Изобретение относится к области переработки пластмасс в изделия, а именно к оснастке литьевых машин, предназначенной для изготовления полых длинномерных изделий из термопластов.
Известна форма для изготовления длинномерных полых изделий, содержащая подвижную и неподвижную полуформы, знак для оформления отверстия и связанное с полуформами рычажное устройство для сталкивания изделия со знака вдоль линии разъема формы. Рычажное устройство-стал- киватель содержит значительное число рычагов, связанных осями, не
обеспечивающих из-за многозвенности жесткости крепления знака.
Наиболее близким решением является рычажная система сталкивания и извлечения знаков. Литьевая форма содержит подвижную и неподвижную полуформ с размещенной в них матрицей, сталкивающий механизм в виде рычажной системы и знак, закрепленный на вертикальной стойке жестко связанной с нижней траверсой рычажной системы, наружные рычаги которой шарнирно связаны попарно с неподвижной и подвижной полуформами. Кольцевой стал- киватель размещен на вертикальной стойке с возможностью перемещения вдоль нее.
vaa
4
01
XJ
««&
жестко связан с верхней траверсой рычажной системы, которая при разъеме полуформ опускается, а при смыкании полуформ поднимается вверх, увлекая за собой сталкиватель.
К недостаткам данной литьевой формы относится крепление знака на стойке, кинематически связанной с полуформзми через систему рычагов. Кинематичзскэя связь является менее надежной по сравнению с жестким креплением знака на стойке, например, жестко закрепленной на одной из плит формы. Креме того симметричное расположение знокз м кду полуформами не может обеспечить рьзмещение его при разъеме полуформ на разных расстояниях от неподвижной и подвижной полуформы, что приводит к невозможности изготовления деталей, для которых величина разъема полуформ определяется не только размером детрли по оси формы, а также расстоянием от вертикальной оси детали до максимально удаленной точки в перпендикулярном направлении (например, тройник). Изготовление такой детали вызывает необходимость увеличивать ход разъема формы, а это ведет к увеличению цикла изготовления детали и к снижению производительности гситьвой машины, или связано с невозможностью изготовления детали, если машина с нужным ходом подвижной плиты отсутствует,
Целью изобретения является расширение технологических возможностей формы за счет регулирования разъема полуформ и хода сталкивателя.
Указанная цель достигается за счет того, что форма снабжена расположенной между полуформами П-образной плитой, связанной посредством пружин с подвижной полуформой и посредством серег с пазами - с неподвижной полуформой, направляющими колонками для перемещения П-образной плиты и фиксации полуформы и установленным на П-образной плите корпусом с аксиально-подвижной крышкой, внутри которого закреплен держатель со знаком и сталкивателем и жестко связанные с крышкой подпружиненные тяги, причем каждая рычажная система выполнена в виде шарнирно-смонтированной на корпусе одной вершиной пластины треугольной формы, которая второй вершиной посредством серьги шарнирно связана с крышкой корпусй, а третьей вершиной посредством рычага с пг одольным пазом для размещения оси шарнира связана с подвижной полуформой.
Наличие П-образной плиты, соединенной с подай шой и неподвижной полуформами, а также жесткое закрепление на ней держателя со знаком позволяют сместить знак по отношению к полуформам на различную, зависимую от детали величину, Это,
в свою очередь, позволяет выбрать наименьший ход раскрытия формы, что сокращает до минимума продолжительность цикла изготовления детали, а следовательно, улучшает технологические возможности
0 формы.
Установление на П-образной плите корпуса, внутри которого закреплен деожатель со знаком и сталкиватель, а также тяги свя ззнные снизу со сталкивателем, а сверху с
5 крышкой и подпружиненны-5 Б верхней части, позволяет обеспечить перемещение знака и сгалкивателя по отношению к полуформам на необходимую величину, а также перемещение стялкивателя по вертиС кали, т.е. регулирование ходов полуформ и ходов сталкивателя в единой системе
П-обрззная форма плиты обусловлена необходимостью сброса отливки при размыкании полуформ, а также обеспечением
5 возможности смыкания полуформ во внутреннем пространстве этой плиты.
