Изобретение относится к технологии изготовления изделий из термопластов методом литья под давлением, в частности для литья изделий с глубокими каналами, ось которых произвольно ориентирована по отношению к продольной оси формы.
Известна форма [1] в которой извлечение знака из отливки осуществляется шариковым механизмом. Эта форма содержит знак, жестко скрепленный с ползуном, который связан со штоком, закрепленным к плите выталкивающей системы, каналом круглого сечения, плотно заполненным шариками. При срабатывании выталкивателя машины шток совместно с плитой перемещается и через шарики передает усилие на ползун, который выводит знак из отливки, сжимая при этом пружину обратного хода. Глубина канала в отливке, изготовленной на такой форме, ограничивается ходом выталкивателя машины, который невелик. При этом в этой форме указанный ход используется как для перемещения ползуна, со знаком, так и для удаления отливки из формы. Так, в машине с номинальным объемом впрыска 6З см3 наибольший ход гидравлического выталкивателя составляет 60 мм, и если для выталкивателя отливки из формы из указанного хода будет использовано 30 мм, то глубина канала в отливке не может превысить 25-30 мм.
Известна форма [2] содержащая неподвижную плиту, плиту-матрицу с размещенным в ней формующим знаком, корпус с держателем знака, установленный в неподвижной плите фиксатор знака. Эта форма не позволяет изготавливать изделие с глубокими каналами.
Техническое решение данного изобретения состоит в расширении технологических возможностей, обеспечивающих формирование изделий с глубокими каналами.
Данное техническое решение достигается тем, что форма, содержащая неподвижную плиту, плиту-матрицу с размещенными в ней формующим знаком, корпус с держателем знака, установленный в неподвижной плите фиксатор знака и выталкивающую систему, снабжена направляющими роликами, тросом и установленными в неподвижной плите подпружиненной тягой с шайбой для ограничения перемещения тяги, причем корпус жестко закреплен на наружной поверхности плиты-матрицы, знак установлен перпендикулярно оси формы, направляющие ролики размещены на корпусе, а держатель знака снабжен пружиной и связан через направляющие ролики и трос с тягой.
На фиг.1 представлен продольный разрез формы при запрессовке. На фиг.2 - то же, но при удалении изделия из формы. На фиг.3 разрез А-А на фиг.1.
Пресс-форма состоит из неподвижной плиты 1, плиты-матрицы 2 и соединенной жестко с ней плиты крепления 3. К плите-матрице 2 крепится корпус 4, в котором размещаются держатель 5, связанный со знаком 6 с возможностью продольного перемещения при воздействии на них усилия троса 7, переброшенного через ролики 8 и далее 9, другой конец троса закреплен к концу тяги 10, нагруженной пружиной 11 в гнезде 12 плиты 1 и оканчивающейся ограничительной шайбой 13. В корпусе 4 заключена пружина 14, более жесткая, чем пружина 11, и ограничительная шайба 15, жестко связанная с корпусом 4. В плите 1 размещен фиксатор 16, для которого в плите 2 предусмотрен канал, а в знаке 6 предусмотрен фасонный паз. По центру формы расположен толкатель 17 с возможностью осевого перемещения в расточке плиты 2 и пружина 18, воздействующая на него. Плиты связаны направляющими колонками 19.
Пресс-форма работает следующим образом. В сомкнутом положении форма заполняется расплавом, после охлаждения которого производится раскрытие формы. При этом плиты 2 и 3 отходят влево, увлекая за собой корпус 4 со всеми элементами, смонтированными на нем и в нем. Поскольку пружина 14 жестче пружины 11 и знак 6 зажат в отливке, на начальном этапе раскрытия, при неподвижном знаке, переместится шайба 13 до упора в ступеньку 16 и знак будет подготовлен к извлечению из отливки. С этого момента раскрытие формы будет приводить к извлечению знака из отливки, т.к. при движении корпуса 4 и при упоре шайбы 13 в ступеньку гнезда 12 плиты 1 второй конец троса начнет поднимать держатель 5 и знак 6. Когда знак будет полностью выведен из отливки, срабатывает выталкиватель машины, который воздействует на толкатель 17, удаляющий отливку из формы и сжимающий пружину 18. Смыкание формы производится в обратном порядке.
