Изобретение относится к области разработки оснастки для литьевых машин, а именно к формам для изготовления деталей с отверстиями, расположенными под углом к продольной оси формы.
Известна литьевая форма для изготовления изделий с отверстиями.
Наиболее близким аналогом, взятым в качестве прототипа, является пресс-форма для литья под давлением, которая содержит неподвижную и подвижную полуформы, плиту крепления и плиту матрицы, подкладную плиту, плиту пуансона, плиты прижимную и выталкивателей, наклонные колонки для движения плиты выталкивателей под углом к плоскости разъема формы.
К недостаткам формы следует отнести то, что все знаки формы обязательно должны быть наклонены под одним углом плоскости разъема формы, иначе невозможно извлечь отливку со стержней пуансона, и каждое гнездо должно иметь свой выталкиватель, что усложняет конструкцию формы, хотя и обеспечивает надежный съем отливки.
Целью изобретения является расширение технологических возможностей формы.
Указанная цель достигается за счет того, что знак размещен в расточке плиты-матрицы с возможностью осевого перемещения его под углом к плоскости разъема формы, подпружинен и связан со снабженным ограничительным буртом соосным направляющим стержнем, к которому прикреплен конец троса, пропущенного последовательно посредством направляющей трубки через щель закрепленной перпендикулярно к стержню контактной пластины плиты прижима и подвижной плиты, а другой конец троса, снабженный упором, закреплен в подвижной плите крепления, причем упор установлен с зазором.
Выполнение знака подпружиненным, связанным соосным стержнем, снабженным буртом на дне расточки матрицы, а также связанным посредством троса с подвижной плитой крепления, позволяет обеспечить индивидуальность знака, любой угол его наклона, но без наличия индивидуального выталкивателя, т. е. позволяет упростить форму и в то же время расширить ее технологические возможности, так как при одном выталкивателе в форме можно установить несколько знаков с разными углами наклона.
Предлагаемая же конструкция позволяет обеспечить выполнение.
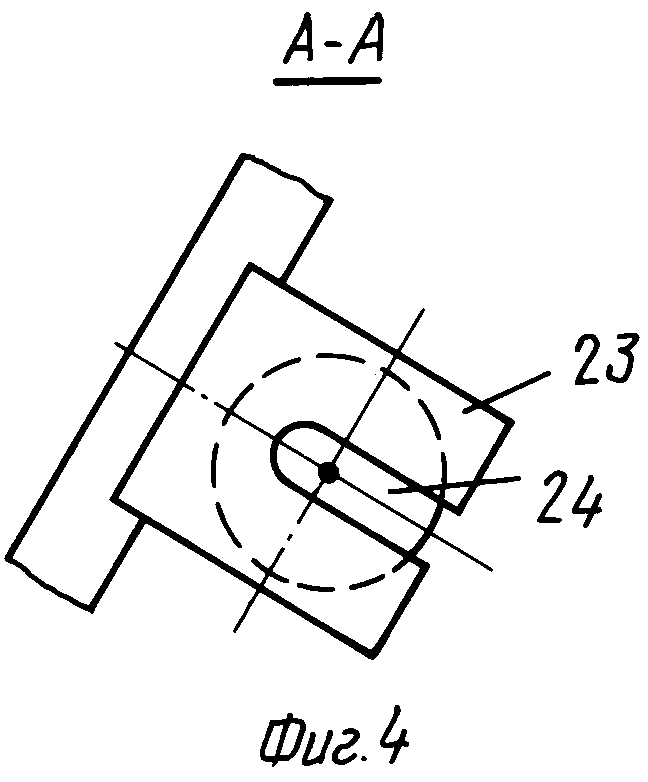
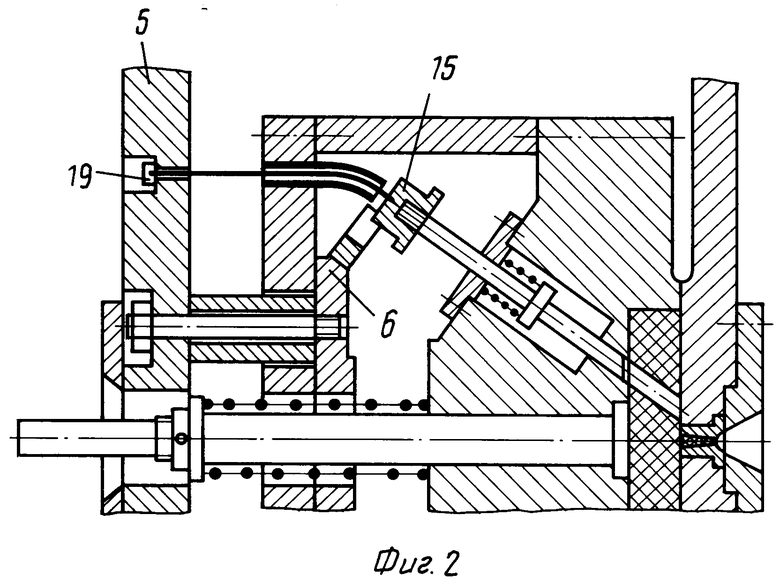
На фиг. 1 представлен продольный разрез пресс-формы в сомкнутом состоянии; на фиг. 2 - то же, в сомкнутом состоянии в момент окончания извлечения знака из отливки; на фиг. 3 - то же, в момент удаления отливки из формы; на фиг. 4 - разрез по А-А на фиг. 1.
