Изобретение относится к защите металлов от коррозии, в частности к электролитическому нанесению защитных неорганических покрытий на детали химического оборудования.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ электролитического нанесения покрытий на металлы, в том числе на алюминий, в щелочном электролите при напряжении до 1000 В при начальной плотности анодного тока 25-50 А/дм2 и конечной плотности тока 5-20 А/дм2.
Недостатком этого способа является также необходимость использования мощного по энергетике источника питания для получения покрытия на крупногабаритных деталях химического оборудования.
Целью изобретения является использование менее мощного источника питания для нанесения покрытий на крупногабаритные детали при сохранении качества покрытия.
Это достигается тем, что обрабатываемую деталь погружают в щелочной электролит первоначально на 5-10% ее общей поверхности при начальной плотности анодного тока 5-25 А/дм2, а дальнейшее погружение детали в электролит осуществляют равномерно со скоростью, определяемой соотношением
S/τ = 0,38 + 1,93 i, где S - общая площадь поверхности детали;
τ - время погружения;
i - начальная плотность анодного тока.
Предлагаемый способ отличается от известного тем, что обрабатываемую деталь погружают в электролит первоначально только частично. При этом на поверхности, смоченной электролитом, удается сформировать первоначальное покрытие при плотности тока 5-25 А/дм2 менее мощным источником питания. При дальнейшем контролируемом увеличении смачиваемой электролитом поверхности (путем поднятия уровня электролита в ванне или погружением детали в ванну) происходит перераспределение мест загорания микродуг. На вновь смоченном электролитом участке детали интенсивно загораются микродуги. На той поверхности, где уже частично сформировалось покрытие, происходит только закрытие единичных пор. Равномерное же погружение детали в электролит со скоростью, определяемой предложенным соотношением, обеспечивает получение равномерного по толщине покрытия по всей поверхности детали. При этом первоначальное погружение в электролит ≥ 5% поверхности обрабатываемой детали обеспечивает условия для перераспределения микродуг на вновь смачиваемой поверхности. Погружение в электролит > 10% поверхности обрабатываемой детали приводит к необходимости увеличения мощности источника тока.
Примеры осуществления способа.
Образцы из алюминия АД-1 помещали в электролитическую ванну с электролитом состава, г/л: жидкое стекло 32,8 Полифосфат 4,0 Арзамит (порошок) 4,0 Вода, л до 1
Вторым электродом служила ванна с рубашкой охлаждения.
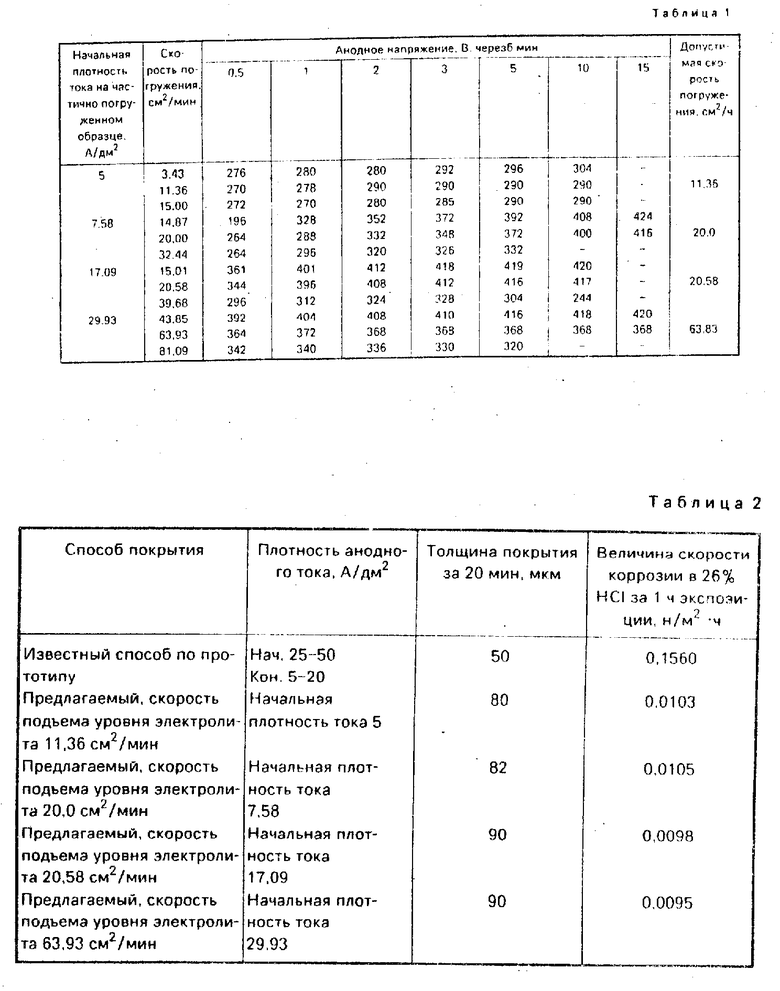
Образцы первоначально погружали на 5-10% всей поверхности и задавали плотность тока на этой части образца 5-25 А/дм2. Дальнейшее погружение образцов в электролит производилось с различной скоростью, определяемой предложенным соотношением, при фиксированно начальной величине тока.
