания резьбы, дисковые фасонные резцы и т. п. режущие элементы которых должны иметь повышенные механические свойства, в то время как другие элементы монолитной детали не требуют столь высоких свойств.
Известна газифицируемая модель для получения отливок, содержащая рабочую и прибыльную части, материал для легирования, модифицирования и охлаждения, при этом он размещен внутри прибыльной части [1] Материал для легирования, модифицирования и охлаждения сконцентрирован в комок и вмонтирован внутрь прибыльной части модели и предназначен для легирования рабочей части отливки.
Недостатком модели является следующее:
материал для легирования, модифицирования и охлаждения поступает в жидкий металл лишь после заполнения рабочей полости металлом, когда газифицируемый материал прибыльной части выгорает, при этом еще необходимо расплавить металлическую пластину, отделяющую прибыльную часть от рабочей полости формы;
легирование осуществляется после заливки рабочей части, в результате чего легированию подвергается лишь сердцевина из-за образовавшейся наружной корочки в отливке;
неоправданно растрачиваются легирующие добавки, поскольку невозможно учесть, сколько легирующих элементов остается в прибыльной части после заливки, а, следовательно, невозможно гарантировать получение требуемых свойств в рабочей части.
Известна пресс-форма (пеноформа) из алюминиевого сплава для серийного производства газифицируемых моделей (НИИМАШ, серия С-Х-2. Производство отливок по пенополистироловым моделям. М. 1966, с. 20-21).
Пресс-форма состоит из разъемных частей с выполненной в них рабочей полостью и скрепляющими элементами.
Известна пресс-форма для изготовления газифицируемых моделей литых заготовок, включающая разъемные части с выполненной в них рабочей полостью и скрепляющими элементами [2]
Общим недостатком указанных пресс-форм является невозможность локального объемного легирования моделей, а затем литых заготовок.
Цель изобретения снижение расхода легирующих элементов и локальное объемное введение их в литейную форму.
