(5А) СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ совмещения процессов не-пРЕРыВНОгО лиТья и пРОКАТКи | 1979 |
|
SU839666A1 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| Устройство автоматического регулирования скорости качания кристаллизатора машины непрерывного литья заготовок | 1980 |
|
SU969444A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| Способ непрерывного горизонтального литья заготовок | 1984 |
|
SU1256850A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015810C1 |
| Способ непрерывной разливки алюминия | 1978 |
|
SU899239A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2012 |
|
RU2494833C1 |
| Способ непрерывного горизонтального литья металлов и сплавов | 1980 |
|
SU1011329A1 |
| Система автоматизации совмещенного литейно-прокатного агрегата непрерывного действия | 1979 |
|
SU884843A1 |
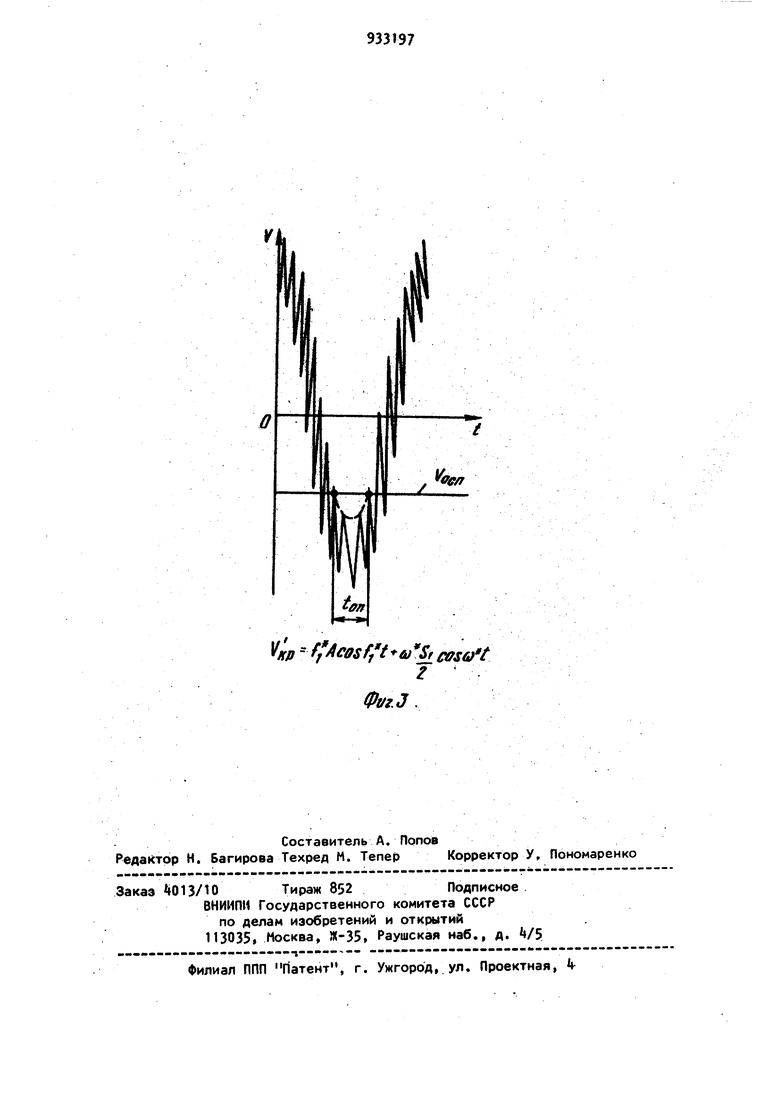
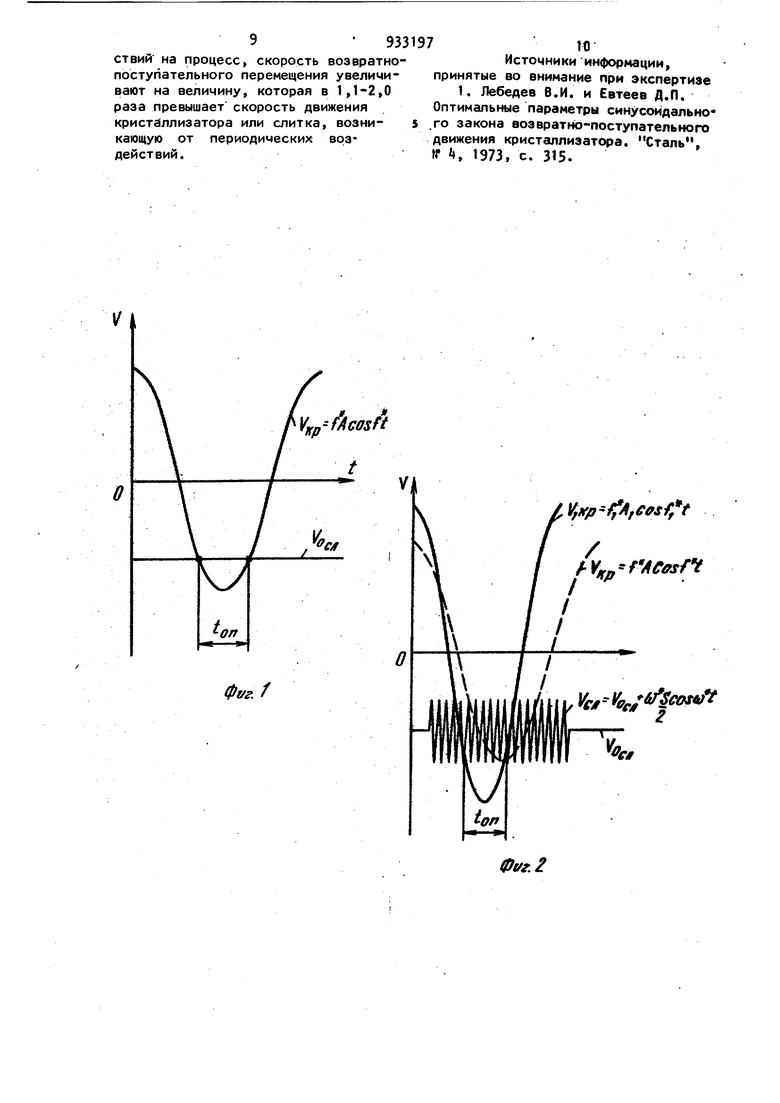
, Изобретение относится к метаяяургии, конкретно к непрерывному литью металлов. Известен способ непрерывного литья, при котором жидкий металл подают в кристаллизатор с последующим вытягиванием формирующегося слитка, при этом кристаллизатор совершает возвратно-поступательное перемещение с определенной частотой f и амплитудой А, причем минимальное время движения кристаллизатора вниз со скоростью, большей скорости вытягивания слитка, должно быть не менее 0,3 с fl . Однако известный способ не обеспечивает непрерывности процесса литья, который может нарушиться при возникновении внешних периодических воздействий на него, поскольку в этом случае заданные скорости дви жения кристаллизатора и слитка не обеспечивают необходимого опережени Известно, что при движении крис таллизатора вверх, склонная к прилипаниям оболочка применисковой верхней части слитка, растягиваясь, разрывается. При опережении кристал лизатором слитка разрывы залечиваются (завариваются). Если опережение отсутствует, т.е. если скорость кристаллизатора при ходе вниз меньше скорости слитка, то разрывы не залечиваются и, достигнув при вытягивании слитка нижней части кристаллизатора, являются причиной прорывов жидкого металла, в результате чего дальнейший процесс литья прекращают, В практике эксплуатации машин непрерывного литья (КНЛЗ) возможны случаи, когда на движущийся с определенной скоростью слиток или кристаллизатор влияют внешние периодические воздействия, например гармонические колебания. Характерным примером такого внешнего гармонического воздействия на слиток являются вибрацион39ные колебания, возникающие на слитке в процессе его прокатки на планетарном стане в совмещенных литейно-прокатных агрегатах В этом случае частота колебаний вибрации слит ка соответствует числу ударов рабочих валков планетарного стана о заг товку (слиток) в процессе обжатия. Как правило, при существующих режимах прокатки эта частота колеблется в диапазоне tf - 0-50 Гц, а дополнительное виброперемещение составляет S - 0,2-0,6 мм, (при этом амплигуда равна- ;« 0,1-0,3 мм). Это - соответствует дополнительной скорос Ч S 4 ти, равной L (iUt, которая / накладывается на основную скорость вытягивания слитка .A Л® Ji круговая частота, равная (. 