Изобретение относится к области переработки пластмасс в изделия, в частности к оснастке литьевых машин, предназначенной для изготовления тонкостенных изделий типа "тарелка".
Известны этажные формы для изготовления тонкостенных плоских изделий, располагаемых в форме в двух уровнях, с двумя последовательно расположенными литниками, с последовательным съемом изделий подпружиненными выталкивателями.
Конструкция формы не позволяет избежать наличия литников по центру изделия, подлежащих удалению, со следами их отрыва с обеих сторон изделия, а также не обеспечивает надежности сброса изделия после их отливки.
Наиболее близким аналогом, взятым в качестве прототипа, является горячеканальная форма, содержащая двухстороннюю матрицу, два разъема плит, систему горячеканальных материалопроводов, впрыск расплава вдоль оси формы, систему съема изделий.
К недостаткам этой формы следует отнести сложность конструкции, невозможность увеличения этажности более двух этажей, подтекание расплава из сопел горячеканальной системы в период раскрытия формы.
Цель - повышение надежности герметизации литниковой системы за счет перекрывания сопел при разъеме формы.
Указанная цель достигается за счет того, что одна из полуматриц снабжена параллельно оси формы подвижной направляющей колонкой, на которой одним концом параллельно оси формы закреплен распределитель расплава, вторым концом жестко связанный с коллектором, а каждая плита выталкивания снабжена подпружиненным штырьком и связанным с ним тросом с блоком для соединения с полуматрицами и расположенными на окружности кулачками с возможностью взаимодействия с толкателями, которые подпружинены. Кроме того, полуматрицы дополнительно связаны между собой пружинами, а коллектор связан с ближайшей полуматрицей посредством дополнительной петли с пазом.
Выполнение диска-выталкивателя на оси формы и наличие на нем кулачков, расположенных по кольцу с возможностью взаимодействия с подпружиненным толкателем, позволяют обеспечить выталкивание изделия без помех независимо от того, сколько этажей (гнезд) в данной форме. Наличие распределителя расплава, расположенного параллельно оси формы, с выполненным в нем перпендикулярным к нему соплом, позволяет обеспечить перекрывание сопла при подвижке матрицы вместе с подвижной плитой. Подвижка обеих матриц возможна благодаря связывающей их пружине. Подвижка матрицы способствует тому, что раскрытие формы происходит в тот момент, когда сопло перекрыто, что исключает подтекание расплава из сопла, предотвращает потери расплава, т. е. повышает надежность герметизации литниковой системы. Наличие петли с пазом, соединяющей полуматрицу с коллектором, обусловливает предел перемещения полуматрицы, зависимый от величины паза, что в свою очередь обеспечивает необходимое перемещение этой полуматрицы для перекрытия сопла распределителя. Выталкивание изделия обуславливается наличием на обратной стороне диска-выталкивателя штыря, на котором закреплена пружина, связанная с одной полуматрицей, и тросик, связанный через блок с другой полуматрицей. Натяжение тросика обуславливает поворот диска-выталкивателя вокруг своей оси и приводит в действие подпружиненные толкатели.