Литьевая форма содержит неподвижную полуформу 1 и подвижную полуформу, включающую плиту-матрицу 2 и подвижную плиту 3, жестко связанные между собой стойкой 4, а также подвижную плиту крепления 5, жестко связанную с плитой прижима 6 посредством болтов 7 и дистанционных втулок 8. В центре формы в расточке плиты-матрицы 2 установлен с возможностью перемещения вдоль оси формы выталкиватель 9, снабженный пружиной 10, упирающейся с одной стороны в торец плиты 2, а с другой стороны - в шайбу 11, фиксируемую гайкой 12. В расточке плиты-матрицы 2 установлен подпружиненный знак 13, закрепленный на стержне 14, торец которого снабжен наконечником 15, в котором закреплен трос 16. Трос 16 пропущен через направляющую трубку 17 в плите 3, отверстие 18 в плите крепления 5 и закреплен в упоре 19, установленном с зазором 20 в плите крепления 5.
Знак 13 снабжен пружиной 21. Стержень 14 снабжен ограничительным буртом 22, расположенным на дне расточки плиты-матрицы 2. Плита прижима 6 снабжена перпендикулярно к стержню контактной пластиной 23 с прорезью 24 для прохода троса 16, не препятствующей контакту поверхностей пластины 22 и наконечника 15.
Литьевая форма работает следующим образом.
При сомкнутой форме (см. фиг. 1) знак 13 под действием пружины 21 введен в полость формы и удерживается там действием на наконечник 15 отогнутой пластины 23 плиты прижима 6. В этом положении производят заливку формы. После затвердевания отливки форму раскрывают. При этом на первоначальном этапе (см. фиг. 2) плита 5 вместе с плитой прижима 6 отходят влево, освобождая наконечник 15, а после исчезновения зазора 20 плита 5 начинает воздействовать на упор 19, который тянет трос 16 и с его помощью извлекает знак из отливки. При дальнейшем движении плиты 5 влево плита-матрица 2 через стойку 4 и плиту 3, вследствие воздействия на последнюю плиты прижима 6, также отводится влево (см. фиг. 3). При этом между плитами 1 и 2 образуется зазор, в который и сбрасывается отливке выталкивателем 9 при воздействии на него сталкивателя литьевой машины.
Реализация предлагаемого технического решения позволяет расширить технологические возможности формы, обеспечивая возможность изготовления отливок с гнездами, наклоненными под разными углами к оси формы и без выталкивателя у каждого формуемого гнезда. Это способствует также и упрощению конструкции формы. (56) Авторское свидетельство СССР N 876459, кл. B 29 C 43/36, 1980.
Авторское свидетельство СССР N 772707, кл. B 29 D 17/22, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ТЕРМОПЛАСТОВ | 1992 |
|
RU2090366C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПРЕСС-ОСТАТКА ОТ ЦЕНТРАЛЬНОГО ЛИТНИКА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2043851C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2060887C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2012434C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2097185C1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |

Использование: в области переработки пластмасс в изделия с наклонными поднутрениями методом литья под давлением. Сущность изобретения: в расточке плиты-матрицы установлен подпружиненный знак 13, закрепленный на стержне 14, к которому прикреплен один конец троса 16. Плита прижима 6 снабжена расположенной перпендикулярно к стержню 14 контактной пластиной 23 с прорезью для прохода троса. В подвижной плите 3 закреплена направляющая трубка 17 для троса, а второй конец троса с упором установлен с зазором в подвижной плите крепления 5. 4 ил.
ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ, состоящая из неподвижной полуформы и подвижной полуформы, включающей плиту-матрицу, плиту прижима, подвижную плиту, подвижную плиту крепления и знак, отличающаяся тем, что, с целью расширения технологических возможностей формы, она снабжена направляющим стержнем с ограничительным буртом, тросом, направляющей трубкой и упором для троса, а плита прижима снабжена контактной пластиной, причем в плите-матрице под углом к плоскости разъема формы выполнено ступенчатое отверстие для размещения знака, а последний подпружинен и соединен с ограничительным буртом направляющего стержня, к которому прикреплен один конец троса, контактная пластина расположена перпендикулярно к направляющему стержню и выполнена с прорезью для прохода троса, направляющая трубка закреплена в подвижной плите, другой конец троса с упором установлен с зазором в подвижной плите крепления.