21CWПримером гармонического воздейсдвия на кристаллизатор может служить работающий вибратор, установленный на раме качания кристаллизатора. Следует отметить, что в насто ящее время вибраторы начинают находить все большее применение на МНЛЗ и предназначаются для улучшения качества отливаемых слитков, для уменьшения усилий трения в крис таллизаторе и других целей„ При это параметры колебаний, сообщаемых виб ратором, могут меняться в значитель ных пределах, например частота iJfj3 30-100 Гц, а амплитуда 0,01-0,5 мм (полное вибропере. мещение Sp - 0,02-1,0 мм). При рабрте вибратора с частотой ( амплитудой | на скорость движения кристаллизатора, качающего ся с частотой и амплитудой А, равну VKO- cos накладывается дополнительная скорость от вибратора равная TTCi/ YCos , где f и U) круговые частоты соответстве но равные: f. 21Г f ,(. Как правило, частота внешних гар монических воздействий в несколько десятков раз превышает частоту качания кристаллизатора, равную 1 2,5 Гц (60-150 качаний в мин). Наличие дополнительной скорости на слитке или кристаллизаторе нарушает условие, обеспечивающее наличие номинального времени опережения и приводит к прорывам жидкого металла под кристаллизатором. Цель изобретения - повышение стабильности процесса литья при возникновении внешних периодических воздействий на процесс. Цель достигается тем, что в способе непрерывного литья заготовок, включающем подачу жидкого металла в кристаллизатор, совершающий возвратно-поступательное перемещение с заданной .скоростью и вытягивание заготовки, при этом скорость движения кристаллизатора при ходе вниз превышает скорость вытягивания заготовки, скорость возвратно-поступательного перемещения увеличивают на величину, которая в 1,1-2,0 раза превышает скорость движения кристаллизатора или слитка, возникающую от периодических воздействий. На фиг. 1 дан график соотношения скоростей кристаллизатора и слитка при нормальном процессе литья; на фиг. 2 - график скорости кристаллизатора при наличии внешних гармонических воздействий на слиток; на фиг. 3 график скорости при наличии воздействий на кристаллизатор. Рассмотрим вариант, когда внешнее гармоническое воздействие приложено к слитКу. В этом случае на . основную скорость слитка накладывается дополнительная скорость, соответствую1чая частоте внешних гармонических воздействий и дополнительному перемещению слитка, возникающему при этом: Vg. cosu/ t. Таким образом, суммарная скорость слитка составляет |-Со5Ш -Ь. . В этом случае суммарная скорость слитка превышает максимальную скорость кристаллизатора, проведенную на фиг. 2 пунктиром и равную VKP f Acosf. Для того, чтобы при 31той скоростислитка соблюдг лось номинальное время опережения, кристаллизатору сообщают частоту f.i f и амплитуду , при которых его скорость превышает суммарную скорость слитка, т.е. Kp-f,4cosfJi v -. V -UU jCOSCft)
