Изобретение относится к литейному производству, в частности к пресс-формам для литья под давлением с тремя плоскостями разъема форм.
В литьевых формах с несколькими плоскостями разъема перемещение плит должно происходить как при размыкании, так и при смыкании в заданной последовательности. При этом последовательность при смыкании не всегда совпадает с порядком последовательности их размыкания.
Известно устройство пресс-форм, обеспечивающее их размыкание с двумя плоскостями разъема, содержащее скобу, закрепленную на оси в корпусе, связанном с перемещаемой плитой с зацепами, планкой, пальцем и кулачком, приведенное в справочнике по проектированию оснастки для переработки пластмасс. Известны устройства, содержащие скобы в сочетании - с кулачками, упорами, пружинами, которые также могут использоваться для размыкания форм с двумя плоскостями разъема.
Известна форма, содержащая фиксатор для первой перемещаемой плиты, две плоскости разъема и неподвижную и подвижную полуформы, промежуточную плиту с клином, взаимодействующим с ползуном, механизмом перемещения промежуточной плиты, содержащим тягу с наклонным клином и пазом, закрепленную в подвижной полуформе, пальца с лысками и скосом на торце, закрепленного в неподвижной полуформе и кулачка со скосами, установленного подвижно в промежуточной плите, а также механизма фиксации промежуточной плиты, выполненного в виде ползуна с наклонным отверстием и вилкой, установленного в промежуточной плите.
