Изобретение относится к металлургии в области непрерывного литья металлов и может быть использовано при получении трубных заготовок из стали или чугуна.
Известна вертикальная машина полунепрерывного литья валковых заготовок, состоящая из кристаллизатора с механизмом качания, затравки и устройства для вытягивания заготовки (См., например, О.А.Баранов и др. Непрерывное литье чугуна. М.: Металлургия, 1968, стр.276, рис.101).
Недостатками известной машины являются сложность механизма вытягивания, а также трудоемкость процесса выемки отлитой заготовки из машины.
Известна вертикальная машина полунепрерывного литья стальных трубных заготовок, включающая ковш с жидким расплавом, металлоприемник, кристаллизатор с механизмом качания, затравку, тянущее устройство и приемную корзину для отливаемой заготовки (см., например, Молочников Н.В. и др. Полунепрерывная отливка стальных полых заготовок. М.: Металлургия, «Сталь», 1970, №5, стр.416).
Недостаток известной машины заключается в том, что при вытягивании затравка со слитком может смещаться с оси машины, что приводит к возникновению дефектов в трубной заготовке.
Техническим результатом предлагаемого изобретения является улучшение условий эксплуатации машины полунепрерывного литья металлических трубных заготовок, увеличение ее производительности, повышение качества отливаемых заготовок за счет предотвращения смещения затравки и заготовки с оси разливки.
Технический результат достигается тем, что в вертикальной машине полунепрерывного литья металлических трубных заготовок, содержащей расположенные по вертикали ковш с расплавом, металлоприемник, кристаллизатор с механизмом качания, затравку, тянущее устройство и приемную корзину для отливаемой заготовки, на внутренней поверхности корзины выполнены три продольные направляющие пластины, расположенные под углом 120°, а на головной части затравки размещены с возможностью взаимодействия с пластинами три ролика, при этом один из роликов установлен на затравке на подпружиненной опоре, а два других жестко соединены с ней.
Предлагаемое изобретение иллюстрируется следующими графическими материалами, где на:
фиг.1 приведена схема вертикальной машины полунепрерывного литья металлических трубных заготовок;
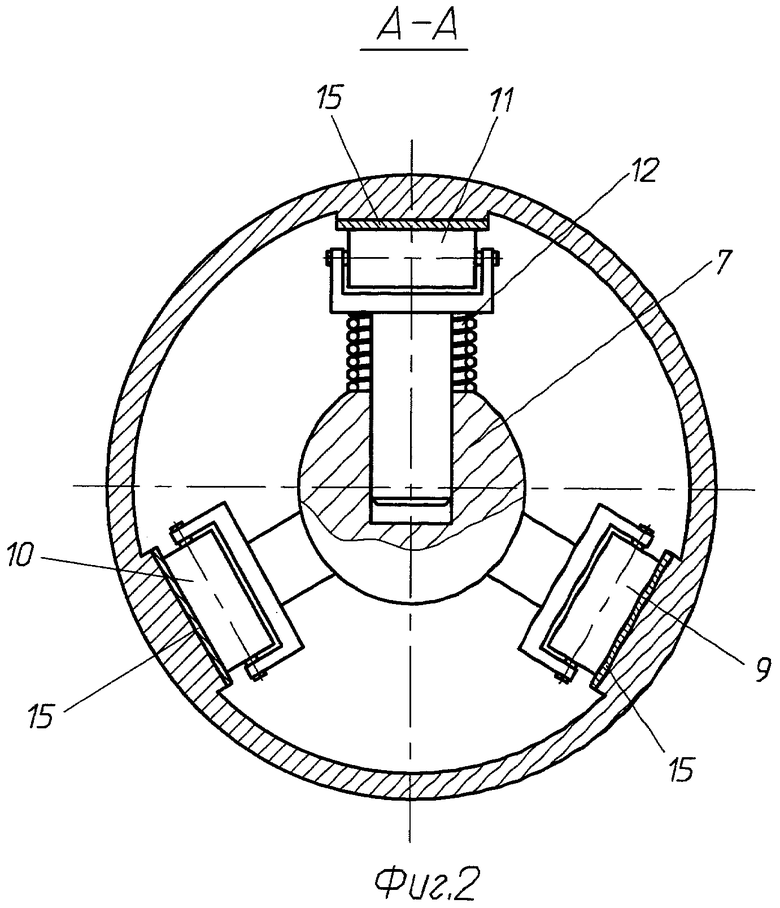
фиг.2 изображена схема расположения направляющих пластин и роликов (разрез А-А на фиг.1).
