Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства профилей из листового проката.
Наиболее эффективно может быть использовано в транспортном машиностроении для изготовления цельных длинномерных профилей панцырей крыш автобусов, троллейбусов, вагонов.
Известны конструкции профилегибочных станов, в которых формообразование длинномерных изделий осуществляется последовательной подгибкой листового проката при прохождении его через калибры валков рабочих клетей стана.
Известны гибочные машины для гибки листового проката, у которых длина изготавливаемых изделий ограничивается длиной рабочей зоны шаблона.
Для изготовления профилей известна профилегибочная машина, выбранная в качестве прототипа, содержащая неподвижную, прижимную и гибочную траверсы, шаблон, приемный стол, связанный с неподвижной траверсой при помощи рычагов.
Недостатком известной профилегибочной машины является невозможность изготовления профиля длиной большей длины рабочей зоны шаблона. Увеличение длины шаблона, длины всех траверс и приемного стола усложняет конструкцию машины, увеличивает металлоемкость, а также уменьшает жесткость станины, что существенно влияет на точность формы готового профиля.
Целью изобретения является конструкция машины для гибки полосового проката, которая позволяет изготавливать профили, длина которых может быть значительно больше длины рабочей зоны шаблона. Применение цельных длинномерных профилей заданной конфигурации позволяет снизить металлоемкость изделий, используемых в транспортных средствах.
Указанная цель достигается тем, что машина для гибки листового проката, содержащая размещенные на основании неподвижную, прижимную и установленную с возможностью поворота посредством шарниров гибочную траверсы, а также входной участок в виде установочного стола, связанного с неподвижной траверсой, снабжена выходным участком, также выполненным в виде установочного стола, прижимами с механизмами их перемещения, демпферами и установленными на основании опорами, установочные столы расположены с торцевых сторон гибочной траверсы и выполнены каждый в виде шарнирно соединенных между собой стационарной и подвижной балок, связанных одной из сторон соответственно с неподвижной и гибочной траверсами, а другой - соответственно с опорой и демпфером, при этом, по меньшей мере, выходной участок выполнен с автономной выдвижной пинолью.
Кроме того, шарниры стационарной и подвижной балок входного и выходного участков могут быть установлены соосно с шарнирами поворота гибочной траверсы, а прижимы и механизмы их перемещения установлены на стационарных балках установочных столов.
