Изобретение относится к порошковой металлургии, в частности к изготовлению высокоплотных изделий из сплавов на основе вольфрама.
Поставленная задача повышения плотности изделий на основе вольфрама с добавками никеля менее 1,0% по массе была достигнута при использовании порошка с размерами частиц 0,05-0,5 мкм. Для этого исходный порошок вольфрама с размерами частиц 0,05-0,5 мкм с добавками никеля менее 1% сначала прессовали в гидростатических условиях в интервале давлений 0,2-1,0 ГПа, спекали в водороде, а затем проводили окончательное спекание в вакууме.
Для достижения поставленной цели исследовали порошки вольфрама трех дисперсностей: порошок с размерами частиц 0,01-0,05 мкм, полученный переконденсацией в плазме, порошок с размером частиц 0,05-0,5 мкм, полученный восстановлением в плазменной струе; порошок с размерами частиц 0,5-5,0 мкм, полученный восстановлением водородом в проходной печи. Выбранные порошки обрабатывались по предлагаемой технологии.
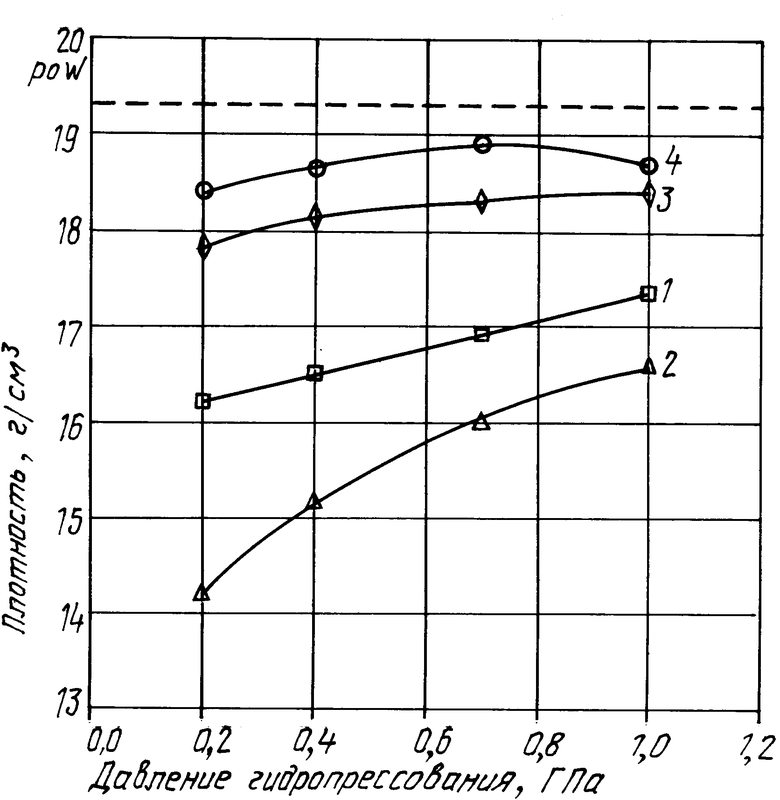
На чертеже приведена зависимость плотности спеченных образцов из порошков вольфрама различной дисперсности от давления прессования, где кривая 1 - вольфрам 0,5-5,0 мкм с добавкой 0,2% никеля; кривая 2 - вольфрам 0,01-0,05 мкм с добавкой 0,2% никеля; кривая 3 - вольфрам 0,05-0,5 мкм с добавкой 0,05% никеля; кривая 4 - вольфрам 0,05-0,5 мкм с добавкой 0,2% никеля. Полученные результаты показывают, что при использовании порошков дисперсностью выше или ниже предлагаемой плотность спеченных образцов снижается. При использовании порошка 0,5-5,0 мкм максимальная плотность составляла 17,3 г/см3. При использовании порошка 0,01-0,05 мкм максимальная плотность составляла 16,6 г/см3.
Использование при прессовании гидростатического давления снимает ограничения с размеров получаемых образцов. Нижний предел по давлению обусловлен необходимостью получения достаточной технологической прочности прессовок. При использовании давления гидропрессования 0,1 ГПа образцы разрушались после их извлечения из камеры высокого давления. Верхний предел по давлению лимитирован долговечностью работы аппарата высокого давления типа "цилиндр-поршень". При рабочем давлении 1,0 ГПа стойкость внутреннего цилиндра достигает 10 тыс. циклов, а при рабочем давлении 1,2 ГПа внутренний цилиндр разрушается после 1000 циклов.
Добавка никеля до 1% к высокодисперсному порошку вольфрама способствует активации спекания и подавлению локально-неоднородной усадки в объеме прессовки.