Вертикальная машина полунепрерывного литья металлических трубных заготовок содержит металлоприемник 1, подающий расплавленный металл в кристаллизатор 2, рабочая кольцевая полость которого образована наружной и внутренней водоохлаждаемыми гильзами 3 и 4 соответственно.
Кристаллизатор 2 снабжен уровнемером 5 жидкого металла и механизмом качания 6.
Затравка 7 в своей головной части 8 снабжена роликами 9, 10 и 11, оси вращения которых направлены тангенциально к продольной оси затравки 7.
Ролики 9 и 10 установлены на головной части 8 жестко, а ролик 11 - на подпружиненной опоре 12, что позволяет исключить их заклинивание при вращении.
Тянущая клеть содержит две пары приводных валков 13. Затравка 7 имеет цилиндрическую форму с лыской, исключающей поворот затравки в валках тянущей клети.
Между кристаллизатором 2 и тянущими валками 13 расположена приемная корзина 14. На внутренней поверхности корзины 14 выполнены три продольные направляющие пластины 15 в точном соответствии с положением роликов 9, 10 и 11 на головной части затравки 8.
Такое расположение роликов 9, 10 и 11 в постоянном контакте с направляющими участками 15 позволяет затравке 7 в любой момент находиться строго по оси корзины 14 и, следовательно, по оси разливки.
Приемная корзина 14 установлена на поворотной опоре 16 и жестко зафиксирована по оси машины полунепрерывного литья.
Жидкий металл для подачи в металлоприемник 1 находится в ковше 17.
Машина полунепрерывного литья металлических трубных заготовок работает следующим образом. При подготовке машины к разливке тянущие валки 13 подают затравку 7 вверх через приемную корзину 14. При этом благодаря роликам 9, 10 и 11, движущимся по направляющим пластинам 15, верхний торец головной части 8 затравки 7 без помех проходит в нижнюю часть кристаллизатора 2. Систему охлаждения кристаллизатора 2 включают перед подачей ковша 17 с металлом к машине.
При подъеме расплава в кристаллизаторе 2 до требуемой высоты уровнемер 5 дает сигнал на включение тянущих валков 13 и, таким образом, на вытягивание затравки 7 и отливаемой заготовки из кристаллизатора. Уровень металла в кристаллизаторе 2 поддерживается за счет регулирования скорости вращения тянущих валков 13.
В процессе разливки кристаллизатор 2 при помощи механизма 6 совершает возвратно-поступательное движение с амплитудой 1…8 мм и с частотой 1…400 1/с. Скорость вытягивания заготовки составляет 1…5 м/мин. При вытягивании затравки 7 и отливаемой заготовки ролики 9, 10 и 11 находятся в постоянном контакте с направляющими пластинами 15 приемной корзины 14, что обеспечивает движение затравки с заготовкой строго по оси разливки.
После получения заготовки требуемой длины прекращают подачу расплава в кристаллизатор 2, и движущаяся вниз заготовка выходит из него. В процессе дальнейшего вытягивания головная часть 8 затравки 7 вместе с заготовкой опускается до днища приемной корзины 14, где происходит отделение головной части 8 от затравки 7. Затем гидроприводом поворачивают подвижную опору 16, и корзина 14 с отлитой заготовкой попадает в зону разгрузки.
Рассмотрим конкретный пример предлагаемого устройства.
На вертикальной машине полунепрерывного литья отливают чугунные трубные заготовки, например, с наружным диаметром 400 мм, толщиной стенки 18 мм и длиной 6300 мм. Длина водоохлаждаемого кристаллизатора 500 мм.
Затравка выполнена в виде цилиндра с диаметром, равным 150 мм. На головной части затравки расположены под углом 120° три ролика, каждый из которых имеет диаметр 100 мм и длину бочки 80 мм. При этом один ролик установлен на затравке на подпружиненной опоре, а два других жестко соединены с ней.
