Изобретение относится к обработке металлов давлением, а именно к получению биметаллов и многослойного проката, и может быть применено в металлургической промышленности и машиностроении.
Известны способы получения биметаллов и многослойного проката, сущность которых заключается в том, что перед прокаткой многослойного пакета поверхности соединяемых металлов определенным образом подготавливают. По одному способу на них наносят слой из поверхностно-активного материала [1] , по другому способу - тонкие поверхностные слои компонентов расплавляют электронными лучами [2] .
Известны способы получения биметаллов, в которых используется схема всестороннего сжатия прокатываемой заготовки, состоящей из нескольких компонентов, например прокатка в клети с закрытым калибром [3] .
Недостатком описанных аналогов является трудоемкая подготовка поверхностей соединяемых металлов при прокатке многослойного пакета, а также невозможность достижения значительных степеней деформации, необходимых для качественного сваривания между собой компонентов многослойной заготовки.
Наиболее близким по технической сущности к изобретению является способ изготовления биметаллических труб [1] , который осуществляется на стане периодического действия. Поверхности компонентов трубной биметаллической заготовки подготавливают - обезжиривают, зачищают, осуществляют коаксиальную сборку, а затем прокатывают.
При этом зона обжатия заготовки при прокатке имеет три участка. На участке редуцирования заготовку обжимают по диаметру, на обжимном участке - как по диаметру, так и по толщине стенки на длине 0,15-0,30 от всей длины участка, третий участок - калибрующий.
Вследствие того, что максимальное обжатие достигается только на 1/3 обжимного участка, при прокатке многослойной заготовки наблюдается скольжение слоев друг относительно друга, что исключает возможность получения данным способом многослойных труб.
Цель изобретения - расширение технологических возможностей способа за счет увеличения числа слоев получаемых заготовок.
Это достигается тем, что в способе получения многослойных заготовок прокаткой, включающем сборку слоев с подготовленными поверхностями и последующую прокатку на стане периодического действия с изменением деформации по участкам обжимной зоны, согласно изобретению заготовку деформируют методом шаговой прокатки и после достижения на участке обжимной зоны, кратном величине регулируемой подачи, суммарной деформации 70-80% , ее обжимают по гиперболическому закону. Это позволяет создать в зоне деформации условия, благоприятные к устойчивому схватыванию компонентов между собой как в случае трубных заготовок, так и многослойных полос.
Многослойную заготовку с предварительно подготовленными поверхностями всех ее компонентов задают в валки на величину регулируемой подачи. Объем заготовки, поданной в валки при сформировавшемся очаге деформации, можно разделить на три зоны: первая - зона захвата и нарастания обжатия; вторая - зона постоянного частного обжатия; третья - зона убывания обжатия или калибрующая зона. Для реализации способа предлагается использовать стан прокатки-ковки (ПК).
Процесс ПК шаговый, т. е. за один рабочий ход клети после подачи заготовки валки обожмут на заготовке объем подачи металла. Определяющей при прокатке многослойной заготовки на стане ПК является вторая зона, ее длина зависит от размеров исходной заготовки и режима обжатия. В том случае, если длина второй зоны кратна величине подачи заготовки в валки, ее можно разделить на участки, которые характеризуются глубиной проработки прокатываемой заготовки.
Проведенные исследования показывают, что при частных обжатиях во второй зоне, лежащих в интервале 20-30% от общего обжатия, получены наилучшие результаты сваривания компонентов многослойной заготовки между собой. Таким образом, перед третьей - калибрующей зоной заготовка продеформирована на 70-80% общего обжатия. При деформации ниже 70% будет наблюдаться скольжение слоев и отсутствие между ними надежного сваривания. Если деформация превышает 80% , то чрезмерная длина второй зоны и малая величина частного обжатия в ней также не позволяют получить прочного соединения компонентов многослойной заготовки.
