Изобретение относится к прокатному производству, а именно к способам шаговой прокатки заготовок.
Известен способ шаговой прокатки двумя взаимно перпендикулярными комплектами валков, расположенными в одной плоскости [1]. В каждом цикле прокатки заготовку обжимают одновременно двумя комплектами валков переменного радиуса. После каждого шага деформации заготовку кантуют на угол 45o для исключения образования заусенцев ("усов") на полученных профилях.
Недостатком этого способа являются низкие технологические возможности. Этим способом могут быть получены с большой вытяжкой только симметричные профили (круг, квадрат) или другие профили по правилу вписанных фигур.
Наиболее близким к предлагаемому способу является способ шаговой прокатки [2], осуществляемый двумя взаимно перпендикулярными комплектами валков переменного радиуса. Деформация заготовки при этом способе начинается одновременно двумя комплектами валков, при дальнейшей деформации комплекты валков постепенно смещают друг относительно друга, заканчивают деформацию одновременно двумя комплектами валков.
В начале обжатия при одновременной деформации заготовки комплектами начинается образование заусенца. При дальнейшем обжатии несмотря на смещение валков вдоль оси прокатки образовавшийся заусенец остается на заготовке.
Таким образом, применение указанного технического решения не дает эффекта получения качественного проката без заусенцев без использования правила вписанных фигур. Следовательно, основным недостатком этого технического решения является низкое качество получаемого проката.
Изобретение решает задачу повышения качества получаемого проката.
Поставленная задача достигается тем, что в известном способе шаговой прокатки, включающем обжатие заготовки двумя комплектами взаимно перпендикулярных валков, смещенных друг относительно друга вдоль оси прокатки, каждый из которых имеет калибрующий и обжимной участки, согласно изобретению, одновременное обжатие вторым комплектом с первым начинают после установки начала конуса деформации, полученного первым комплектом валков в рассматриваемом цикле шаговой прокатки, в плоскости осей второго комплекта валков на расстоянии (LK -L/2) в сторону исходной заготовки, где LK - длина калибрующего участка валков, L - длина готового профиля, получаемого в каждом цикле шаговой прокатки, причем прокатку калибрующим участком осуществляют на длине не менее полутора длин готового профиля, получаемого в каждом цикле шаговой прокатки.
Заявляемые условия проведения процесса деформации полосы приводят к одинаковым условиям деформации каждым комплектом валков, обеспечивая высокую точность по обрабатываемым ими сторонам полосы при минимальных значениях длин калибрующих участков обоих комплектов валков, что повышает качество получаемого проката.
