Изобретение относится к технологии формирования на поверхности металлической детали покрытия, противостоящего коррозии и абразивному износу, и может быть использовано, в частности, для нанесения неорганических покрытий на детали из вентильных металлов, используемых в оборудовании химической, добывающей промышленности, а также в оборудовании других отраслей промышленности.
Известен способ электролитического нанесения покрытий на металлы, в том числе на алюминий (см. авторское свидетельство СССР N 926083, кл. C 25 L 9/06, 1997), включающий полное погружение детали в щелочной электролит при напряжении до 1000 В и начальной плотности тока 25-50 А/дм2, с последующим установлением плотности тока 5-20 А/дм2, причем, площадь электрода выбирают больше площади обрабатываемой детали.
Недостатком этого известного способа является необходимость использования мощного по энергетике источника питания, так как для осуществления этого известного способа требуется большой энерговклад по всей поверхности детали на протяжении длительного времени.
Прототипом выбирается известный способ электролитического микродугового нанесения силикатного покрытия на алюминиевую деталь (см. патент Российской Федерации N 2006531 C1 МКИ C 25 D 11/04, опубликован 30.01.94, Бюл. N 2), включающий предварительное погружение детали в щелочной электролит на 5 - 10% от площади ее поверхности, причем процесс ведут при начальной плотности тока 5-25 А/дм2, а дальнейшее погружение детали в электролит осуществляют равномерно со скоростью, определяемой соотношением
S/t = 0,38 + 1,93*j
где S - общая площадь поверхности детали, дм2;
t - время погружения, мин;
j - начальная плотность анодного тока, А/дм2,
при этом используют электрод, имеющий площадь больше площади обрабатываемой детали.
Прототип также имеет существенные недостатки, которые аналогичны предыдущему известному способу. При этом обработка может быть выполнена только для деталей с простой формой поверхности, что обусловлено невозможностью введения в соотношении для скорости параметров обрабатываемой сложной поверхности, учитывающих ее немонотонное изменение.
Таким образом, если снижать энергетическую мощность источника питания, то необходимо постепенное погружение детали в электролит, что вызывает поэтапное увеличение активной зоны микродугового заряда. Это приводит к неравномерности распределения энерговклада в еще непокрытую поверхность в зависимости от времени и, как следствие, неоднородных эксплуатационных свойств покрытия по поверхности. Если не снижать энергетическую мощность источника питания, то необходимо полное погружение детали в электролит, что приводит к превращению в активную зону микродугового разряда всей поверхности детали и формирование однородного и качественного покрытия на поверхности детали.
Задачей настоящего изобретения является усовершенствование известного способа путем разрешения упомянутых противоречивых требований, предъявляемых к нему, а именно, получить однородное и качественное покрытие на поверхности детали при полном погружении детали в электролит и одновременном использовании энергетически маломощного источника питания, а также при расширении номенклатуры обрабатываемых деталей в сторону крупногабаритных деталей.
Поставленная задача решена так, что в известном способе электролитического нанесения покрытия на деталь из вентильного металла, включающего погружение детали в электролит и нанесение покрытия с использованием ответного электрода, согласно настоящему изобретению, деталь полностью погружают в электролит, электроду предварительно и в соответствии с конфигурацией детали придают форму, выбирают его площадь, по меньшей мере, на порядок меньше площади обрабатываемой поверхности детали, причем нанесение покрытия ведут путем сканирования электродом вдоль поверхности детали.
Есть вариант развития, по которому после погружения детали в электролит создают столб электролита высотой не менее высоты, которую определяют по следующей формуле:
H = 1,42h
где H - высота столба электролита над деталью;
h - ширина ответного электрода.
По другому варианту предлагается сканирование осуществлять путем одновременного перемещения электрода и обрабатываемой поверхности детали относительно друг друга.
Такое новое техническое решение всей своей совокупностью существенных признаков - создания малой активной зоны микродуговых разрядов и ей соответствующего перемещения по поверхности детали позволяет достичь снижения энергетической мощности источника питания, экономить электролит и сформировать качественное покрытие.