Результаты приведены в табл. 1.
В табл. 2 представлены сравнительные свойства покрытий, полученных по известному и предлагаемому способу.
Из данных табл. 2 следует, что при предлагаемом способе формирования покрытия толщина покрытия за 20 мин нанесения и антикоррозионные свойства покрытия лучше, чем покрытия, полученного по известному способу.
Для формирования покрытия известным способом на поверхности площадью 40 дм2 при полном первоначальном погружении и плотности тока 25 А/дм2 необходимо задать величину тока 1000 А.
Использование предлагаемого способа с первоначальным погружением детали только на 5-10% общей поверхности и при плотности тока 25 А/дм2 позволяет формировать такое же покрытие при величине тока 50-100 А.
Таким образом, предлагаемый способ формирования покрытия позволяет получать на крупногабаритных деталях химического оборудования коррозионно-стойкие покрытия, используя в 10-20 раз менее мощный источник питания, при этом сохранив антикоррозионные свойства получаемого покрытия. (56) Авторское свидетельство СССР N 926083, кл. C 25 D 9/06, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ СИЛИКАТНОГО ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ УГЛЕРОДИСТОЙ СТАЛИ | 1992 |
|
RU2031981C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2006 |
|
RU2324771C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2286405C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2286406C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ СИЛИКАТНОГО ПОКРЫТИЯ НА АЛЮМИНИЕВУЮ ДЕТАЛЬ | 1993 |
|
RU2065895C1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ ДЕТАЛЕЙ ХИМИЧЕСКОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2010040C1 |
| Способ электролитического нанесения силикатного покрытия | 1991 |
|
SU1792458A3 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1999 |
|
RU2149929C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ ИЗ ВЕНТИЛЬНЫХ МЕТАЛЛОВ | 2000 |
|
RU2171865C1 |
| СПОСОБ УДАЛЕНИЯ ПЛЕНКИ НИТРИДА ТИТАНА С ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2039851C1 |
Использование: защита металлов от коррозиии на заводах, эксплуатирующих химическое оборудование. Сущность изобретения: покрытие формируют, предварительно погрузив деталь в электролит на 5 - 10% от площади ее поверхности при начальной плотности анодного тока 5-25 А/дм2, а дальнейшее погружение осуществляют равномерно со скоростью, определяемой соотношением S/τ=0.38+1.93i = 0,38 + 1,93i, где S - общая площадь поверхности детали, дм2; τ - время погружения, мин, i - начальная плотность анодного тока, А/дм2. 2 табл.
СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ СИЛИКАТНОГО ПОКРЫТИЯ НА АЛЮМИНИЕВУЮ ДЕТАЛЬ путем ее погружения в щелочной электролит, отличающийся тем, что процесс ведут при начальной плотности анодного тока 5- 25 А/дм2, причем деталь сначала погружают на 5 - 10% от площади поверхности, а дальнейшее погружение осуществляют равномерно со скоростью, определяемой соотношением
S / τ = 0,38 + 1,93i ,
где S - общая площадь поверхности детали, дм2;
τ - время погружения, мин;
i - начальная плотность анодного тока, А/дм2.