Сущность предполагаемого изобретения поясняется схемами (фиг. 1-4) прокатки двумя комплектам валков, выполненными в виде горизонтальной и вертикальной пар.
На фиг. 1 показано положение конусов деформации со стороны первого и второго комплектов валков, полученных в предыдущем цикле деформации, а также положение конусов деформации, полученных первым и вторым комплектами валков в рассматриваемом цикле деформации;
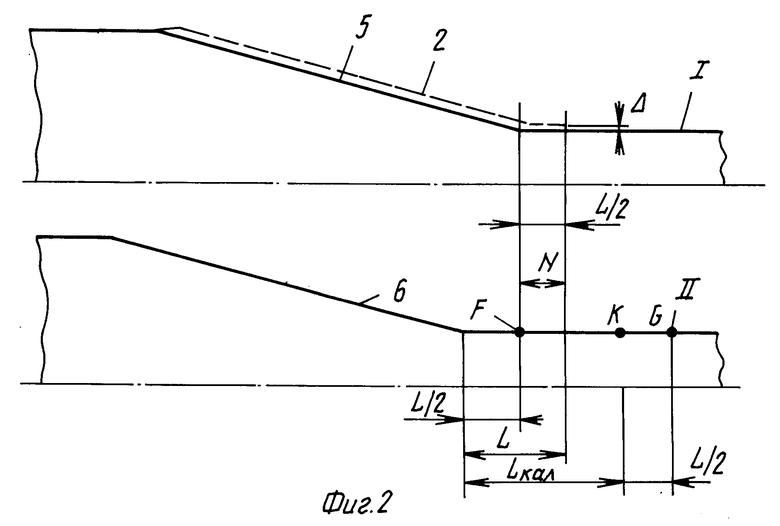
на фиг. 2 - положение конусов деформации со стороны первого и второго комплектов валков, полученных вторым комплектом валков в рассматриваемом цикле деформации;
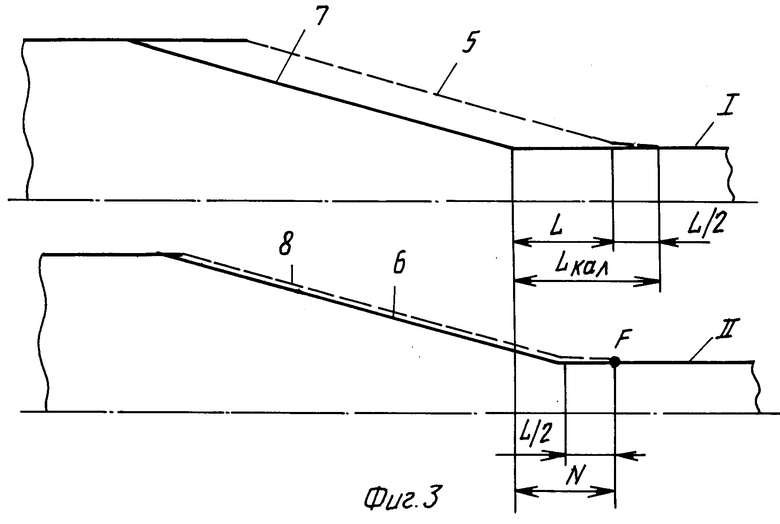
на фиг. 3 - положение конусов деформации со стороны первого и второго комплектов валков, полученных первым комплектом валков в последующем цикле деформации;
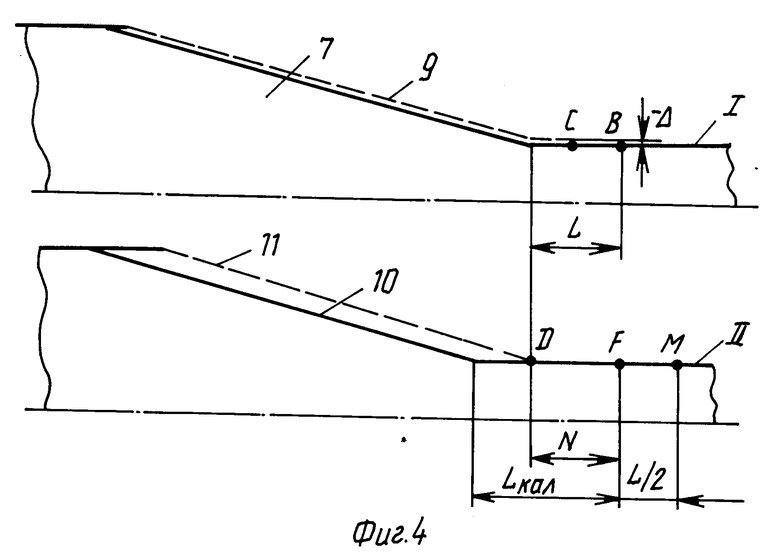
на фиг. 4 - положение конусов деформации со стороны первого комплекта и второго комплекта валков, полученных вторым комплектом валков в последующем цикле деформации.
На указанных фигурах обозначены:
1 - положение конуса деформации со стороны первого комплекта валков, полученного в предыдущем цикле прокатки;
2 - положение конуса деформации со стороны первого комплекта валков, полученного первым комплектом валков в рассматриваемом цикле прокатки;
3 - положение конуса деформации со стороны второго комплекта валков, полученного вторым комплектом валков в предыдущем цикле прокатки;
4 - положение конуса деформации со стороны второго комплекта валков, полученного за счет поперечного течения металла при выкатке конуса деформации первым комплектом валков в рассматриваемом цикле прокатки;
5 - положение конуса деформации со стороны первого комплекта валков, полученного за счет поперечного течения металла при выкатке конуса деформации 6;
6 - положение конуса деформации со стороны второго комплекта валков, полученного вторым комплектом валков в рассматриваемом цикле прокатки;
7 - положение конуса деформации со стороны первого комплекта валков, полученного первым комплектом валков в следующем цикле прокатки;
8 - положение конуса деформации со стороны второго комплекта валков, полученного за счет поперечного течения металла при выкатке конуса деформации 7;
9 - положение конуса деформации со стороны второго комплекта валков, полученного за счет поперечного течения металла при выкатке конуса деформации 10;
10 - положение конуса деформации со стороны второго комплекта валков, полученного вторым комплектом валков в следующем цикле прокатки.
