Изобретение относится к черной и цветной металлургии, а точнее к машинам непрерывного литья заготовок горизонтального типа.
Известно несколько типов валковых механизмов. Среди них, валковые механизмы с перехватом заготовки авт. св. N 7709754, кл. В 22 D 11/128, 1978).
Недостатками данных механизмов являются:
большие габариты, обуславливающие сложность в размещении оборудования на многоручьевых машинах;
низкая точность перемещения заготовки с высокой частотой;
ограниченность силовых характеристик;
недостаточная цикличность работы механизма.
Наиболее близким по технической сущности к изобретению является устройство для вытягивания слитка, содержащее приводной и прижимной валки.
Недостатками данного устройства являются:
сложность конструкции ролика;
ограниченность диапазона регулирования;
возможность применения механизма только для круглых заготовок;
возможность образования дефектов на поверхности слитка;
недостаточная цикличность работы устройства.
Таким образом, данное устройство обладает невысокими эксплуатационными качествами и имеет ограниченную возможность для получения качественной заготовки.
Целью изобретения является улучшение эксплуатационных качеств за счет повышения цикличности работы механизма, повышение качества получаемой заготовки.
Поставленные цели достигаются путем создания валкового механизма вытягивания машин непрерывного литья заготовок, содержащего нижний и верхний валки, при этом, согласно изобретению, механизм снабжен гидромоторами, установленными в валках, причем корпус соответствующего гидромотора жестко связан с соответствующим валком, а валы гидромоторов неподвижны относительно станины, на которой они установлены, причем управляющие каналы гидромоторов связаны с гидроблоком управления.
Такое конструктивное решение позволяет улучшить эксплуатационные качества механизма путем повышения цикличности работы устройства, повысить точность перемещения заготовки, повысить качество получаемого слитка, а также уменьшить металлоемкость и повысить надежность, упростить конструкцию, сократить время ремонта и обслуживания.
Оснащение механизма вытягивания гидромоторами, установленными в валках, корпуса которых жестко связаны с соответствующим валком, а валы установлены неподвижно относительно станины на которой они установлены, причем управляющие каналы гидромоторов связаны с гидроблоком управления, позволяет уменьшить металлоемкость и габариты механизма, что важно для многоручьевых машин, осуществить требуемый режим вытягивания заготовки, в соответствии с заданной программой (АСУ).
Таким образом, достигается достаточно высокая цикличность механизма вытягивания, улучшаются эксплуатационные качества механизма и повышается качество получаемой заготовки.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявленный механизм вытягивания (МВ) отличается оснащением встроенных в валки гидромоторов, корпуса которых жестко связаны с валками, а валы их установлены неподвижно относительно станины на которой они установлены, причем управляющие каналы гидромоторов связаны с гидроблоком управления.
Таким образом, заявленное техническое решение соответствует критерию "новизна".
Анализ известных технических решений в исследуемой области позволяет сделать вывод об отсутствии в них признаков, сходных с существующими отличительными признаками в заявленном МВ, и признать заявляемое решение соответствующим критерию "существенные отличия".
На фиг. 1 изображен МВ заготовок; на фиг. 2 - циклограмма.
Механизм вытягивания содержит две пары валков 1 и 2, как минимум один из валков каждой пары 1,2 содержит неполноповоротные гидромоторы 3 и 4, расположенные в валках 1 и 2, корпуса которых жестко связаны с валками 1 и 2, валы 5 и 6 установлены неподвижно относительно станины, на которую они опираются. Блок управления 7 содержит пропорциональную распределительную и направляющую гидроаппаратуру и связан посредством управляющих каналов с гидромоторами 3 и 4. Валки 1,2 оснащены гидроцилиндрами прижима 8,9.
МВ работает следующим образом.
Заготовка прижимается к нижним валкам верхними валками 1 и 2 при помощи гидроцилиндров прижима 8 и 9. Углы поворота гидромоторов 3 и 4 и диаметры валков 1 и 2, в которые встроены гидромоторы 3 и 4, выбираются так, чтобы дискретно поворачиваясь, валы 1 и 2 осуществляли 5-10 шагов вытягивания слитка. Вторая пара валков 2 включается в режим вытягивания на двух последних шагах вытягивания, совершаемых первой парой валков. Этим достигается синхронизация режима вытягивания при переключении валковых систем. Величина шага вытягивания слитка контролируется по датчику положения (ДП).