5
Рассмотрим другой пример, когд§ внешние гармонические воздействия приложены к кристаллизатору. В этом случае для обеспечения опережения должно соблюдаться условие
,.
т.е. наименьшая скорость кристаллизатора за время (фиг. 2 - пунктир) должна быть больше скорости слитка. .
Следует отметить также, что если внешние периодические воздействия будут влиять на слиток и кристаллизатдр одновременно, то и в этом случае можно подобрать такое движение кристаллизатора (с учетом динамики движений), при котором будет обеспечено номинальное время опережения.
Таким образом, описанные варианты предусматривают изменение скорости кристаллизатора для обеспечения номинального времени опережения. Необходимо отметить, что этот эффект можно получить и уменьшением скорости слитка до определенного значения без изменения скорости кристаллизатора Однако такой вариант обеспечения времени опережения нецелесообразен, так как в этом случае уменьшается производительность агрегата. Пример. В качестве объекта рассмотрим совмещенный литейнопрокатный агрегат. Выплавленный в электропечи жидкий металл (марка 55СМ5ФА) при из промежуточной емкости поступает в кристаллизатор сечением 80хбО мм машины непрерывного литья (МНЛ)о В кристаллизаторе МНЛ в процессе охлаждения жидкая ;сталь кристаллизуется, образуя твердую оболочку слитка, толщина которой нарастает во времени по мере увеличения длины отливаемой заготовки вплоть до полного его затвердевания. Вытягивание заготовки из кристаллизатора осуществляется тяну ще-правильным устройством со средней скоростью, равной 2,2 м/мин, которая контролируется на пульте управления, куда сигнал поступает от тахогенератора, установленного на приводе механизма тянуще-правильного устройства. При этом с момента начала вытягивания заготовки из кристаллизатора последнему начинают сообщать с помощью электромеханичёсг кого привода возвратно-поступатель-
976
ноеПеремещение по синусоидальному кинематическому закону со. средней частотой f - 1,25 Гц, синхронизированной со скоростью вытягивания, и с двойной амплитудой (полным ходом ремещения) равной Н - 15 мм.
Передний неровнь1й конец отливаемой заготовки после выхода из тянущправильного устройства обрезается устройством плазменной резки. Далее отливаемая заготовка продолжает движение по роликовой проводке, за которой установлены три пары направляющих приводных роликов, подающих заготовку в индуктор, установленный непосредственно перед участком прокатки.
Индуктор предназначен для дополнительного нагрева заготовки, температура которой на этом участке составляет около , до , необходимой для нормального процесса прокатки.
Выходящая из индуктора заготовка обжимается двумя вертикально расположенными валками задающей клети, которые подают ее непосредственно в планетарный стан для прокатки, приче скорость вращения валков задаюи ей клети синхронизирована со скоростью вытягивания заготовки, длина которой к этому моменту времени составляет более 20 м.