Перед прокаткой в рассматриваемом цикле прокатки конус деформации I со стороны первого комплекта валков имеет положение 1 (фиг. 1), а конус деформации со стороны второго комплекта валков II имеет положение 3. После деформации первым комплектом валков в рассматриваемом цикле конус деформации со стороны первого комплекта валков будет иметь положение 2. При этом на полосе выкатывается готовый профиль длиной L калибрующим участком валка длиной Lкал.
Одновременно за счет уширения полосы (поперечной деформации) конус деформации II со стороны второго комплекта валков изменит свои размеры и его положение 3 сменится на положение 4. Готовый профиль на конусе деформации II (фиг. 1), полученном в предыдущем цикле прокатки, на длине L/2 также изменит свои размеры, его высота увеличится на величину Δ. Для доведения готового профиля на этой части длины до требуемых размеров необходима его дополнительная деформация, которая производится вторым комплектом валков в рассматриваемом цикле прокатки. Выполнение этой операции вторым комплектом валков возможно, если протяженность калибрующего участка валков превышает значение LK≥L + L/2 = 1,5 L. Для этого второй комплект валков (фиг. 2) должен начать прокатку в точке K при нахождении их осей от начала конуса деформации в положении 2, полученного первым комплектом валков в рассматриваемом цикле прокатки, на расстоянии Lm - L/2 (см. расстояние KF). В частном случае, когда LK = 1,5 L расстояние KF равно L (фиг. 2). Прокатка вторым комплектом валков в рассматриваемом цикле прокатки (фиг. 2) приведет к получению конуса деформации 6, а конус деформации 2 со стороны первого комплекта валков получит поперечную деформацию и займет положение 5, и на этой стороне полосы увеличится высота готового профиля на величину Δ на длине L/2.
В следующем цикле прокатки для доведения готового профиля первым комплектом валков до требуемых размеров очевидно необходимо, чтобы длина калибрующего участка была равна LK≥1,5 L (фиг. 3). Тогда на полосе со стороны первого комплекта валков выкатывается готовый профиль требуемых размеров и конус деформации 7. При этом на полосе со стороны второго комплекта валков конус деформации за счет поперечной деформации займет положение 8 вместо положения 6. Готовый профиль на длине L/2 на этой части полосы аналогично предыдущему циклу прокатки изменит свои размеры. Доведение готового профиля до требуемых размеров вторым комплектом валков возможно, если он начнет деформацию на расстоянии N = LK - L/2 от начала конуса деформации, полученного первой парой валков в рассматриваемом цикле прокатки, а длина калибрующего участка будет равна LK > 1,5 L.
Уменьшение или увеличение расстояния N приводит к ухудшению условий получения качественного проката. Так, например, при N = LK прокатка вторым комплектом валков согласно фиг. 2 начнется в точке G при нахождении начала конуса деформации, полученного первым комплектом валков, на линии, проходящей через точку F (расстояние GF равно LK). В следующем цикле прокатки первым комплектом валков будет получен конус деформации 7 (фиг. 3). Второй комплект валков в этом цикле начнет прокатку из точки M (фиг. 4), находящейся на расстоянии Lкал от точки D, которая расположена в плоскости, проходящей через начало конуса деформации, полученного первым комплектом валков в данном цикле прокатки. При этом вторым комплектом валков будет получен конус деформации 11, а на конусе деформации 9 поперечная деформация начнется в точке B (фиг. 4).
В последующем цикле прокатки первый комплект валков начнет деформацию из точки C и на длине BC готовый профиль не будет деформироваться калибрующим участком первого комплекта валков. Следовательно, качество готового профиля со стороны первого комплекта валков будет хуже, чем со стороны второго комплекта валков. Конечно, улучшить качество готового профиля можно за счет увеличения длины калибрующего участка валков, но в любом случае условия получения качественного готового профиля со стороны первого комплекта валков останутся хуже, чем со стороны второго комплекта валков.