По сравнению с прототипом, заявленный способ имеет существенные отличия. Кроме того, анализ патентной и научно-технической информации, проведенный заявителем, показал, что предлагаемое изобретение отвечает критерию новизны. Однако отдельные его существенные отличительные признаки известны в другой совокупности существенных признаков. Так, из аналога известно применение признака "полного погружения детали в электролит". Однако в известном случае этот признак требует применения энергетически мощного источника питания, что вызвано необходимостью поддерживать большой энерговклад в активную зону, которой является вся поверхность детали в течение длительного времени.
В нашем случае ситуация иная. При полностью погруженной детали в электролит используют электрод не только в соответствии с конфигурацией детали, но и с площадью, по меньшей мере, на порядок меньше площади поверхности обрабатываемой детали, а также придают перемещения малой по размеру активной зоне микродуговых разрядов.
Из прототипа известно перемещение детали относительно электрода, который имеет площадь, по крайней мере, не менее площади поверхности обрабатываемой детали. Это не позволяет считать данное перемещение сканированием поверхности обрабатываемой детали, т.к. малая по размеру активная зона микродуговых разрядов постепенно увеличивается до большой зоны.
В нашем случае особенно в наилучшем варианте исполнения способа электрод сканирует вдоль поверхности обрабатываемой детали, в том числе и при соответствующем перемещении детали, которая полностью погружена в электролит.
Таким образом, предлагаемое изобретение можно признать новым.
Предлагаемое изобретение обладает изобретательным уровнем, так как оно для специалиста логически не следует из известного уровня техники и его создание для него является неожиданностью.
Как в аналоге, так и в прототипе площадь электрода выбирают больше при равной площади поверхности обрабатываемой детали. В нашем случае электрод выбирают с площадью, по меньшей мере, на порядок меньше поверхности детали. Кроме того, нанесение покрытия ведут в режиме сканирования электродом вдоль поверхности детали, что позволяет, по сравнению с известными способами, получить эффект равномерного формирования слоя покрытия при снижении мощности источника.
Причем, если выполнить электрод с площадью, меньшей площади обрабатываемой поверхности детали в 5-8 раз, а не на порядок, то качество покрытия, а, в сущности, результат от сканирования резко снижается и, в конечном итоге, соответствует эффекту, достигаемому как в прототипе или в аналоге.
Практически применяемость предлагаемого изобретения подтверждается ниже следующим описанием и поясняется чертежом.
Настоящий способ электролитического микродугового нанесения покрытия на деталь из вентильного металла реализуется на стандартном оборудовании следующим образом.
Изобретение иллюстрируется чертежом.
В ванну 1, заполненную электролитом 2, полностью погружают обрабатываемую деталь 4, имеющую, например, круглую, квадратную или иную форму. В качестве электролита 2 может быть выбран соответственно щелочной или кислотный состав. Их выбор определяется обрабатываемым материалом, а также предъявляемыми требованиями к детали. В зависимости от конфигурации обрабатываемой детали 3 выбирают форму электрода 4, который должен соответствовать форме обрабатываемой поверхности. Если конфигурация детали 3 прямолинейная и плоская, то форму электрода 4 формируют плоской, а площадь его задают, по меньшей мере, на порядок меньше площади обрабатываемой детали 2. Затем наносится покрытие на поверхность обрабатываемой детали 3 путем сканирования электродом 4 по упомянутой поверхности. Причем, сканирование можно вести при любых траекториях перемещения электрода 4 вдоль поверхности детали 3. При этом наилучший вариант осуществления предлагаемого способа происходит при следующих дополнительных действиях, а именно: погружают деталь 3 в электролит 2 с созданием над ней столба электролита 2 высотой, которую определяют по формуле:
H = 1,42h,
где H - высота столба электролита 2 над деталью 3;
h - ширина ответного электрода 4;
1,42 - коэффициент, полученный экспериментально.
Сканирование осуществляется путем одновременного перемещения электрода 4 и обрабатываемой поверхности детали 3 относительно друг друга.