Цель достигается тем, что газифицируемая модель выполнена из легированного и нелегированного пенополистирола, при этом из легированного пенополистирола выполнен лишь элемент модели, формирующий режущую часть литой заготовки, пресс-форма снабжена извлекаемым контейнером, отделяющим объем рабочей полости, формирующей легированный элемент модели, от остальной части модели из нелегированного подвспененного пенополистирола, при этом контейнер выполнен в виде тонкостенной обечайки.
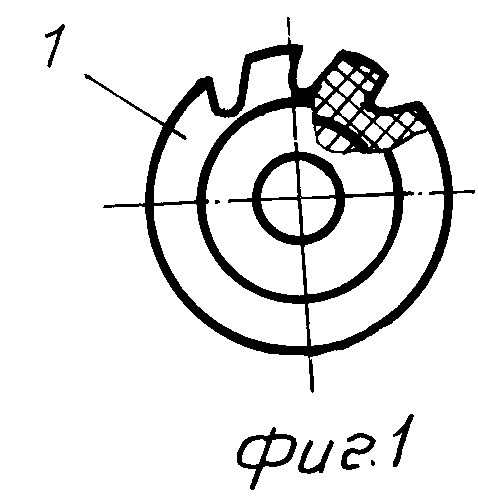
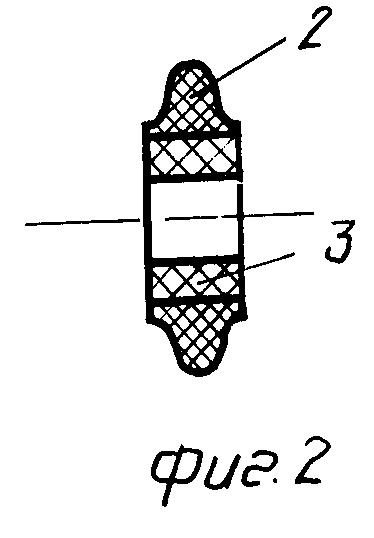
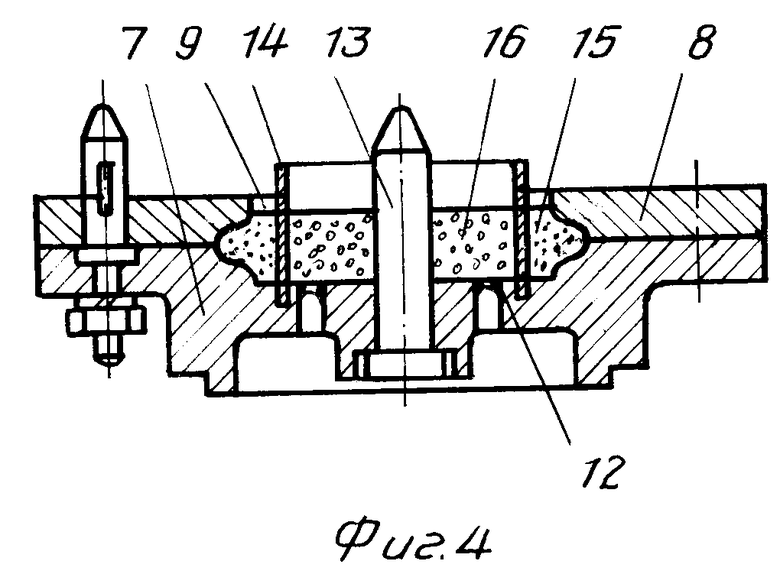
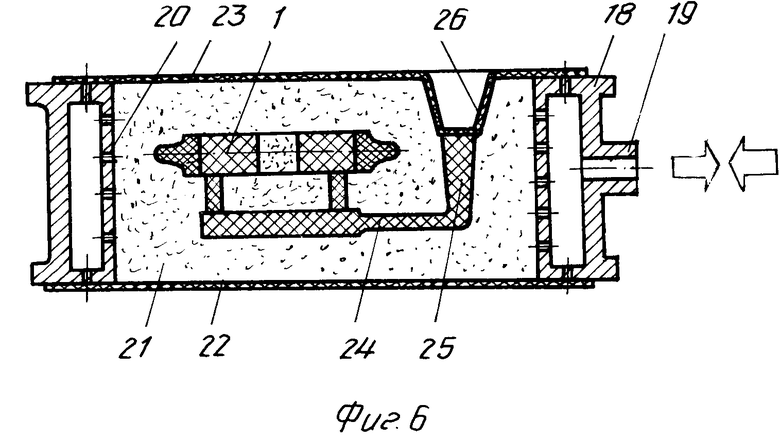
На фиг. 1 представлена газифицируемая модель литой заготовки фрезы с затылованными зубьями; на фиг. 2 то же, вид сбоку; на фиг. 3 газифицируемая модель литой заготовки развертки или метчика; на фиг. 4 пресс-форма для изготовления газифицируемых моделей литых заготовок фрезы с затылованными зубьями; на фиг. 5 то же, после вспенивания модели; на фиг. 6 литейная форма для литья по газифицируемым моделям, общий вид.
На фиг. 1 и 2 показана газифицируемая модель 1 литой заготовки фрезы с затылованными зубьями 2, выполненными из легированного пенополистирола (пенополистирола с легирующими добавками) и остальной части 3 из нелегированного пенополистирола
На фиг. 3 газифицируемая модель 4 литой заготовки развертки, выполненная из легированного 5 и нелегированного 6 пенополистирола. На фиг. 5 и 4 показана пресс-форма для изготовления газифицируемых моделей литых заготовок фрез с затылованными зубьями, включающая разъемные по-луформы 7 и 8 с выполненной в них рабочей полостью 9 и скрепляющими штырями 10 с клиньями 11. Полуформа 7 снабжена встроенными вентами 12 для подачи пара в рабочую полость, стержнем 13, оформляющим отверстие в модели, извлекаемым контейнером 14, отделяющим объем рабочей полости, заполненный легированным подвспененным пенополистиролом 15, от остальной части модели из нелегированного подвспененного пенополистирола 16. Для герметизации рабочей полости служит крышка 17. На фиг. 5 показана газифицируемая модель 1 после окончательного вспенивания. На фиг. 6 показана литейная форма, состоящая из опоки 18 с вакуумным патрубком 19, фильтрующим элементом 20, отделяющим сухой формовочный материал (без связующего) 21 от вакуумной системы, и герметизирующими элементами 22 и 23, изолирующими полость опоки от атмосферы. Внутри опоки показана газифицируемая модель 1 с литниковой системой 24, стояком 25 и заливочной воронкой 26.