Механизм перемещения промежуточной плиты, примененный в указанной форме, не позволяет создавать формы с числом разъемов более двух, а также назначить по своему усмотрению последовательность перемещения плит при смыкании формы. Кроме того, механизм перемещения сложен по конструкции и в наладке.
Цель изобретения - создание формы с тремя плоскостями разъема и с любыми последовательностями перемещения плит как при их разъеме, так и при смыкании, а также упрощение конструкции формы и облегчения ее наладки.
Цель достигается тем, что плиты каждого разъема формы на наружных боковых поверхностях снабжаются связями, обеспечивающими их объединение для совместного движения до определенного усилия разъема (или смыкания) после превышения которого плиты разъединяются (или смыкаются, вследствие чего воздействием на предельную величину указанных усилий для разъемов формы, ставя их в определенный ряд по возрастанию, можно получить любую последовательность перемещения плит как при разъеме формы, так и при ее смыкании.
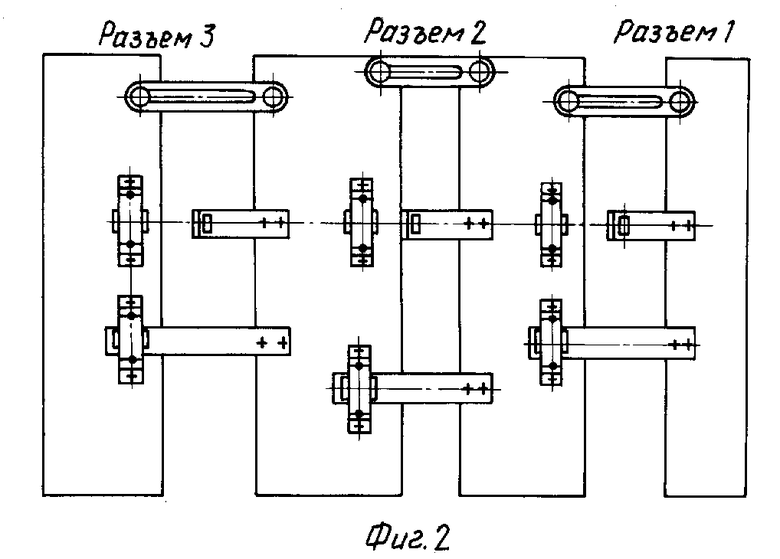
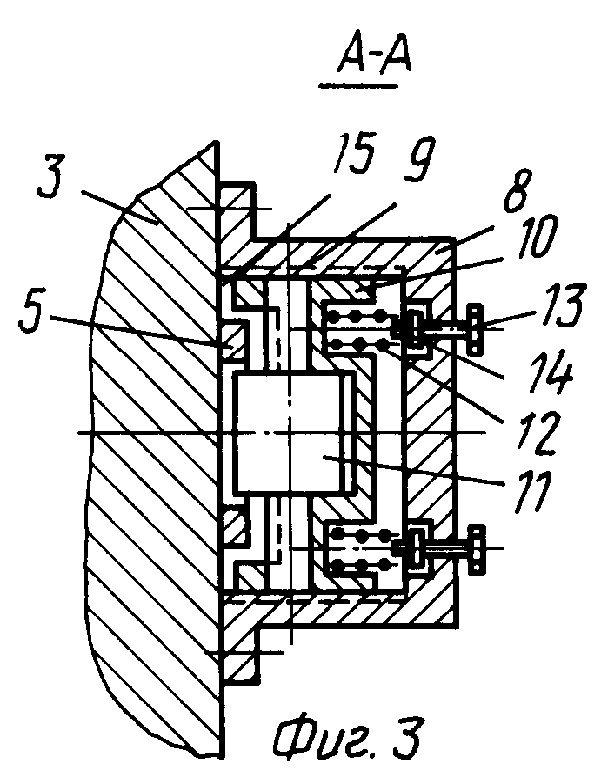
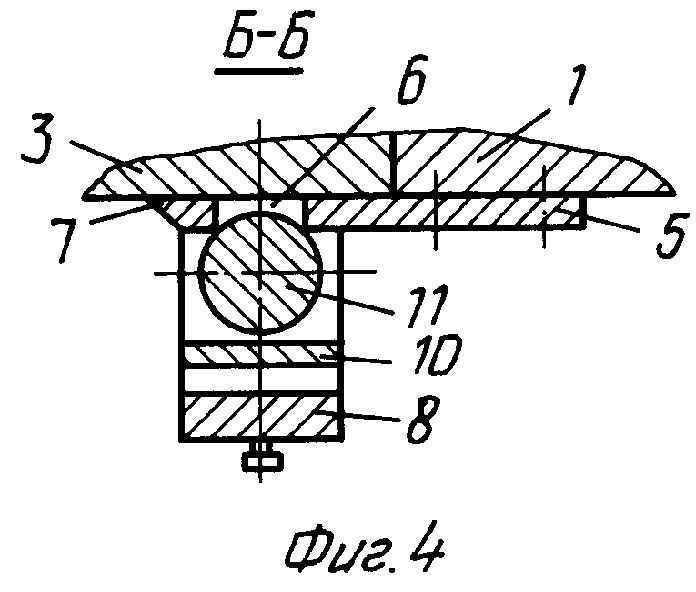
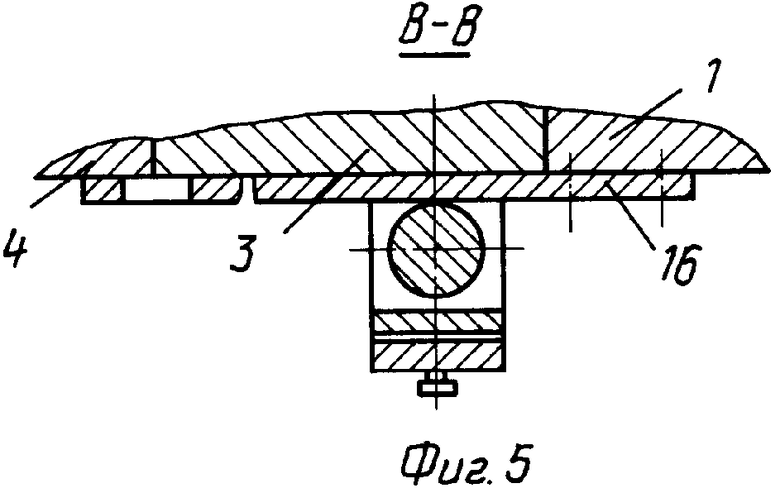
На фиг. 1 представлена форма с тремя разъемами в положении полного смыкания, общий вид; на фиг. 2 - то же, в положении полного разъема; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1.
Форма состоит из неподвижной части 1, подвижной части 2, жестко связанной с подвижной плитой машины и промежуточными частями, соответственно 3 и 4, удерживаемыми направляющими колонками формы (на фиг. не показаны). Каждая указанная часть может содержать несколько жестко скрепленных между собой плит.