Примеры осуществления предлагаемого способа электролитического микродугового нанесения покрытия на деталь из вентильного металла.
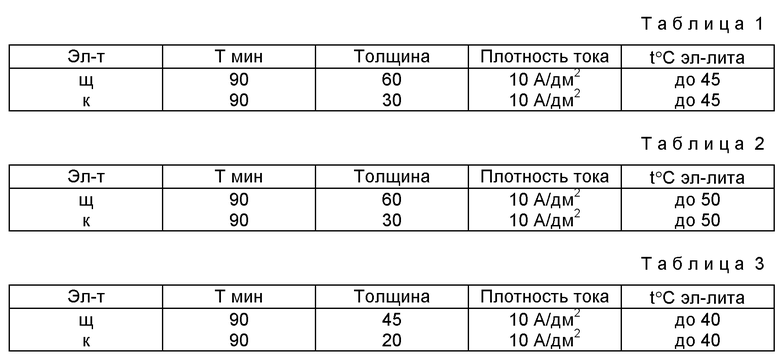
Пример 1. Деталь 3 цилиндрической формы из дюраля Д16-Т погружали полностью в ванну 1, заполненную электролитом 2, который имел состав, г/л: жидкое стекло 6, едкий калий 2, вода.
Ответным электродом служила пластина, выполненная из нержавеющей стали. Площадь электрода составляла 1/20 площади поверхности детали.
Нанесение покрытия осуществляли методом сканирования. Детали придавали вращательное движение с помощью механического привода (привод на чертеже не показан) от двигателя РД-1, при этом обрабатываемая поверхность перемещалась относительно ответного электрода.
Результаты обработки представлены в табл. 1.
Второй вариант реализации способа - все аналогично, кроме состава электролита, г/л: кислота H3PO4 3, жидкое стекло 7, вода.
Результат представлен в той же таблице.
Пример 2.
Способ реализовывался аналогично примеру 1, но высота столба электролита контролировалась и составляла H = 1,42h, где h - ширина ответного электрода.
Результаты представлены в табл. 2
Пример 3.
Способ реализовывался аналогично примеру 1, но площадь ответного электрода составляла 1/30 от площади обрабатываемой поверхности и ответному электроду было сообщено возвратно-поступательное движение посредством механического привода (на чертеже не показан) с использованием двигателя РД-1.
То есть, было задействовано 2 направления сканирования - горизонтальное - вращательное движение детали; вертикальное - возвратно-поступательное движение электрода.
Результаты приведены в табл. 3.
Вывод к примеру 1:
а) Процесс сканирования не ухудшает качества покрытия.
б) Температура электролита ниже, чем при прочих равных условиях при использовании известного способа.
в) Толщина покрытия несколько ниже, чем при прочих равных условиях при использовании известного способа.
г) Для обработки одинаковых деталей при сканировании используется источник питания меньшей мощности.
Вывод к примеру 2:
а) Результаты, представленные в табл. 2, идентичны результатам в табл. 1.
б) В способе используется меньший объем электролита, что вызвало незначительное повышение его температуры.
Вывод к примеру 3:
а) Результаты, представленные в табл. 3, идентичны результатам в табл. 1.
б) Использование электрода меньшей площади не влияет на качество покрытия, но приводит к уменьшению толщины, за то же время обработки. При этом свойства полученных сканированием покрытий не отличаются от свойств покрытий, полученных при традиционном способе (сплав Д16):
Микротвердость - 15-18 ГПа
Коэффициент трещиностойкости - 0,25 - 0,35
Модуль упругости - 330 - 360 ГПа.