Реализация изобретения позволит расширить технологические возможности формы, позволяя изготавливать изделие с глубокими каналами, ось которых произвольно ориентирована к продольной оси формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2007297C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2097185C1 |
| ЛИТЬЕВАЯ ФОРМА | 1992 |
|
RU2060887C1 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2012434C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ПРЕСС-ОСТАТКА ОТ ЦЕНТРАЛЬНОГО ЛИТНИКА НА МАШИНЕ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2043851C1 |
| Литьевая форма для изготовления полых длинномерных изделий | 1991 |
|
SU1757900A1 |

Использование: изобретение относится к технологии изготовления изделий из термопластов методом литья под давлением, в частности для литья изделий с глубокими каналами. Сущность изобретения: форма содержит неподвижную плиту 1,плиту-матрицу 3 с формующим знаком 6, корпус 4, в котором размещен держатель 5 со знаком с возможностью его продольного перемещения в матрице. Форма снабжена направляющими роликами 8, тросом и подпружиненной тягой 10 с шайбой для ограничения перемещения тяги. Причем корпус 4 жестко закреплен на наружной поверхности плиты-матрицы. Знак 6 установлен перпендикулярно оси формы, направляющие ролики 8 размещены на корпусе, а держатель знака снабжен пружиной и связан через направляющие ролики и трос с тягой. 3 ил.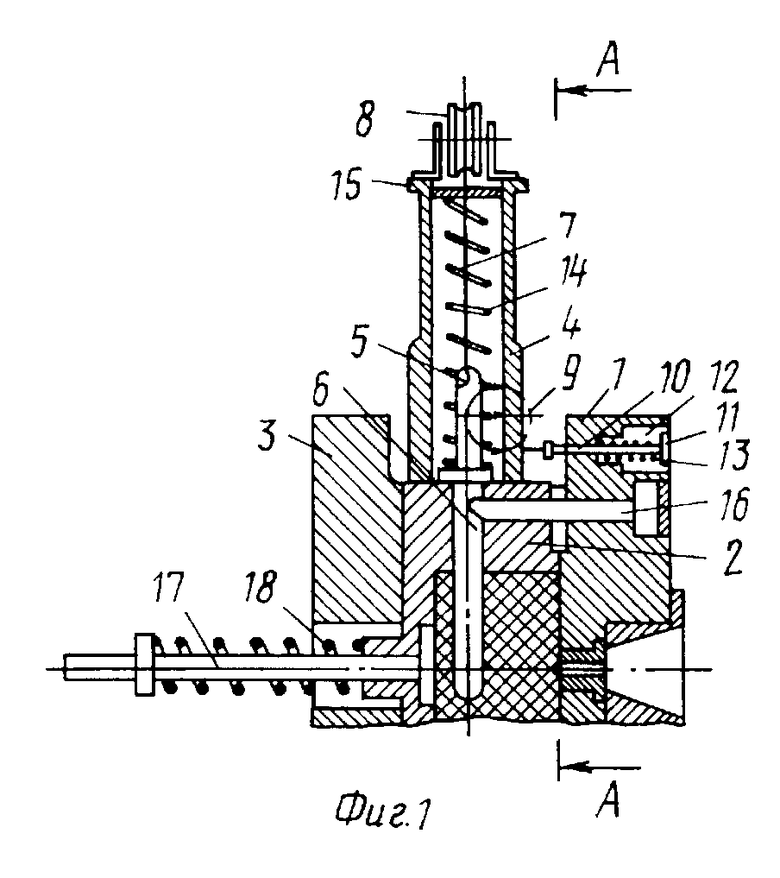
Форма для литья термопластов, содержащая неподвижную плиту, плиту-матрицу с размещенным в ней формующим знаком, корпус с держателем знака, установленный в неподвижной плите фиксатор знака и выталкивающую систему, отличающаяся тем, что она снабжена направляющими роликами, тросом и установленными в неподвижной плите подпружиненной тягой с шайбой для ограничения перемещения тяги, причем корпус жестко закреплен на наружной поверхности плиты-матрицы, знак установлен перпендикулярно оси формы, направляющие ролики размещены на корпусе, а держатель знака снабжен пружиной и связан через направляющие ролики и трос с тягой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пантелеев А.П | |||
| и др | |||
| Справочник по проектированию оснастки для переработки пластмасс | |||
| - М.: Машиностроение, 1986, с.173, рис.84а | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, с.176, рис.87а. | |||