Рассмотрим работу пресс-формы на примере изготовления газифицируемой модели 1 литой заготовки фрезы с затылованными зубьями 2 и остальной частью 3.
После сборки полуформ 7 и 8 на штырях 10 в полуформу 7 устанавливается извлекаемый контейнер 14, разделяющий объем рабочей полости 9 на объем, формирующий легированный элемент модели и заполняемый гранулированным легированным подвспененным пенополистиролом 15 с легирующими добавками, и объем внутри контейнера 14, заполняемый нелегированным подвспененным пенополистиролом 16, также в виде гранул.
После вибрационного уплотнения пенополистирола контейнер 14 извлекают и обе части рабочей полости пресс-формы сообщают между собой. После установки крышки 17 ее закрывают при помощи клиньев 11, входящих в штыри 10, и производят окончательное вспенивание. Система подвода пара к вентам 12 на чертеже не показана.
После охлаждения пресс-формы клинья 11 выбивают, полуформу 8 и крышку 17 удаляют. После снятия изготовленной модели со стержня 13 пресс-форма готова для повторного использования.
Следует отметить, что при нанесении порошкообразных легирующих присадок на поверхность предварительно подвспененных гранул целесообразно использовать 4% -ный спиртовой раствор поливинилбутираля, расход которого зависит от диаметра гранул пенополистирола.
Массу легирующих присадок и объем подвспененного полистирола определяют по массе, формирующей легированную часть отливки. Размер частиц порошка легирующих добавок должен быть не более 0,2 мм.
После изготовления газифицируемой модели 1 она дополняется литниковой системой 24 со стояком 25, которые соединяются при помощи выступов-впадин в единую газифицируемую модель, и после окраски и сушки заформовывается в опору 18 с сухим, без связующего, формовочным материалом 21, который после вибрационного уплотнения изолируется от атмосферы герметизирующими элементами 22 и 23, при этом патрубок 19 подключается к вакуумной системе (не показана) и полость опоки через фильтрующие элементы 20 вакуумируется. Заливка расплава осуществляется через воронку 26, при этом отливка приобретает форму выжигаемой модели. После затвердевания отливки патрубок 19 отключается от вакуумной системы, опока 18 сообщается с атмосферой и производится выбивка.
Таким образом предлагаемое техническое решение позволяет обеспечить экономию легирующих элементов, повышение механических свойств в локальном объеме отливки в соответствии с условиями эксплуатации отдельных частей монолитной детали, все расчетное количество легирующих элементов предварительно равномерно рассредоточить в режущей части модели инструмента с учетом массы металла именно этой части.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА ХВОСТОВОГО РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ | 2007 |
|
RU2360765C2 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА РЕЖУЩЕГО ИНСТРУМЕНТА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ С ГОРИЗОНТАЛЬНОЙ КАМЕРОЙ ПРЕССОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353468C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2060864C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2065340C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННОЙ ДЕТАЛИ И КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2005579C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1993 |
|
RU2056979C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2031760C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 1992 |
|
RU2007282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ИЗ ПЕНОПОЛИСТИРОЛА ДЛЯ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК | 2012 |
|
RU2510304C2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ЗАЛИВКОЙ И ДОЗИРОВАНИЕМ РАСПЛАВЛЕННОГО МЕТАЛЛА | 1992 |
|
RU2006341C1 |


Сущность изобретения: газифицируемая модель выполнена из легированного и нелегированного пенополистирола, при этом из легированного пенополистирола выполнен лишь элемент модели, формирующий режущую часть литой заготовки. Пресс-форма для изготовления газифицируемых моделей литых заготовок режущего инструмента имеет извлекаемый контейнер, отделяющий объем рабочей полости, формирующей легированный элемент модели, от остальной части модели из нелегированного подвспененного пенополистирола, при этом контейнер выполнен в виде тонкостенной обечайки. 2 с. и 1 з. п. ф-лы, 6 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литье по газифицируемым моделям: Инженерная монография./Под ред | |||
| Ю.А.Степанова | |||
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