Третья - калибрующая зона представляет собой часть объема подачи, ограниченного поверхностью, которая описывается в плоскости по гиперболическому закону. Это позволяет плавно, без нарушения межслойных границ достичь нужной деформации с упрочнением поверхности прокатываемой заготовки.
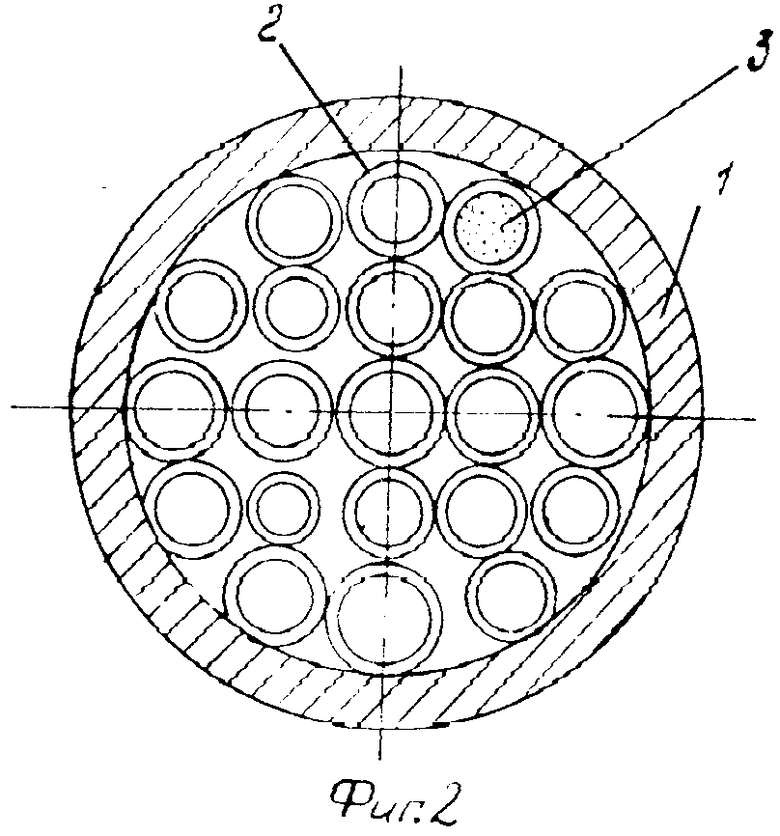
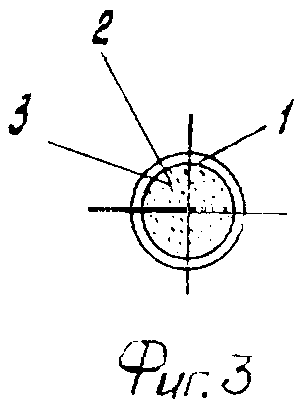
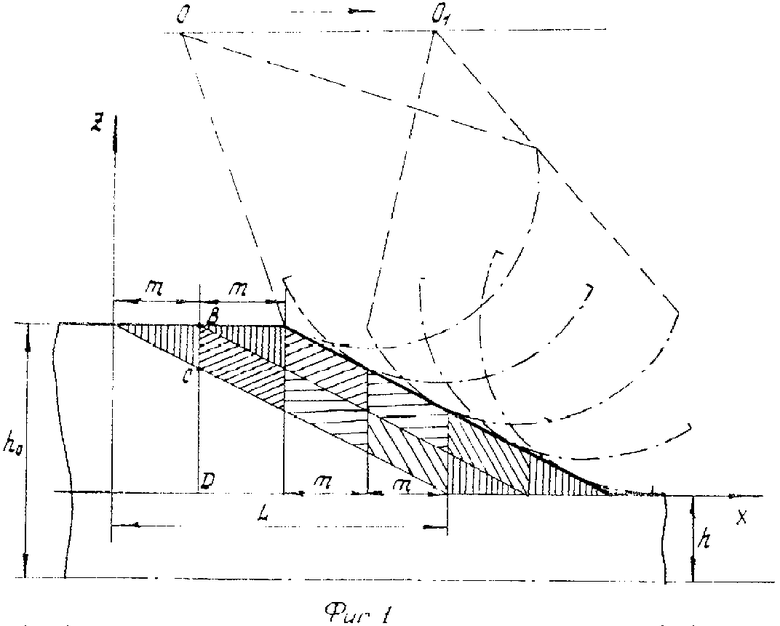
На фиг. 1 показана схема деформации на стане прокатки-ковки с выделением участка, кратного величине разовой подачи -m; на фиг. 2 возможная схема сборки исходной заготовки; на фиг. 3 - схема заготовки, полученной при прокатке композиционной заготовки на стане ПК.