Аналогичные рассуждения можно провести и для условий, когда N > LK - L/2 (N= LK). В этом случае в худших условиях по качеству получаемого проката будет находиться готовый профиль со стороны второго комплекта валков.
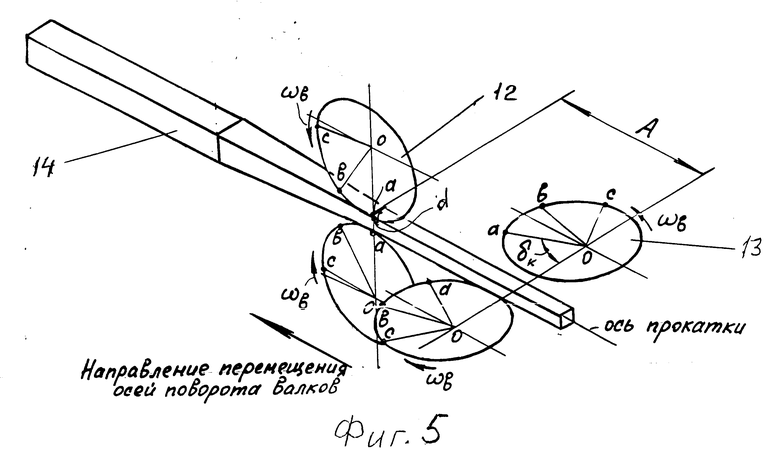
Процесс осуществления предлагаемого способа прокатки проиллюстрирован на фиг. 5-10 на примере деформации заготовки в двух взаимно перпендикулярных парах валков, т.е. каждый комплект включает два валка.
На фиг. 5 показано положение комплектов валков в момент начала деформации калибрующим участком первого комплекта валков и отсутствие контакта заготовки со вторым комплектом валков;
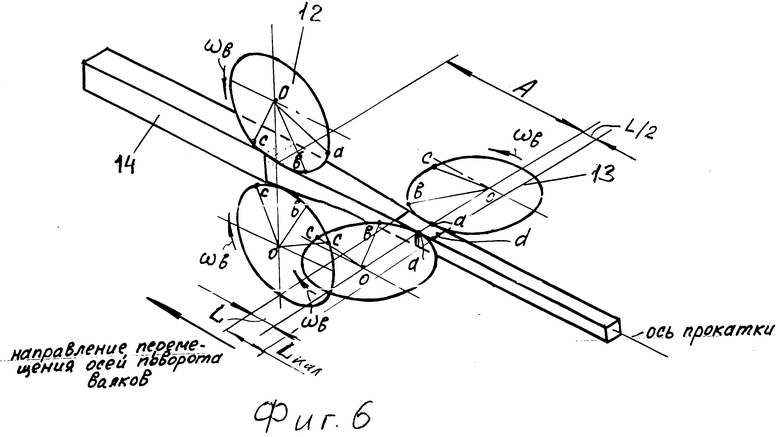
на фиг. 6 - начало процесса шаговой прокатки калибрующим участком второго комплекта валков и процесс прокатки обжимным участком второго комплекта валков;