Возможно осуществление нескольких режимов вытягивания заготовок: "вытягивание-обратный ход-останов" или "вытягивание-останов".
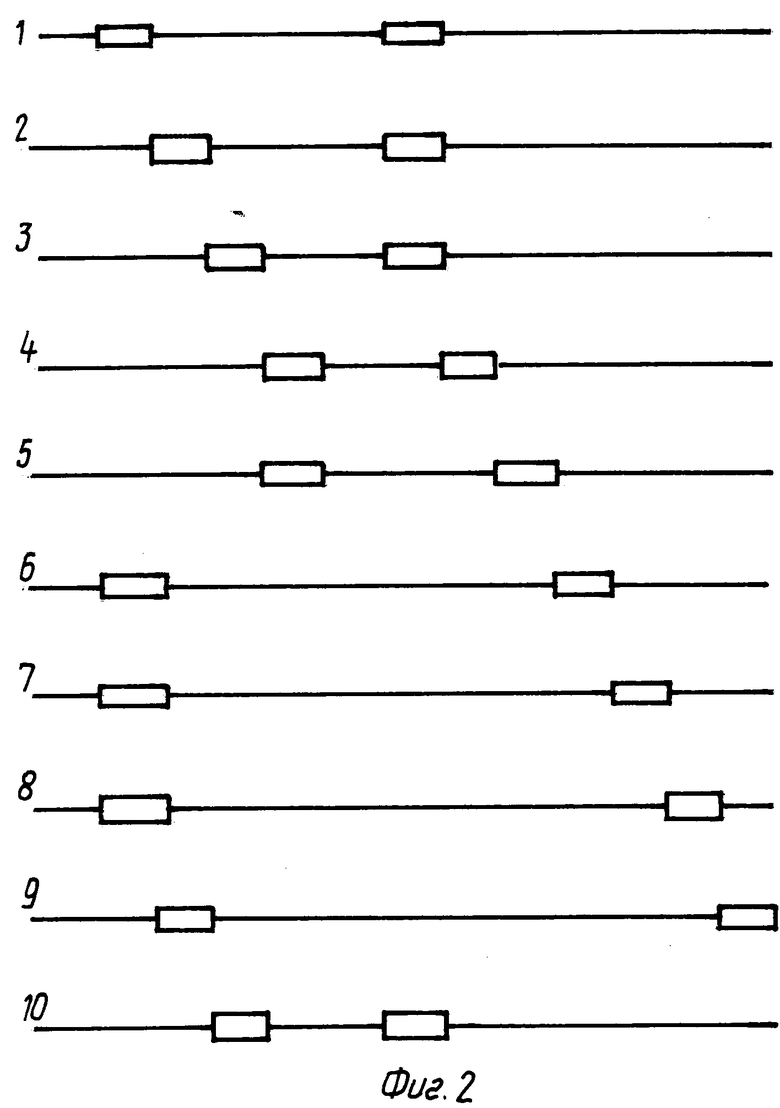
К конкретному примеру выполнения изобретения прилагается циклограмма работы тянущего устройства.
Предлагаемый МВ имеет график работы, представленный на фиг. 2.
На верхней горизонтали в зацеплении с заготовкой находится валковая пара 1, а валковая пара 2 - в резервной позиции. На четвертой горизонтали в зацеплении с заготовкой находятся обе валковые пары, причем основную роль в вытягивании играет гидромотор 3, а гидромотор 4 поворачивается синхронно с гидромотором 3. На следующей горизонтали перемещение заготовки осуществляется валковой парой 2, а гидромотор 3 возвращается в исходное положение. На девятой горизонтали валковая пара 1 вступает в зацепление с заготовкой, и цикл повторяется. Каждый из гидромоторов 3,4 во время зацепления с заготовкой осуществляет цикл "вытягивание-обратный ход-останов" или "вытягивание-останов". Число циклов каждого из гидромоторов 3 и 4 зависит от угла поворота и диаметра валка, в котором они установлены.