Диаметр тянущих валков равен 200 мм. Усилие прижатия валка к затравке равно 6200 кг. Приемная корзина выполнена с высотой 6000 м и внутренним диаметром 480 мм.
На внутренней поверхности корзины выполнены три продольные направляющие пластины шириной 80 мм и высотой 5800 мм каждая.
Температура заливаемого чугуна - 1350÷1370°С.
Технический результат предлагаемого изобретения достигается тем, что в вертикальной машине полунепрерывного литья металлических трубных заготовок, содержащей ковш с расплавом, металлоприемник, кристаллизатор с механизмом качания, затравку, тянущее устройство и приемную корзину для отливаемой заготовки, на внутренней поверхности корзины выполнены три продольные направляющие пластины, расположенные под углом 120°, а на головной части затравки размещены с возможностью взаимодействия с пластинами три ролика, при этом один из роликов установлен на затравке на подпружиненной опоре, а два других жестко соединены с ней.
При наполнении кристаллизатора расплавом до отметки ~70 мм от его верхнего торца начинают вытягивание затравки и одновременно включают механизм качания кристаллизатора. Режим качания 230-260 1/мин (в зависимости от скорости вытягивания), амплитуда 5 мм. Скорость вытягивания заготовки в установившемся режиме составляет 2,4÷2,8 м/мин.
В процессе вытягивания заготовка опускается в приемную корзину, которую после окончания разливки поворачивают гидроприводом в зону разгрузки.
Предлагаемое изобретение позволяет:
- улучшить условия эксплуатации машины полунепрерывного литья металлических трубных заготовок и повысить ее производительность благодаря конструктивным особенностям машины, обеспечивающим перемещение затравки и отливаемой заготовки строго по оси разливки;
- сократить время подготовки машины к разливке вследствие исключения дополнительных мероприятий для беспрепятственного прохода головной части затравки в кристаллизатор;
- повысить качество отливаемой трубной заготовки за счет создания условий для равномерного охлаждения слитка в кристаллизаторе и, следовательно, уменьшить разнотолщинность и овальность заготовок;
- сократить количество прорывов корочки слитка под кристаллизатором;