Между частями 1 и 3 производится разъем 1, между частями 3 и 4 - разъем 2 и между частями 4 и 2 - разъем 3.
Части формы каждого разъема соединены узлами: регулирования момента начала, размыкания частей; регулирования момента начала смыкания частей; петлей для ограничения величины раскрытия частей формы.
Узел регулирования момента начала размыкания частей формы содержит тягу 5 с прямоугольным отверстием 6 и заходной фаской 7 жестко связанную с одной из размыкаемых частей формы, скобу 8, жестко связанную с другой размыкаемой частью, в которой в направляющих пазах 9 установлен вкладыш 10 с возможностью его перемещения в скобе и ролик 11, установленный во вкладыше 10 с возможностью вращения вокруг своей оси и взаимодействия с отверстием 6 тяги 5. Вкладыш 10 совместно с роликом 11 подпружинен пружиной 12, а усилие прижима ролика к тяге 5 может регулироваться болтом 13 через шайбу 14, воздействия на пружину. Зазор 15 между торцевой поверхностью вкладыша 10 и поверхностью плиты определяет минимальное приближение цилиндрической поверхности ролика к поверхности плиты в момент, когда тяга 5 не контактирует с роликом. Это приближение не препятствует надежному контакту цилиндрической поверхности ролика с вертикальными краями отверстия 6, а наличие зазора облегчает вход тяги 5 под ролик в момент смыкания частей формы. Узел регулирования момента начала смыкания частей формы содержит все элементы, перечисленные в описании узла регулирования момента начала размыкания этих частей с заменой короткой тяги 5 на длинную тягу 16, которая выполняется без заходной фаски на торце. Узел петли для ограничения величины раскрытия частей формы содержит собственно петлю 17 с отверстием и прорезью для пальцев 18, закрепленных на контактирующих частях формы. В зависимости от условий разъема и смыкания плит формы набор узлов регулирования может меняться.
Форма работает следующим образом.
Для примера рассмотрим ее работу с последовательностью размыкания - разъем 2, разъем 1, разъем 3 и последовательностью смыкания - разъем 1, разъем 3, разъем 2. Прежде всего, с помощью болтов 13 производится регулировка усилия прижатия роликов 11 к тягам 5 и 16. Очевидно, что если ролик расположен в прямоугольном отверстии 6 тяг 5 и 16, то увеличение усилия прижатия ролика потребует большего усилия для начала движения тяг, т. е. большего усилия для разъема или смыкания частей формы, поэтому для реализации порядка разъема формы по указанному примеру необходимо в узлах с тягами 5 максимальную затяжку пружины 12 выполнить в разъеме 3, среднюю затяжку - в разъеме 1 и наименьшую - в разъеме 2. В этом случае узел с тягой 5 в разъеме 2 можно не предусматривать вообще. Что касается узлов с тягами 16, то с учетом уменьшения затяжки пружин по узлам разъемов последовательность будет - разъем 2, разъем 3, разъем 1. Аналогично описанному, в разъеме 1 узел с тягой 16 можно не устанавливать. Если теперь подвижная часть 2 формы совместно с плитой машины начнет перемещаться влево, то первым произойдет разъем формы по разъему 2, т. к. здесь минимальна связь между частями формы, осуществляемая узлами с тягой 5. Перемещение завершится исчерпанием свободного хода петли 17 и с этого момента зазор между частями 3 и 4 станет максимальным при одновременном заходе ролика 11 в отверстие 6 тяги 16 разъема 2. При дальнейшем движении подвижной части 2 аналогичные события произойдут в разъеме 1 и далее в разъеме 3. Форма полностью разомкнута. После удаления отливки форма смыкается. При этом первым ликвидируется зазор между частями 1 и 3, так как в этом разъеме (разъеме 1) минимальна связь между частями формы, осуществляемая узлами с тягой 16. После ликвидации зазора в разъеме 1, при дальнейшем движении подвижной части 3, аналогично будет ликвидирован вначале зазор в разъеме 3 и, наконец, в разъеме 2. Форма сомкнута.
Следует отметить, что можно рассмотреть и другие варианты последовательности движения плит при закрытии и раскрытии форм с тремя плоскостями разъема. Однако приведенный пример характеризует общий подход к решению задачи, поэтому другие варианты в работе не рассматриваются.