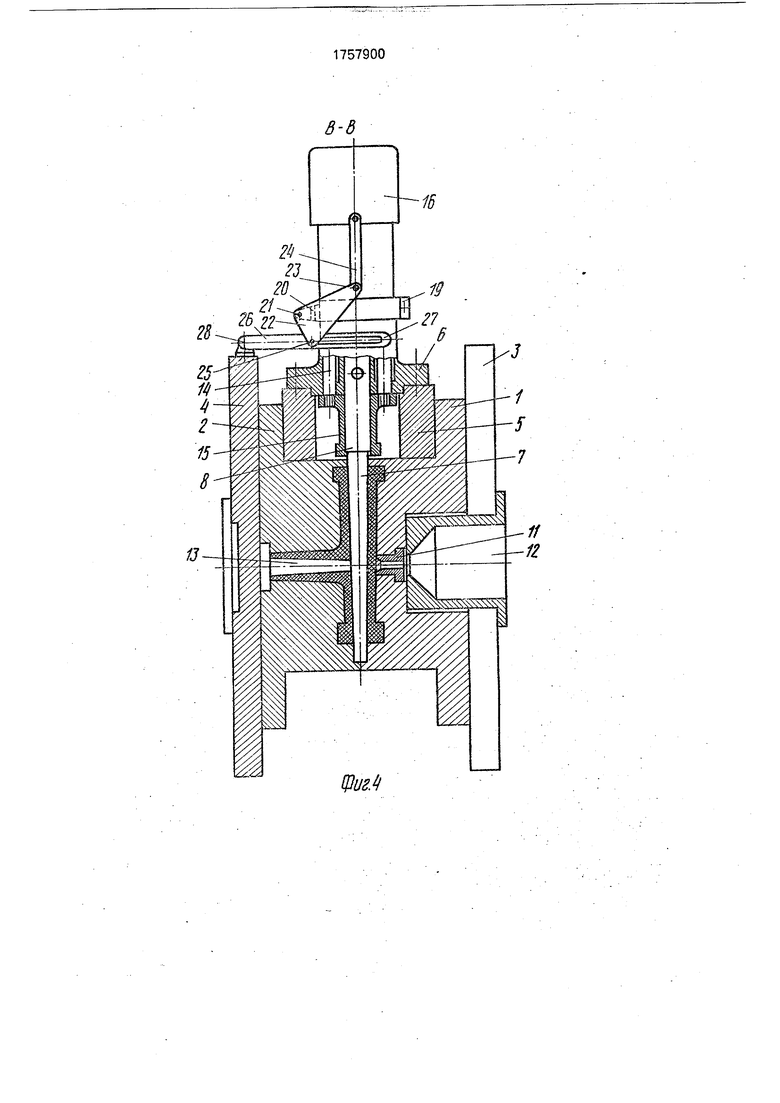
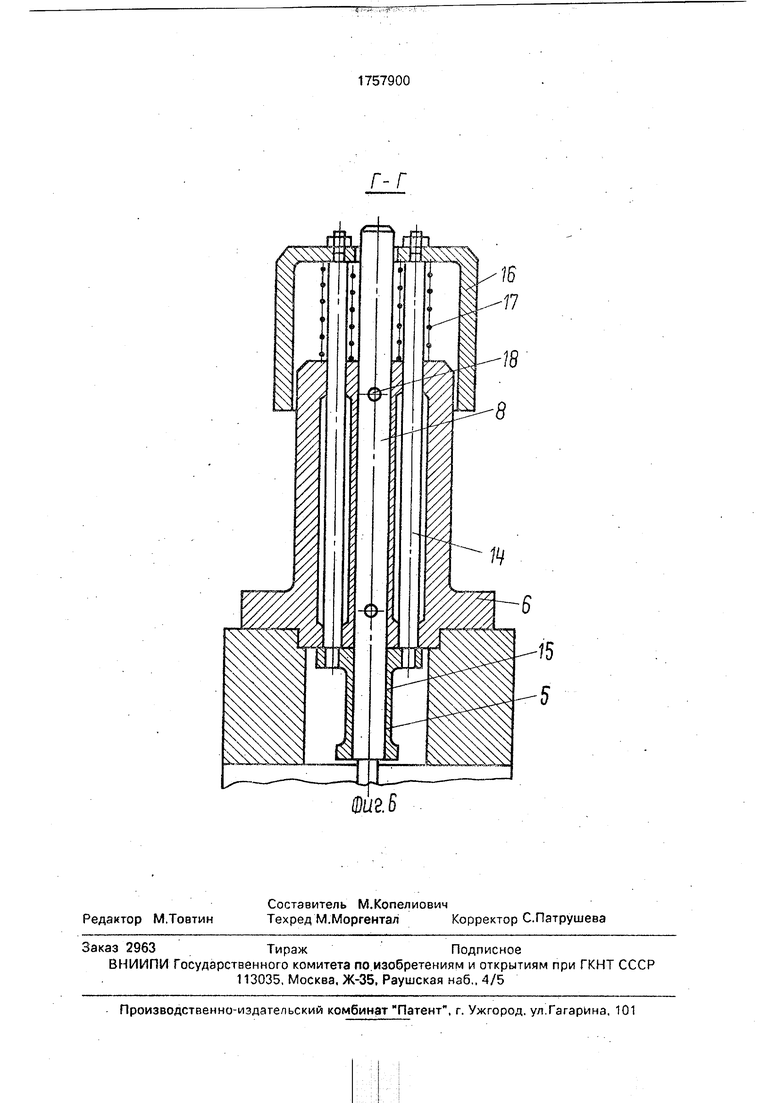
Сущность изобретения поясняется чертежами, где на фиг.1 представлен вид формы сверху в сомкнутом состоянии; на фиг.2
0 - вид по стрелке Б, фиг,1; на фиг.З - разрез по А-А, фиг.1; нафиг.4 -продольный разрез по 8-В форм в сомкнутом состоянии; на фмг.5 - то же в разомкнутом состоянии; на фиг 6 - поперечный разрез сталкивателя по
5 Г-Гсфиг.1.
Литьевая форма для изготовления полых длинномерных изделий содержит две полуформы: неподвижную 1 и подвижную 2, жестко скрепленные соответственно с пли0 тами 3 и 4, а также П-образную плиту 5, несущую на себе корпус 6 с установленным внутри него знаком 7, жестко закрепленным на держателе 8. Направляющие колонки 9 предназначены для перемещения по ним
5 плиты 5 при размыкании формы, а направляющие колонки 10 для фиксации полуформы, В неподвижной полуформе 1 размещена литниковая втулка 11 и удерживающий ее прижим 12. Подвижная полуфор0 ма 2 содержит знак 13. Корпус 6 содержит тяги 14, способные перемещаться вдоль оси корпуса и жестко связанные снизу со сталкивателем 15. а сверху - с крышкой 16 корпуса. На выступающие концы тяг 14 в зазоре
5 между торцом корпуса 6 и крышкой 1 б установлены пружины 17. Держатель 8 жестко скреплен с корпусом 6 штифтами 18, обеспечивая жесткое крепление чнака 7 на плите 5. Озлкиватель 15 способен свободно перемещаться по держателю 8. К корпусу 6 на