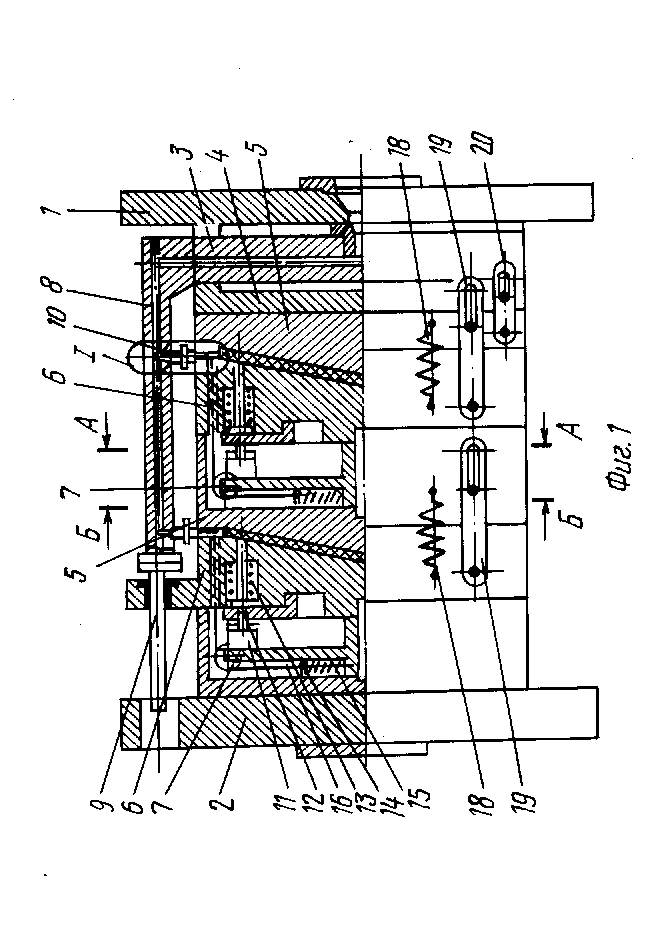
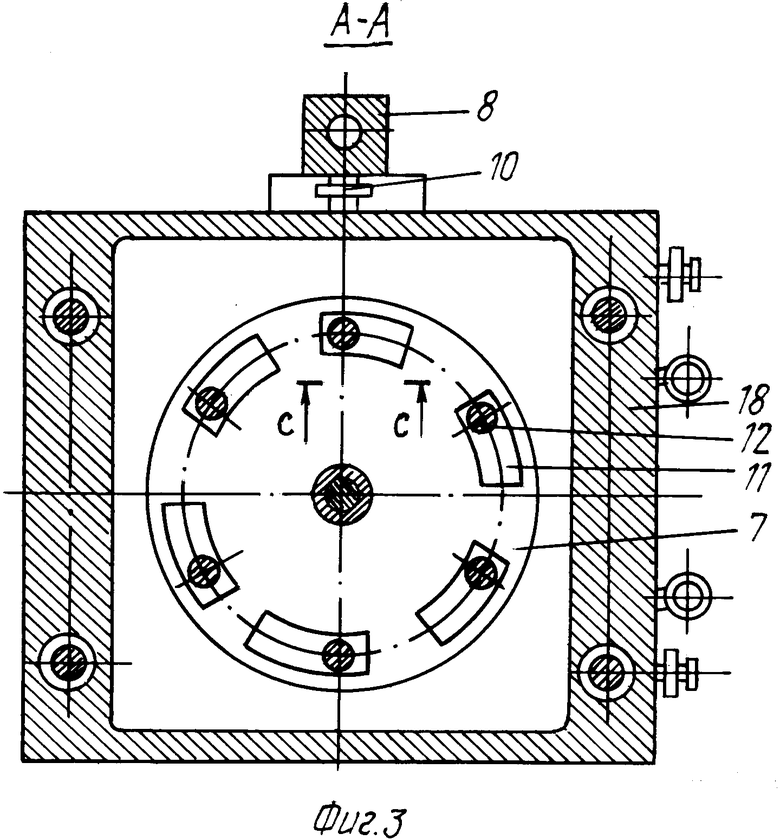
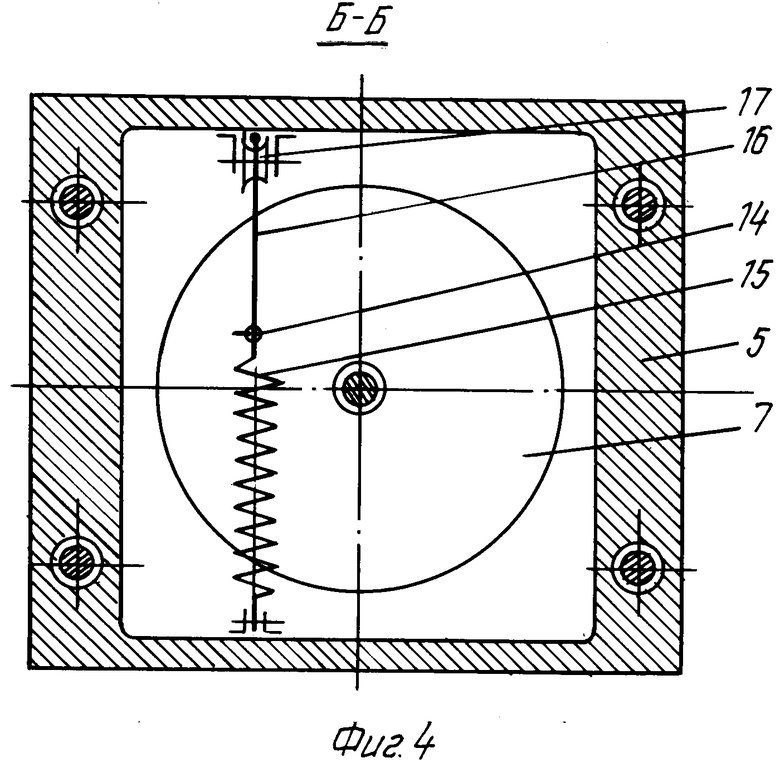
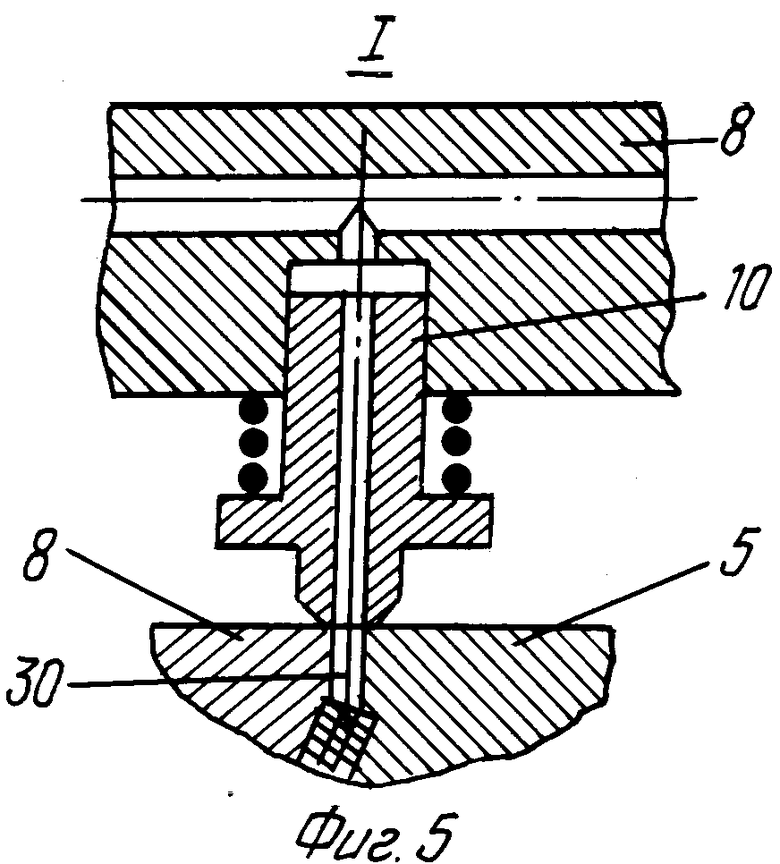
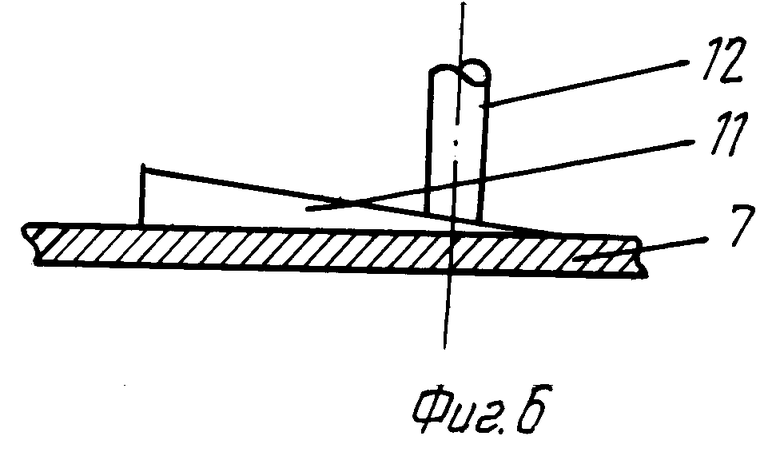
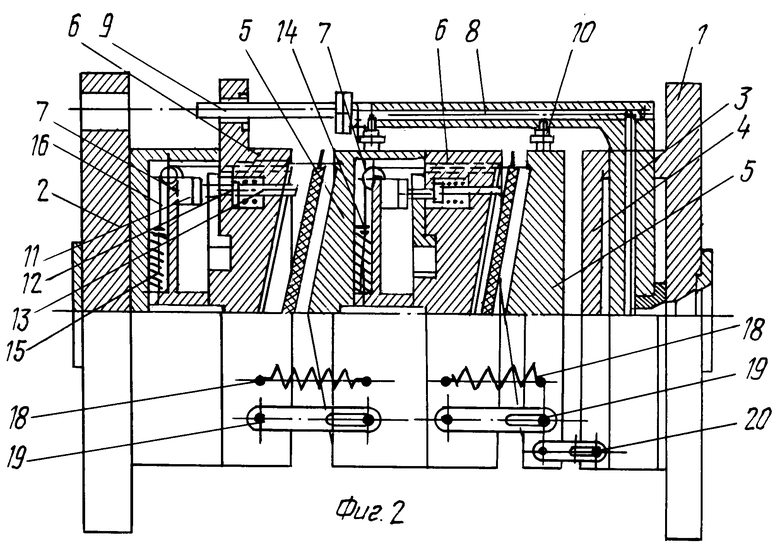
На фиг. 1 дан продольный разрез двухэтажной формы при сомкнутых полуформах; на фиг. 2 - продольный разрез при разомкнутых полуформах; на фиг. 3 - сечение по А-А на фиг. 1; на фиг. 4- сечение Б-Б на фиг. 1; на фиг. 5 - узел I на фиг. 1; на фиг. 6 - сечение по С-С на фиг. 3.
Форма содержит неподвижную 1 и подвижную 2 плиты, коллектор 3, термоизолирующую плиту 4, формующие полуформы 5 и 6(левые