Таким образом, предлагаемый способ электролитического микродугового нанесения покрытий на детали из вентильных металлов может быть реализован на многих предприятиях, имеющих стандартное оборудование для электролитических микродуговых процессов. При этом расширяются возможности оборудования на маломощных установках, а также можно обрабатывать крупногабаритные детали, которые не представлялось возможным обработать традиционным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2286405C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2006 |
|
RU2324771C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ЭЛЕКТРОПРОВОДЯЩЕЕ ИЗДЕЛИЕ | 2005 |
|
RU2286406C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ДЕТАЛЯХ ИЗ МЕТАЛЛОВ И СПЛАВОВ В РЕЖИМЕ КОМПРЕССИОННОГО МИКРОДУГОВОГО ОКСИДИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2324014C2 |
| СПОСОБ МИКРОПЛАЗМЕННОЙ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ЭЛЕКТРОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1999 |
|
RU2149929C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ ДЕТАЛИ В ПРОЦЕССЕ ОСАЖДЕНИЯ | 2010 |
|
RU2467097C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ СИЛИКАТНОГО ПОКРЫТИЯ НА АЛЮМИНИЕВУЮ ДЕТАЛЬ | 1993 |
|
RU2065895C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ВЕНТИЛЬНОГО МЕТАЛЛА ИЛИ ЕГО СПЛАВА | 2020 |
|
RU2736943C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ СИЛИКАТНОГО ПОКРЫТИЯ НА АЛЮМИНИЕВУЮ ДЕТАЛЬ | 1992 |
|
RU2006531C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ОКСИДИРОВАНИЯ ВЕНТИЛЬНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2005 |
|
RU2283901C1 |
Изобретение относится к технологии формирования покрытий и может быть использовано в химической, добывающей и других отраслях промышленности. Электроду придают форму в соответствии с конфигурацией обрабатываемой поверхности детали и выбирают его площадь, по меньшей мере, на порядок меньше площади обрабатываемой поверхности детали, затем деталь полностью погружают в электролит, а нанесение покрытия ведут путем сканирования электродом вдоль поверхности детали. Технический результат: расширение номенклатуры обрабатываемых деталей в сторону крупногабаритных при использовании маломощного источника питания. 2 з.п. ф-лы, 1 ил., 3 табл.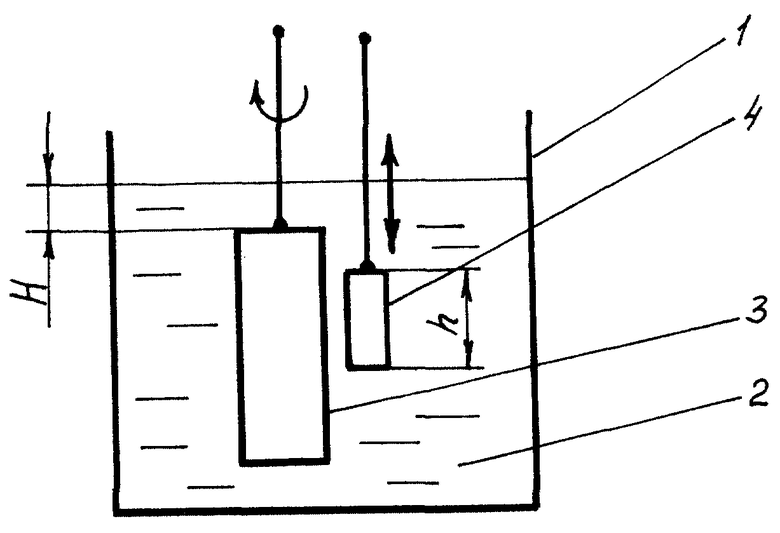
H = 1,42h,
где Н - высота столба электролита над деталью;
h - ширина ответного электрода.
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО МИКРОДУГОВОГО НАНЕСЕНИЯ СИЛИКАТНОГО ПОКРЫТИЯ НА АЛЮМИНИЕВУЮ ДЕТАЛЬ | 1992 |
|
RU2006531C1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ ДЕТАЛЕЙ ХИМИЧЕСКОГО ОБОРУДОВАНИЯ | 1992 |
|
RU2010040C1 |
| Гидродинамическая передача | 1957 |
|
SU115503A1 |
| БЕСКОНТАКТНЫЙ ПНЕВМАТИЧЕСКИЙ ПРИБОР | 0 |
|
SU280886A1 |