Таким образом, использование заявленного технического решения позволяет за счет оснащения механизма вытягивания неполноповоротными гидромоторами, определенным образом встроенными в валки и связанными через управляющие каналы с гидроблоком управления, улучшить эксплуатационные качества механизма, повысить цикличность работы и качество получаемой заготовки.
(56) Авторское свидетельство СССР N 547285, кл. В 22 D 11/128, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МНОГОРУЧЬЕВОГО ЛИТЬЯ ПРУТКОВЫХ ЗАГОТОВОК | 1995 |
|
RU2084312C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КУСКОВОГО ФЕРРОСПЛАВА | 2000 |
|
RU2169637C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| МАШИНА ДЛЯ ГИБКИ ЛИСТОВОГО ПРОКАТА | 1992 |
|
RU2019333C1 |
| МЕХАНИЗМ КАЧАНИЯ КРИСТАЛЛИЗАТОРА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2437740C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС | 1989 |
|
RU2044581C1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| ЗАТРАВКА МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2424081C1 |
| ПРЕСС СРАЩИВАНИЯ ДРЕВЕСИНЫ ПО ДЛИНЕ | 2001 |
|
RU2181662C1 |
| Способ непрерывного литья заготовок | 1980 |
|
SU933197A1 |
Сущность изобретения: валковый механизм содержит две пары валков 1 и 2, неполноповоротные гидромоторы 3 и 4, валы 5 и 6 гидромоторов, блок управления 7, гидроцилиндры 8 и 9 прижима. Корпус каждого гидромотора жестко связан с соответствующим нижним валком. 2 ил.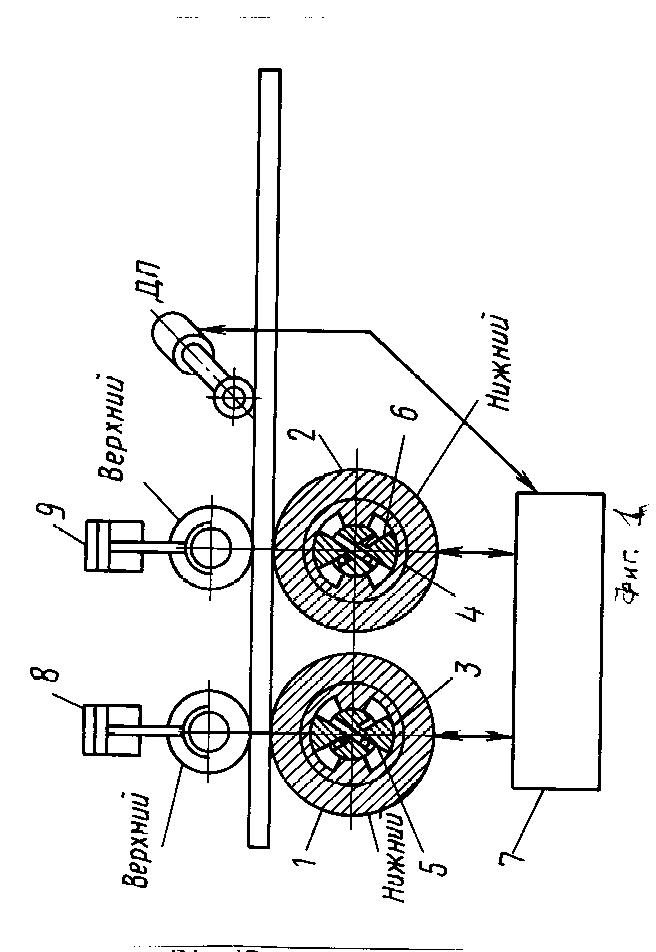
ВАЛКОВЫЙ МЕХАНИЗМ ВЫТЯГИВАНИЯ МАШИН НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащий две пары нижних и верхних валков, отличающийся тем, что, с целью улучщения эксплуатационных характеристик за счет повышения цикличности работы при одновременном повышении качества получаемой заготовки, он снабжен гидромоторами, установленными в каждом из нижних валков, и гидроблоком управления, при этом корпус каждого гидромотора жестко связан с соответствующим валком, а управляющие каналы гидромоторов связаны с гидроблоком управления.