и правые в случае двухэтажного варианта), диск-выталкиватель 7. В верхней зоне на коллекторе 3 закреплен распределитель 8, другим концом закрепленный на подвижной направляющей колонке 9. Распределитель 8 и коллектор 3 снабжены электронагревателями для их подогрева и каналами для подачи расплава к соплам 10. Воздушные прослойки у поверхностей коллектора способствуют уменьшению теплопотерь. В полости, образуемой полуформами 6 (правая) и 5 (левая) для двухэтажного варианта установлен диск-выталкиватель 7, выполненный с возможностью вращения и снабженный с одной стороны расположенными по кольцу кулачками 11, контактирующими с толкателями 12, снабженными пружиной 13 и размещенными в гнездах полуформы 6 для взаимодействия с отливкой, а с другой стороны - штырем 14, к которому с одной стороны закреплена пружина 15, прикрепленная также к полуформе 5 (левой), а с другой стороны - трос 16, перекинутый через блок 17 и закрепленный на полуформе 5. Сопла 10 подпружинены и вставлены в распределитель 8. Плиты 1 и 4 и коллектор 3 жестко скреплены между собой. Плита 2 также жестко скреплена с левыми полуформами 6 и 5. Полуформы 6 и 5 связаны между собой пружинами 18 и петлями 19 с прорезями, определяющими величину раскрытия матрицы, а плиты 4 и 5 - только петлей 20 с прорезью.