Согласно предлагаемому способу на стане ПК-120 были прокатаны образцы на Dк = 8 мм (см. фиг. 3) из исходных заготовок, схема сборки которых показана на фиг. 2. Оболочка (1)-алюминиевая толстостенная труба Dоб = 36 мм, с толщиной стенки t = 7 мм. 38 алюминиевых тонкостенных трубок 2 D1 = 3,5 мм, заполненных порошком сверхпроводящего материала 3, упакованы в оболочку.
Прокатанные натуральные образцы при проверке подтвердили целостность сформированных в них сверхпроводящих волокон и сохранение функциональных свойств сверхпроводящего материала. Таким образом, возможно изготовление узлов современных электрических машин с использованием новых композиционных материалов, полученных прокаткой.
Предлагаемое техническое решение по сравнению с прототипом имеет следующие преимущества: расширяет технологические возможности путем увеличения числа слоев, прокатываемых методом шаговой прокатки заготовок; возможно получение не только трубных заготовок, но и многослойных пакетов, составленных из полос; прокатка композиционных заготовок с содержанием порошковых компонентов; снижение брака при получении слоистых труб на 10-15% по сравнению с прототипом. (56) 1. Авторское свидетельство СССР N 764900, кл. B 23 K 20/04, 1980.
2. Заявка ФРГ N 053625755, кл. B 23 K 20/04, 1988.
3. Заявка Японии N 62-19273, 1989.
4. Авторское свидетельство СССР N 1346377, кл. B 23 K 20/04, 1987.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННОЙ ПОЛОСЫ ПРОКАТКОЙ | 1991 |
|
RU2057628C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1992 |
|
RU2037346C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1997 |
|
RU2118209C1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1991 |
|
SU1802439A1 |
| Способ шаговой прокатки | 1991 |
|
SU1834724A3 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1995 |
|
RU2085311C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСОВЫХ ПРЯМОУГОЛЬНЫХ ВЫСОКОТОЧНЫХ ПРОФИЛЕЙ | 1994 |
|
RU2062671C1 |
Использование: в металлургической и машиностроительной промышленностях для получения биметаллов и многослойного проката. Сущность изобретения: способ включает сборку слоев с подготовленными поверхностями и последующую шаговую прокатку. После достижения суммарной деформации 70 - 80% на участке обжимной зоны, кратном величине регулируемой подачи, заготовку обжимают по гиперболическому закону. Технический эффект: способ позволяет получать заготовки с тремя и более слоями, композиционные заготовки, содержащие порошковые компоненты. 3 ил.
СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ПРОКАТКОЙ, включающий сборку слоев с подготовленными поверхностями и последующее ее деформирование прокаткой на стане периодического действия с изменением деформации по участкам обжимной зоны, отличающийся тем, что, с целью расширения технологических возможностей способа за счет увеличения числа слоев получаемых заготовок, заготовку деформируют методом шаговой прокатки и после достижения на участке обжимной зоны, кратном величине регулируемой подачи, суммарной деформации, равной 70 - 80% , обжимают по гиперболическому закону.