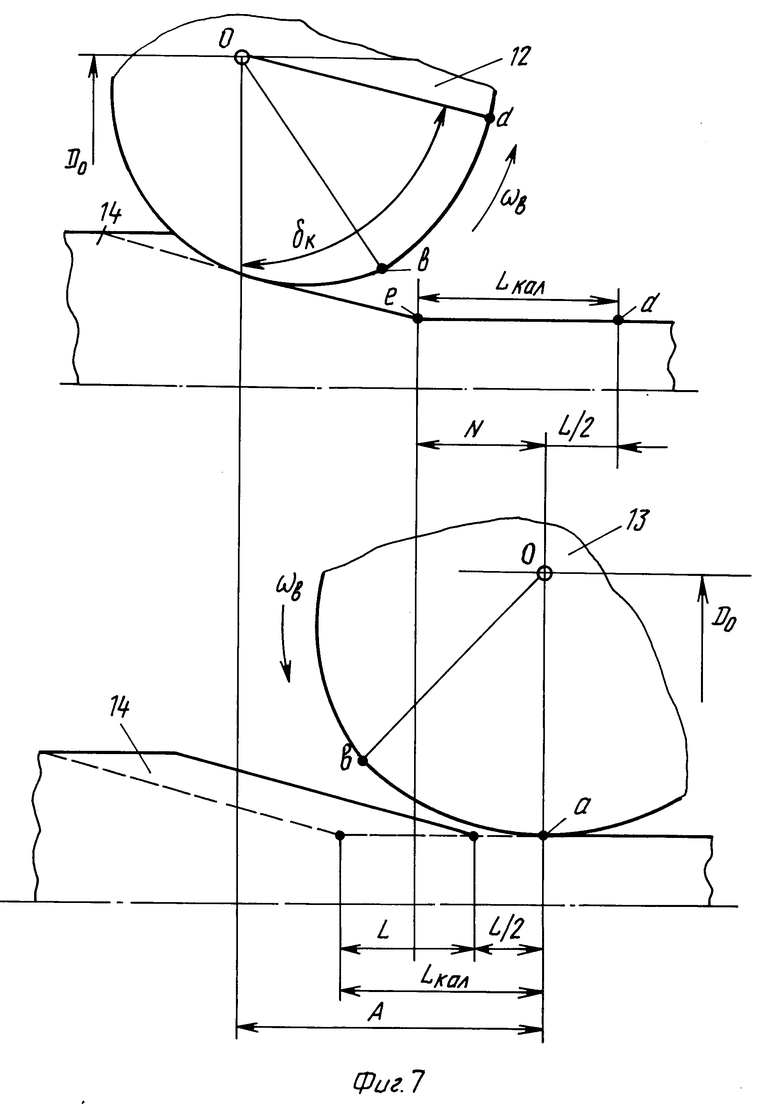
на фиг. 7 - положение комплектов валков в начальный момент одновременного обжатия заготовки двумя комплектами валков;
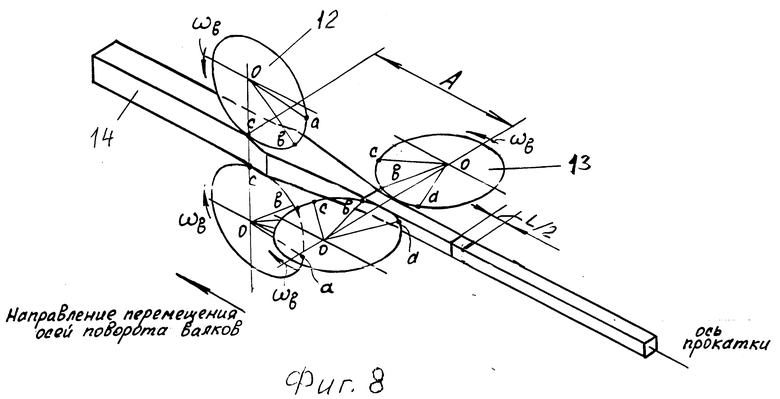
на фиг. 8 - окончание процесса прокатки обжимным участком первого горизонтального комплекта валков и процесса прокатки калибрующим участком второго (вертикального) комплекта валков;
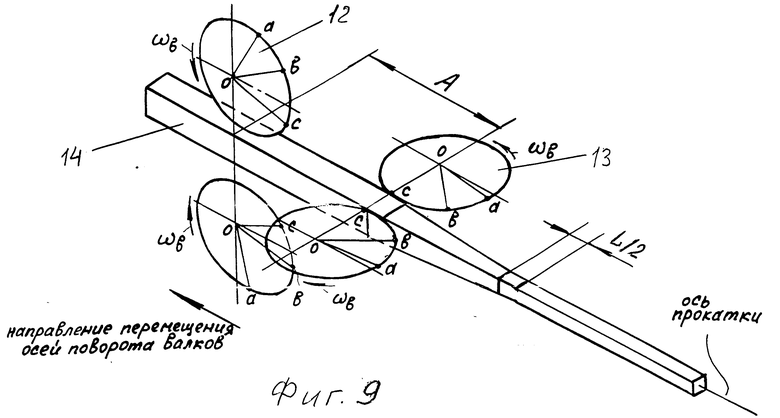
на фиг. 9 - положение первого (горизонтального) комплекта валков при отсутствии контакта с заготовкой и окончание процесса шаговой прокатки вторым (вертикальным) комплектом валков;
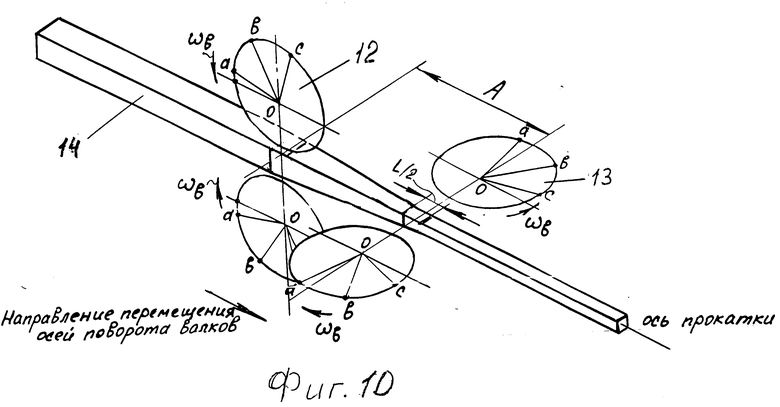
на фиг. 10 - положение комплектов валков во время обратного хода осей поворота валков при отсутствии контакта их с заготовкой.