Входной и выходной участки в предлагаемой машине для гибки листового проката позволяют изготавливать длинномерные профили, при этом расстояние между стойками станины обеспечивает оптимальную жесткость траверс, что является преимуществом для таких конструкций машин, а взаимное расположение на основании стационарной, подвижных балок установочных столов, прижимов и траверс таково, что формообразование профиля длиной большей длины рабочей зоны шаблона происходит без нарушения формы готового профиля при его перемещении вдоль машины.
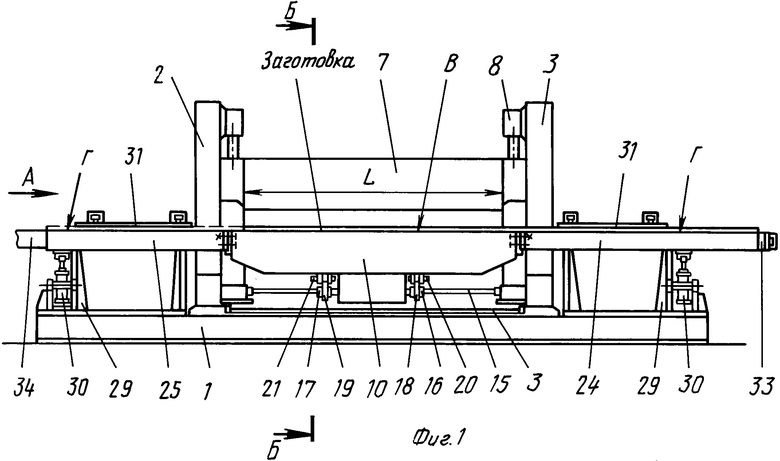
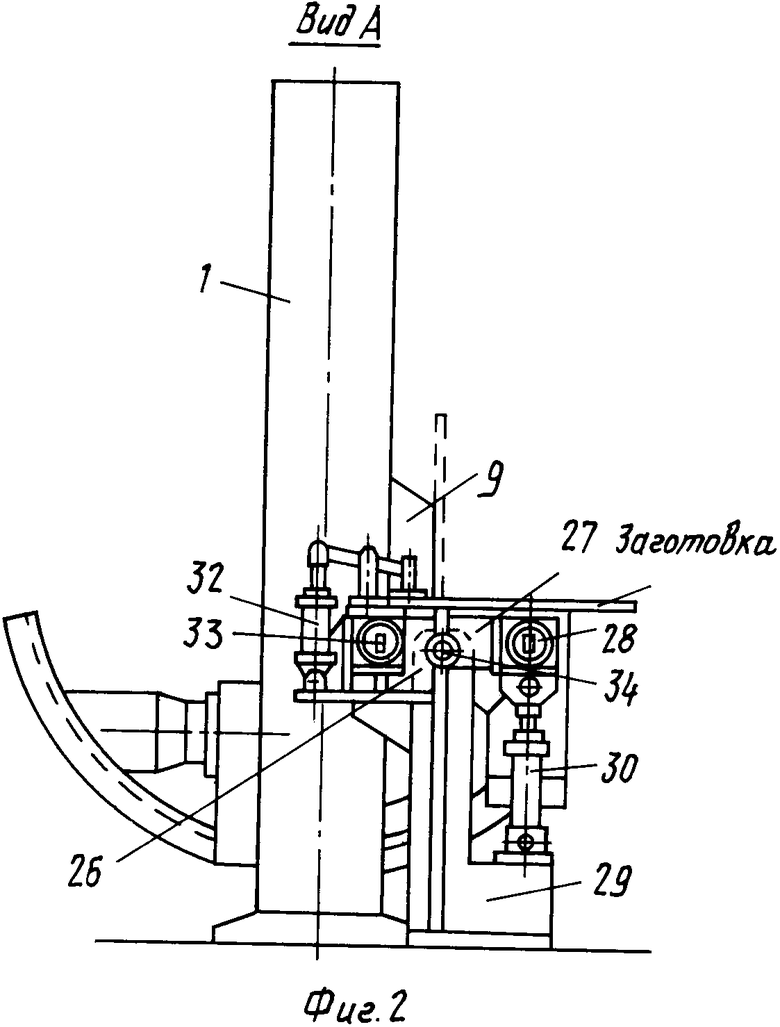
На фиг. 1 показана фронтальная проекция машины для гибки листового проката; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Машина для гибки листового проката содержит основание, выполненное в виде закрепленных на раме 1 двух стоек 2, 3, соединенных между собой стяжками 4, 5, неподвижную траверсу 6, закрепленную в обеих стойках 2 и 3 основания, прижимную траверсу 7 с цилиндрами ее перемещения 8, шаблон 9, установленный в прижимной траверсе 7, гибочную траверсу 10. Гибочная траверса 10 жестко соединена с двумя кулисами 11, содержащими по одной шарнирной опоре 12, расположенные соосно, и установленные в неподвижной траверсе 6. Движение гибочной траверсы 10 осуществляется электродвигателем 13 через редуктор 14 и приводной вал 15. Гибочная траверса 10 соединена с приводным валом 15 с помощью двух шестерен 16, 17 и двух зубчатых секторов 18, 19. Последние крепятся при помощи шарниров 20, 21 к гибочной траверсе 10, а в средней части поддерживаются парой роликов 22, 23. Входной 24 и выходной 25 участки предлагаемой машины идентичны по конструкции (см. фиг. 2), содержат установочные столы, выполненные в виде стационарной 26 и подвижной 27 балок, соединенных между собой шарниром 28. Каждая стационарная балка 26 соединена одной стороной в торец с неподвижной траверсой 6 машины, а другой стороной со стационарной опорой 29, установленной на раме 1 основания. Каждая подвижная балка 27 крепится одной стороной в торец гибочной траверсы 10, а другой - опирается на демпфер 30. Каждый участок 24, 25 содержит прижим 31 и механизм его перемещения 32, а также пиноли 33 и 34, встроенные соответственно в стационарную 26 и подвижную 27 балки установочных столов. Входной 24 и выходной 25 участки предлагаемой машины для гибки листового проката устанавливаются, например, путем соосного расположения между собой шарниров 28 установочных столов и шарнирных опор 12, кулис 11 гибочной траверсы 10, а прижимы 31 и механизмы их перемещения 32 устанавливаются на стационарных балках 26 установочных столов.
Машина для гибки проката работает следующим образом.