Литьевая форма для изготовления полимерных изделий работает следующим образом.
При сомкнутых полуформах 5 и 6 расплав термопласта по нагретым каналам коллектора 3 и распределителя 8 подается к подпружиненным соплам 10, откуда и поступает в полость для отливки изделия. При этом сопло 10 прижимается к поверхности полуформ 5 и 6 не только за счет пружины, но и за счет давления расплава на торцевую поверхность сопла, что исключает подтекание расплава при литье. Когда давление литья сброшено, и отливка оформлена, плита 2 начинает двигаться влево. При этом, так как плиты связаны между собой пружинами, они все, вплоть до плиты 4, будут увлекаться за плитой 2 до тех пор, пока полностью будет выбран паз в петле 20. В этом положении подвижкой плит будут отделены литники отливок на стыке сопел 10 и полуформ 5 и 6, т. е. будут перекрыты выходные отверстия сопел, предотвращая тем самым утечку расплава. При дальнейшем движении плиты 2 влево полуформы 5 и 6 будут раздвигаться до тех пор, пока не будут выбраны пазы в петлях 19. При раскрытии полуформ 5 и 6 трос 16, перекинутый через блок 17 окажет воздействие на штырь 14, который переместится, растянув пружину 15, и при этом провернет диск-выталкиватель 7, с жестко закрепленными на нем по кольцу кулачками 11, на некоторый угол вокруг оси. Поворот диска-выталкивателя вызовет движение толкателей 12 вдоль оси форма, а, следовательно, и удаление отливки из гнезда. При этом цикл раскрытия формы завершается, и начинается цикл ее смыкания. При этом в первую очередь смыкаются полуформы 5 и 6, а в последнюю очередь ликвидируется зазор между плитами 2 и 4. После смыкания всех плит форма готова к новому циклу формования.
Предлагаемая конструкция обеспечивает возможность конструирования форм с числом этажей больше двух, так как наличие индивидуальных толкателей обеспечивает возможность беспрепятственного удаления отливок из гнезда формы при любом количестве этажей. В данном случае возможность произвольного увеличения этажности формы зависит только от максимального объема впрыска. Этажность формы, в свою очередь, позволяет полностью использовать возможности литьевой машины, т. е. максимально повысить производительность и технико-экономические показатели эксплуатации. Торцевое расположение сопел в совокупности с другими элементами формы позволяют избежать подтекания расплава из сопел горячеканальной литниковой системы и повысить качество отливаемых деталей, предотвратить потери термопласта, улучшить гигиенические условия обслуживания машины, т. е. улучшить культуру производства. (56) Пантелеев А. П. и др. Справочник по проектированию оснастки для переработки пластмасс. М. : Машиностроение, 1986, с. 333, 334, рис. 156.
То же, стр. 336, рис. 158.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2060887C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2097185C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ТЕРМОПЛАСТОВ | 1992 |
|
RU2090366C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2007297C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПРЕСС-ОСТАТКА ОТ ЦЕНТРАЛЬНОГО ЛИТНИКА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2043851C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2012434C1 |
| Пресс-форма для литья под давлением | 1990 |
|
SU1770063A1 |
Использование: в области переработки пластмасс в изделия. Сущность изобретения: форма содержит полуматрицы 5 и 6, одна из которых снабжена параллельно оси формы подвижной направляющей колонкой, на которой одним концом параллельно оси формы закреплен распределитель 8, вторым концом жестко связанный с коллектором 3. Плиты выталкивания снабжены подпружиненными штырьками 14 и связанными с ним тросами 16 с блоками для соединения с полуматрицами и расположенными по окружности кулачками 11 с возможностью взаимодействия с толкателями 12, которые подпружинены. 1 з. п. ф-лы, 6 ил.