Деформацию заготовки ведут следующим образом.
Оси поворота валков О горизонтального 12 и вертикального 13 комплектов валков, смещенных друг относительно друга вдоль оси прокатки на величину А, совершают возвратно-поступательное движение вдоль оси прокатки. При этом валки постоянно вращаются в одном направлении с угловой скоростью ωв (фиг. 5-10). Угловое положение горизонтального комплекта валков смещено относительно углового положения вертикального комплекта на угол δк , который определяется из соотношения
где
RK1 - катающий радиус при прокатке горизонтальным комплектом валков, определяемый, например, из условия баланса энергии в каждом мгновенном очаге деформации;
L - длина готового профиля, получаемого в каждом цикле шаговой прокатки.
В установившемся процессе процесс шаговой прокатки, характеризующийся выкатанным на заготовке 14 конусом деформации, первоначально в контакт с заготовкой 14 вступает калибрующий участок ab горизонтального комплекта валков (фиг. 5). В это время рабочая поверхность вертикального комплекта валков не контактирует с заготовкой 14. После поворота горизонтального 12 и вертикального 13 комплектов валков на угол δк и относительного перемещения заготовки и осей валков вдоль оси прокатки на величину A + L/2 в контакт с заготовкой 14 вступает калибрующий участок ab длиной LK = 1,5 L вертикального комплекта валков 13 (фиг. 6, 7). При этом расстояние от вертикальной линии, проходящей через ось поворота валка комплекта 13 до начала конуса деформации, полученного валком комплекта 12, равно N = LK - L/2 (фиг. 3). Горизонтальный комплект валков 12 в это время деформирует металл обжимным участком bc.
Начало деформации заготовки валками комплекта 13 после установки начала конуса деформации (точка e) на расстоянии LK - L/2 от плоскости осей О поворота валков комплекта 13 обеспечивает одинаковые условия формирования готового профиля обеими парами валков. Длина калибрующего участка LK 1,5 L является минимальным значением этого расстояния, обеспечивающим получение качественного готового профиля.
При дальнейшем повороте валков (фиг. 8) обжимные участки комплектов валков 12, 13 одновременно деформируют заготовку 14. После этого рабочая поверхность первого (горизонтального) комплекта валков 12 теряет контакт с заготовкой (фиг. 9), а второй (вертикальный) комплект 13 валков своим обжимным участком bc продолжает деформацию заготовки. В следующие моменты времени при вращении валков в том же направлении оба комплекта валков 12, 13 не контактируют с заготовкой 14, а их оси перемещаются относительно заготовки 14 в обратном направлении (фиг. 9). После потери контакта металла с валками комплектов 12, 13 заготовка 14 с помощью специального задающего устройства перемещается в сторону готового профиля на величину подачи.
В дальнейшем описанный процесс шаговой прокатки повторяется.
Предлагаемый способ шаговой прокатки в указанных режимах реализован на опытном стане шаговой прокатки, установленном в Челябинском государственном техническом университете. На стане осуществлялась прокатка квадратных профилей со стороной 10 мм и прямоугольных полос 10•15, 10•20 мм, 15•20 мм из исходной заготовки ⊘ 30 мм. Эффективность предлагаемых режимов шаговой прокатки полностью подтвердилась.