Реализация предполагаемого изобретения позволит расширить технологические возможности конструируемых форм за счет создания, при необходимости, форм с тремя или более плоскостями разъема, при этом упростить их конструкцию, облегчить наладку, а также унифицировать узлы устройства размыкания и смыкания плит при любой последовательности их перемещений при работе.
(56) Авторское свидетельство СССР N 1452653, кл. В 22 D 17/22, 1989.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2097185C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2007297C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПРЕСС-ОСТАТКА ОТ ЦЕНТРАЛЬНОГО ЛИТНИКА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2043851C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2060887C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ТЕРМОПЛАСТОВ | 1992 |
|
RU2090366C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |
Использование: изготовление деталей из пластмасс и цветных металлов методом литья под давлением. Сущность изобретения: плиты каждого разъема формы на наружных поверхностях снабжаются тягами 5 и 16, взаимодействующими со скобами 8, снабженными подпружиненными роликами, контактирующими с прямоугольными отверстиями тяг 5 и 16, и петлями 17 с прорезью для пальцев 18. Регулировкой усилия пружин, воздействующих на ролики и длинами тяг 5 и 16, можно установить нужную последовательность разъема плит формы (тяга 5) или их смыкания (тяга 16), а длинами прорезей в петлях - ограничить величины разъема плит при раскрытии. 5 ил.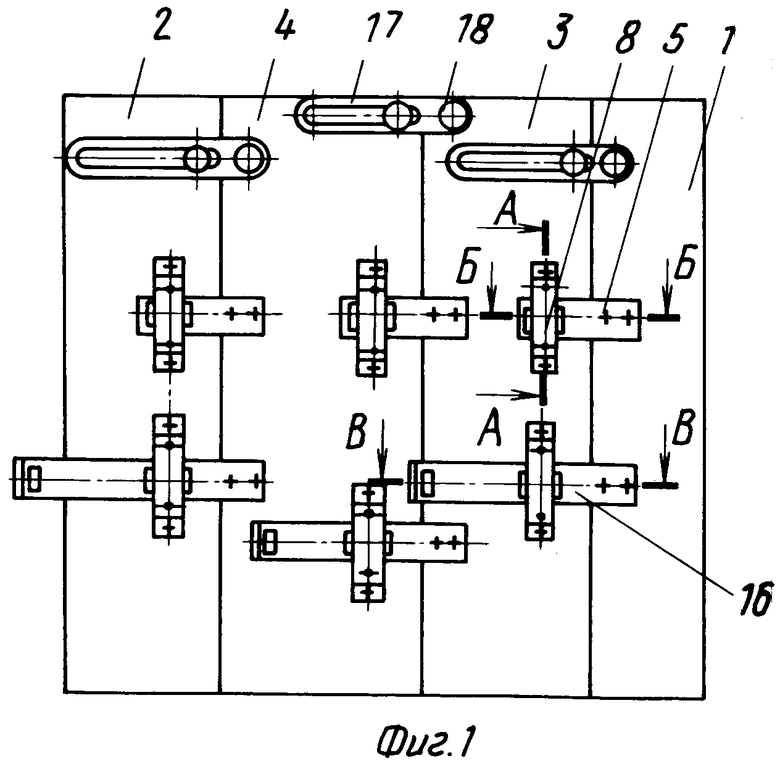
ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ с несколькими плоскостями разъема, содержащая неподвижную, подвижную и промежуточные плиты, формообразующие элементы, направляющие колонки, узлы разъема и смыкания плит, узлы фиксации плит в разомкнутом положении, отличающаяся тем, что узлы разъема и смыкания плит установлены на боковых поверхностях плит у каждой плоскости разъема и выполнены в виде тяги, закрепленной на одной из плит и имеющей прямоугольное отверстие, скобы, закрепленной на другой плите, вкладыша, установленного в направляющих скобы с возможностью перемещения перпендикулярно боковым поверхностям плит и поджатого пружиной, и ролика, закрепленного во вкладыше с возможностью вращения вокруг своей оси и взаимодействия с прямоугольным отверстием тяги, при этом тяги узлов разъема плит имеют меньшую длину, чем тяги узлов смыкания плит.