Планетарный стан содержит две пары сепараторов, расположенных в двух взаимно-перпендикулярных плоскостях и сдвинутых относительно вертикали на 5. На каждом из сепараторов установлено десять консольных рабочих валков диаметром 175 мм, предназначенных для прокатки отливаемой непрерывнолитой заготовки. Скорость вращения сепараторов также синхронизирована со скоростью вытягивания и составляет h 135 об/мин
В момент начала прокатки начинается совмещение процесса литья и прокатки, т.е. на МНЛ продолжает неч прерывно отливаться заготовка, а на участке прокатки она прокатывается, в результате чего получают конечный продукт - проволоку диаметром 8 мм.
При прокатке на двигающуюся со скоростью вытягивания заготовку накладывается дополнительное виброперемещение с частотой, равной частоте рабомих ударов рабочих валков о заготовку и составляющей и) г +5 Гц
79331978
1при скорости вращения сепараторов 1 В момент начала прокатки отливаеhp - 135 об/мин), и средним переме- мой заготовки, согласно предлагаемощением, равным 0,6 мм (при этом му способу совмещения, кристаллизаамплитуда А - 0,3 мм), зависящим от тору сообщают движение, учитывающе.е соотношения скоростей подачи заготов 5 динамику процесса, которое обеспечики в стан и вращения сепараторов, от температуры заготовки и других факторов. Вибрация заготовки препятствует залечиванию разрывов применисковой части заготовки, которые связаны с возвратно-поступательным перемеще нием кристаллизатора. Вследствие этого, когда незалечившийся разрыв по мере вытягивания заготовки достигает низа кристаллизатора (прибл зительно через с с момента начала совмещения), происходит прорыв жидкого металла, т.е. нарушение. В этом случае пропроцесса литья. В этом случае процесс литья прекращают, а .оставшийся в ковше жидкий металл сливают в изложницы., . Рассмотрим каково при этом соотношение скоростей кристаллизатора и слитка. Максимальная скорость кри таллизатора при ходе вниз равна V.p 2ltf Асов 2lгrt.э,l4.,25 (н 58,9 л м/ceк -3, W Пока нет вибрации на слитке, ско рость кристаллизатора - 3,53 м/ми и по абсолютной величине больше скорости слитка ,- м/мин. При этом время опережения, определяемое ФООМУЛОЙ :Чп() « гг-пг. 1С70 - (. А ,14-f,2.7,5 бО AiZ5 а -i О,2.гс И, как показывает расчет, находит в допускаемом диапазоне, равном 0,,3 с. При наличии вибрации суммарная максимальная скорость слитка равна СЛ- .сл f-COS .-2,Z-«-2.-З Д-Чб-ОД (--I): ,2-5,09--7, WMMH Как видно из расчета, VCA а следовательно, опережение-отсут ствует. вает опережение. Например, вместо частоты f г1,25 Гц а амплитуда А -- - 7,5 мм, кристаллизатору сообщают частоту качания., равную f - 2,0 Гц, а амплитуду А - 17 мм (полный ход перемещения кристаллизатора при этом составляет Н - 3 мм). Рассчитаем максимальную скорость движения кристаллизатора вниз при новых параметоахо V pl-Kf A COSaici t 2-3,44-2-l7-(-1)-jZf3,ff ,g Тьким образом, скорость кристал IIITZ; превышает лизатора у. мин по абсолютной величине суммарную максимальную скорость слитка, равную сх - 7.3 1 мин Следовательно, при таком соотношении обеспечивается опережение, которое при наличии вибрации на слитке обеспечивает залечивание разрывов корки и нормальный процесс литья о При этом время опережения составляетоп- 2-3,f4-2,0-17 -f/53c что является допустимым для нормального процесса литья. Формула изобретения Способ непрерывного литья заготовок, включающий подачу жидкого металла в кристаллизатор, совершающий возвратно-поступательное перемещение с заданной скоростью и вытягивание заготовки, при этом скорость движения кристаллизатора при ходе вниз превышает скорость вытягивания заготовки, о т л и ч а ю-щ и и с я тем, что, с .целью повышения стабилькости процесса литья при возникновении внешних периодических воздействий на процесс, скорость возвратнопоступательного перемещения увеличивают на величину, которая в 1,1-2«О раза превышает скорость движения кристаллизатора или слитка, возни- $ кающую от периодических воздействий. Фиг. f 93319
0fff.2 V p f/fcasff Источники информации, принятые во внимание при экспертизе 1. Лебедев 6.И. и Евтеев Д.П. Оптимальные параметры синусоидально го закона возвратно-поступательного движения кристаллизатора. Сталь, « , 1973, с. 315.
Кг/У f Acosft u)Sicffs6 f
г
fff.J.