Предлагаемый способ шаговой прокатки наиболее целесообразно применять при малотоннажном производстве профилей из черных и цветных металлов в металлургии и машиностроении.
Источники информации:
1. Емельяненко П.Т. Пильгерстаны, МТВУ, 1937.
2. А. С. N 622515. Способ шаговой прокатки. Выдрин В.Н., Березин Е.Н., Дремин В.Г. Опубл. Б.И. N 33, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1992 |
|
RU2037346C1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| Способ шаговой прокатки | 1991 |
|
SU1834724A3 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ПРОКАТКОЙ | 1991 |
|
RU2006354C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2339467C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2252830C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 2007 |
|
RU2340416C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1991 |
|
SU1802439A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК | 1995 |
|
RU2085311C1 |
Изобретение может быть использовано при малотоннажном производстве профилей из черных и цветных металлов в металлургии и машиностроении. Технический результат: повышение качества и точности получаемого проката. Способ включает обжатие заготовки двумя комплектами взаимно перпендикулярных валков. Валки смещены друг относительно друга вдоль оси прокатки. Каждый валок имеет калибрующий и обжимной участки. Одновременное обжатие вторым комплектом валков с первым начинают после установки начала конуса деформации. Конус деформации получают первым комплектом валков в плоскости, отстоящей от плоскости осей второго комплекта валков в сторону исходной заготовки на расстоянии, зависимом от длины калибрующего участка валков и длины готового профиля. Прокатку калибрующим участком осуществляют на длине не менее полутора длин готового профиля, получаемого в каждом цикле шаговой прокатки. 10 ил.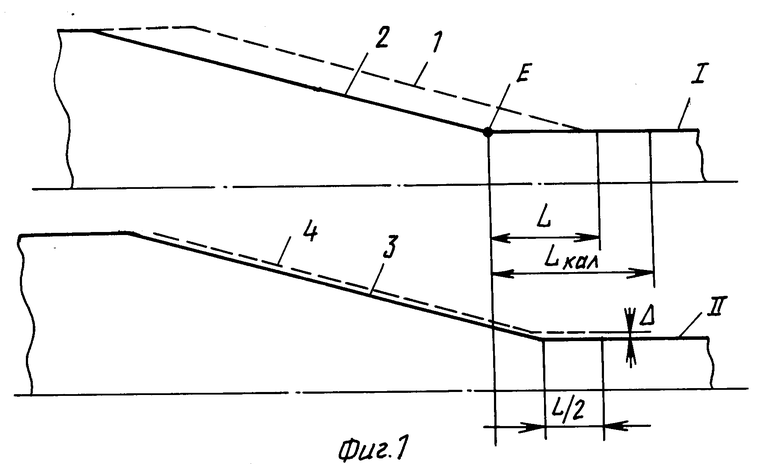
\\\1 Способ шаговой прокатки, включающий обжатие заготовки двумя комплектами взаимно перпендикулярных валков, смещенных относительно друг друга вдоль оси прокатки, каждый из которых имеет калибрующий и обжимной участки, отличающийся тем, что одновременное обжатие вторым комплектом валков с первым начинают после установки начала конуса деформации, полученного первым комплектом валков в рассматриваемом цикле шаговой прокатки, в плоскости, отстоящей от плоскости осей второго комплекта валков на расстоянии L<Mv>к<D> - (L/2) в сторону исходной заготовки, где L<Mv>к<D> - длина калибрующего участка валков, L - длина готового профиля, получаемого в каждом цикле шаговой прокатки, причем прокатку калибрующим участком осуществляют на длине не менее полутора длин готового профиля, получаемого в каждом цикле шаговой прокатки.
| Способ прокатки заготовок | 1976 |
|
SU622514A1 |
| ВАЛОК ДЛЯ ШАГОВОЙ ПРОКАТКИ КВАДРАТНЫХ ПОЛОС | 1991 |
|
RU2006300C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ ЗАГОТОВКИ | 1994 |
|
RU2072140C1 |
| FR 1597076 C, 31.07.70 | |||
| Приводная станция струговой установки | 1989 |
|
SU1652540A1 |