П р и м е р. 1. К порошку вольфрама с размерами частиц 0,05-0,5 мкм добавляли порошок никеля с размером частиц 0,1-0,5 мкм при соотношении компонентов, вольфрам - 99,9% (по массе), никель - 0,1% (по массе). Порошки смешивали в вакуумированном смесителе типа "пьяная бочка" в течение 20 ч при скорости вращения 45 об/мин. Смесь засыпали в эластичную оболочку и прессовали в камере высокого давления типа "поршень-цилиндр" при 0,7 ГПа. Средой, передающей давление, служило масло. Предварительное спекание спрессованных образцов проводили в атмосфере осушенного водорода при температуре 1000оС в течение 30 мин. Окончательное спекание проводили в вакууме 5 ˙10 мм рт. ст. при температуре 1300оС в течение 1 ч. Спеченные образцы имели плотность 18,9 г/см3. Плотность определяли методом гидростатического взвешивания. Образцы имели диаметр около 20 мм и высоту около 40 мм.
П р и м е р 2. Все как в примере 1, только образцы прессовали при давлении 0,2 ГПа. Образцы после окончательного спекания имели плотность 18,3 г/см3.
П р и м е р 3. Все как в примере 2, только образцы прессовали при давлении 1,0 ГПа. После окончательного спекания образцы имели плотность 18,7 г/см3.
П р и м е р 4. Все как в примере 1, только никель добавляли в количестве 0,02% (по массе). Образцы, в отличие от примера 1, имели меньшую плотность 15,2 г/см3.
В таблице приведены сравнительные результаты по плотности и пористости спеченных образцов, полученных по предлагаемому способу и по способу, выбранному в качестве прототипа.
(56) Самсонов Г. В. и др. Активированное спекание вольфрама с присадками никеля. "Порошковая металлургия". 1967, N 8, с. 10-16.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ЭЛЕМЕНТА | 1991 |
|
RU2008187C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕРХТВЕРДОГО АБРАЗИВНОГО ЭЛЕМЕНТА | 1997 |
|
RU2157334C2 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1993 |
|
RU2097317C1 |
| Способ получения поликристаллического алмазного материала | 1990 |
|
SU1791376A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНЫХ ПРЕСС-ЗАГОТОВОК С ДИСПЕРГИРОВАННЫМИ ЗЁРНАМИ В ПОРОШКОВОЙ МЕТАЛЛУРГИИ МЕТАЛЛОКЕРАМИЧЕСКИХ, МИНЕРАЛОКЕРАМИЧЕСКИХ И ТУГОПЛАВКИХ СПЛАВОВ | 2020 |
|
RU2746657C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ЭЛЕМЕНТА | 1998 |
|
RU2138369C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО МАТЕРИАЛА НА ОСНОВЕ ПЛОТНЫХ ФОРМ НИТРИДА БОРА | 1990 |
|
SU1722009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2016 |
|
RU2623566C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИКРИСТАЛЛИЧЕСКИХ АЛМАЗОВ ЗАДАННОЙ ФОРМЫ | 1994 |
|
RU2060933C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1984 |
|
SU1218568A1 |
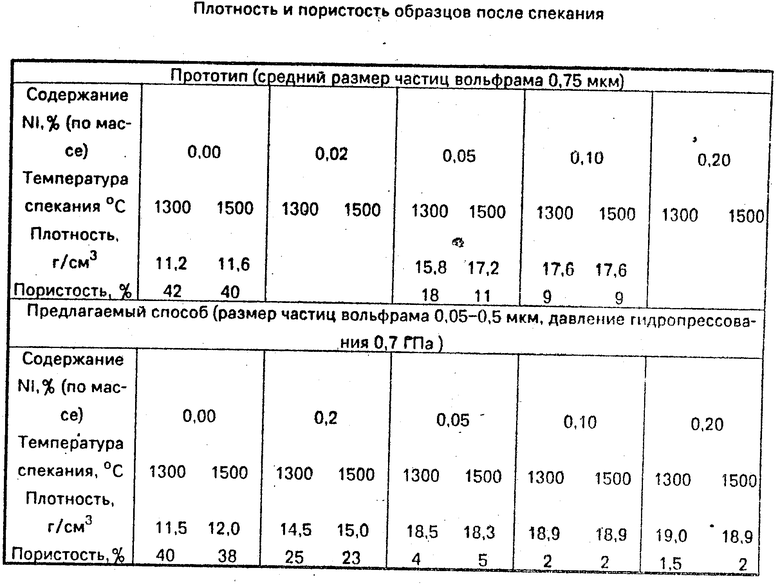
Сущность изобретения: в качестве исходных используют высокодисперсные порошки вольфрама с размерами частиц 0,05-0,5 мкм, после добавки к ним никеля смесь прессуют гидростатическим давлением 0,2-1,0 ГПа и предварительно спекают в вакууме при температурах 1300 -1500 С. Способ позволяет получать массивные высокоплотные изделия из вольфрама с остаточной пористостью менее 2,0% . 1 табл. , 1 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ИЗДЕЛИЙ НА ОСНОВЕ ВОЛЬФРАМА С ДОБАВКАМИ НИКЕЛЯ, включающий прессование исходных порошков, спекание в водороде и окончательное спекание, отличающийся тем, что используют порошки вольфрама с размерами частиц 0,05 - 0,5 мкм, прессование проводят гидростатическим давлением 0,2 - 1,0 ГПа, а окончательное спекание ведут в вакууме.