- расширить технологические возможности машины, позволяющие осуществлять непрерывное литье заготовок большого диаметра и тонкостенных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2397043C2 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| СПОСОБ ЛИТЬЯ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2005 |
|
RU2309814C2 |
| Установка непрерывного литья металлов | 1983 |
|
SU1091993A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 2003 |
|
RU2230624C1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
Изобретение относится к металлургии. Машина содержит ковш 17, металлоприемник 1, кристаллизатор 2 с наружной 3 и внутренней 4 водоохлаждаемыми гильзами, механизм качания 6 кристаллизатора 2, цилиндрическую затравку 7 с лыской, приемную корзину 14 для отливаемой заготовки, установленную на поворотной опоре 16, и тянущие валки 13. На внутренней поверхности корзины 14 выполнены три продольные направляющие пластины 15, расположенные под углом 120°. На головной части 8 затравки 7 размещены с возможностью взаимодействия с пластинами корзины три ролика 9, 10, 11. Один из роликов соединен с головной частью 8 затравки 7 с помощью подпружиненной опоры, а два других соединены с ней жестко. Обеспечивается предотвращение смещения затравки от оси разливки. 2 ил.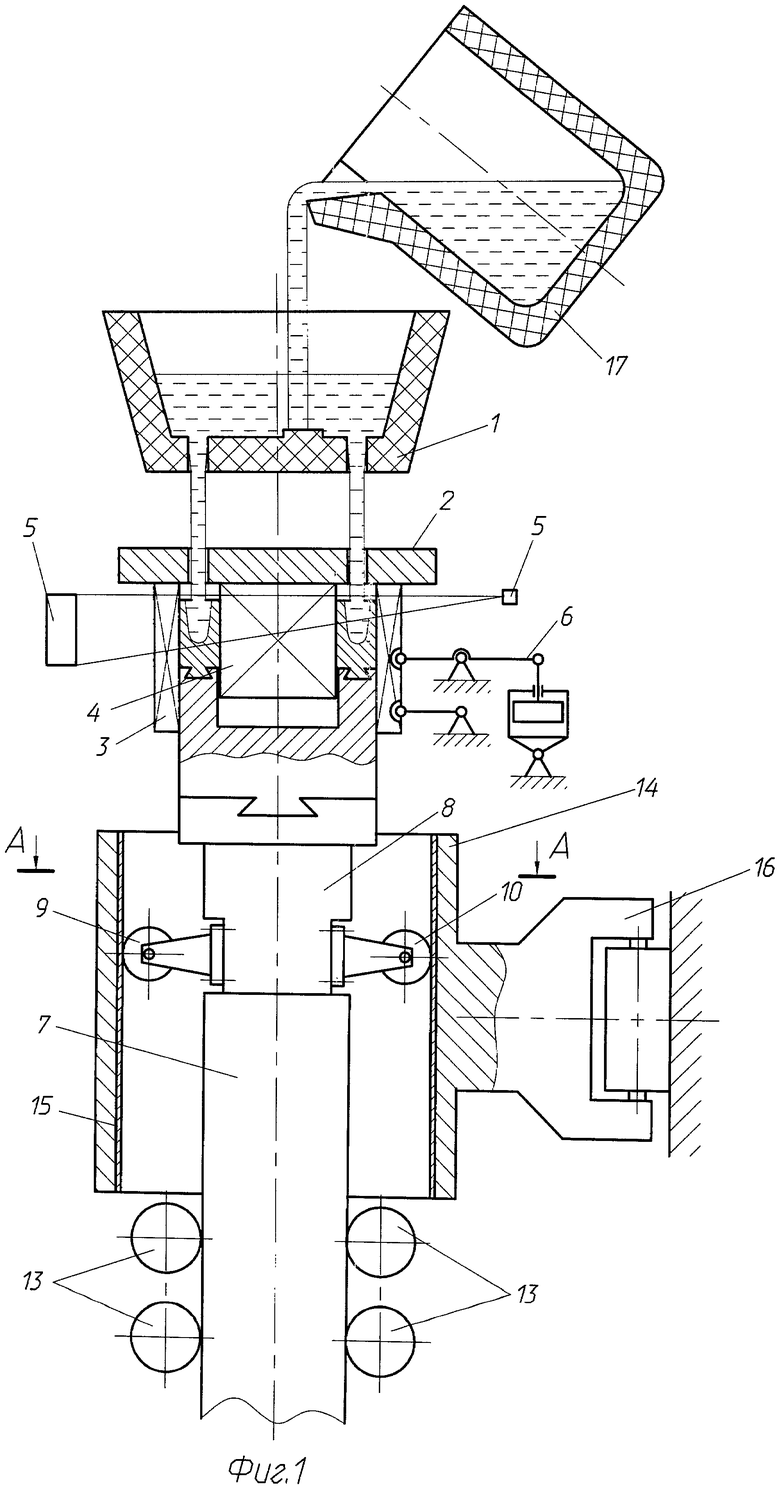
Вертикальная машина полунепрерывного литья металлических трубных заготовок, содержащая расположенные по вертикали ковш с расплавом, металлоприемник, кристаллизатор с механизмом качания, затравку, тянущее устройство и приемную корзину для отливаемой заготовки, отличающаяся тем, что на внутренней поверхности корзины выполнены три продольные направляющие пластины, расположенные под углом 120°, а на головной части затравки размещены с возможностью взаимодействия с пластинами три ролика, при этом один из роликов установлен на затравке на подпружиненной опоре, а два других жестко соединены с ней.
| МОЛОЧНИКОВ Н.В | |||
| Полунепрерывная отливка стальных полых заготовок | |||
| Сталь, №5, 1970, с.416 | |||
| Машина полунепрерывной разливки металлов | 1981 |
|
SU959907A1 |
| Пересчетное устройство | 1982 |
|
SU1095380A2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Способ подачи затравки в кристаллизатор машины непрерывной разливки металла | 1957 |
|
SU115715A1 |
| Устройство для приемки и выдачи слитков | 1966 |
|
SU197111A1 |