Заготовка подается со стороны входного участка 24 в листогибочную машину. При этом рабочие механизмы машины расположены в исходных положениях, а именно: прижимная траверса 7 и прижимы 31 - в крайнем верхнем, гибочная траверса 10 и подвижные балки 27 установочных столов - в крайнем нижнем. Такое положение механизмов образует горизонтальные поверхности Г и В установочного стола входного и выходного участков, гибочной и неподвижной траверс и позволяет переместить заготовку в рабочую зону шаблона 9. Далее заготовка выставляется по упорам (на фигурах условно не показаны), предварительно настроенным на заданный размер профиля, и фиксируется на горизонтальных поверхностях Г и В. Фиксация заготовки осуществляется при опускании на ее поверхность прижимной траверсы 7 цилиндрами 8 и прижимов 31 механизмами перемещения 32 (см. фиг. 2). После зажима заготовки включается электродвигатель 13, который через редуктор 14 приводит во вращение приводной вал 15 с шестернями 16, 17. Зубчатые секторы 18, 19, входящие в зацепление с последними, через цилиндрические шарниры 20, 21 передают крутящий момент гибочной траверсе 10 и соединенным с последней подвижным балкам 27 установочных столов. Вращение поворотной траверсы и подвижных балок происходит одновременно и абсолютно синхронно вокруг шарнирных опор 12 кулис 11 и, соосно расположенных с ними, цилиндрических шарниров 28 (см. фиг. 3). При этом часть заготовки, расположенная на гибочной траверсе и подвижных балках, совершая с ними совместное движение, загибается. Если длина заготовки меньше длины рабочей зоны шаблона 9 (см. фиг. 1, размер L), гибка осуществляется за одно качательное движение гибочной траверсы и подвижных балок. Длинные заготовки, большие длины рабочей зоны шаблона гнутся за несколько продольных перемещений заготовки в сторону выходного участка 25 после каждого качательного движения гибочной траверсы 10 и подвижных балок 27. В данном процессе гибки входной 24 и выходной 25 участки предотвращают не предусмотренную технологией гибки деформацию заготовки и изменение готового профиля.
Это обеспечивается расположением в единой плоскости поверхностей гибочной траверсы В и подвижных балок Г в процессе их совместного качательного движения, для чего демпферы 30 настраиваются на компенсацию веса консольной части подвижных балок, и лежащих на них частей заготовки и готового профиля. Если длина заготовки превышает длину установочных столов, применяются автономные выдвижные пиноли 33, 34, которые выдвигаются из стационарных 26 и подвижных 27 балок установочных столов.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВОЙ ЗАГОТОВКИ | 2007 |
|
RU2358824C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА | 1997 |
|
RU2129929C1 |
| РЕЕЧНЫЙ ШАГАЮЩИЙ ХОЛОДИЛЬНИК ПРОКАТА | 1994 |
|
RU2090279C1 |
| ЛЕТУЧИЕ НОЖНИЦЫ | 1992 |
|
RU2047428C1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ И ТРАНСПОРТИРОВАНИЯ П-ОБРАЗНОГО УПАКОВОЧНОГО КОРОБА | 1990 |
|
RU2011453C1 |
| Листогибочная машина | 1987 |
|
SU1423216A1 |

Использование: изобретение относится к обработке металлов давлением, в частности к оборудованию для гибки профилей из проката. Машина для гибки листового проката, включающая стационарную, прижимную и гибочную траверсы, снабжена входным и выходным участками, содержащими установочные столы, выполненные в виде шарнирно связанных между собой стационарной и подвижной балок, соединенных одной стороной соответственно со стационарной и гибочной траверсами машины, а другой - соответственно со стационарной опорой и демпфером, а также прижимы и механизмы их перемещения, при этом по меньшей мере выходной участок снабжен автономной подвижной пинолью. Кроме того, шарнир стационарной и подвижной балок установлен соосно с шарниром поворота гибочной траверсы, а прижимы и механизмы их перемещения установлены на стационарных балках установочных столов. Если длина заготовки меньше длины рабочей зоны шаблона, гибка осуществляется за одно качательное движение гибочной траверсы и подвижных балок. Заготовки, большие по длине рабочей зоны шаблона, гнутся за несколько продольных перемещений заготовка в сторону выходного участка после каждого качательного движения гибочной траверсы и подвижных балок. Если длина заготовки превышает длину установочных столов, применяются автономные выдвижные пиноли. 2 з.п. ф-лы, 3 ил.
| Профилегибочная машина с пороротной траверсой | 1972 |
|
SU466697A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