хомутах 19 прикреплены опоры 20 для осей 21, из которых установлены пластины треу- голькой формы 22, несущие по оставшимся углам оси 23, шзрнирно связанные соответственно посредством серег 24 с крышкой 16, и оси 25 - посредством рычагов 26 с выполненными в них пазами 27 и опирающиеся на оси 28. Полуформа 1 и плита 5 связаны между собой серьгами 29 с пазами 30 и пальцами 31. Пояуформа 2 м плита 5 связаны между собой пружинами 32 посредством пальцев 33.
Литьевая форма работает следующим образом.
Впрыск расплава термопласта и оформление отливаемой детали производят при сомкнутых полуформах (см. фиг.4), В этом случае сталкиватель 15 находится в верхнем крайнем положении, поскольку он связан тягами 14с крышкой 15, а крышка 16 отжата пружинами 17 вверх, так как при наличии в рычагах 26 пазов 27 рычажная система этому не препятствует. При этом знак 7, связанный жестко через держатель 8, штифты 18, корпус 6 с П-образной плитой 5, зажат в соответствующих гнездах полуформ 1 и 2. В этом положении пакет сжат усилием литьевой машины. При раскрытии формы плиты 3, 2 и 5, стянутые пружинами 32 (см. фиг.1 и фиг.2), отходя влево. При этом происходит отрыв отливки от оформляющего гнезда в полуформе 1, так как отливка увлекается влево знаком 7, жестко связанным с плитой 5. Это перемещение влево происходит от того момента, когда полностью будут выбраны пазы 30 в серьгах 29, поскольку серьги 29 увлекаются влево вместе с плитой 5. С этого момента движение плиты 5 прекращается, а плита 4 и полуформа 2 продолжают двигаться влево, растягивая при этом пружины 32. При этом, в связи с наличием пазов 27 в рычагах 26, треугольной формы пластины 22 остаются в покое, и механизм сталкивания еще не срабатывает. В этот период, поскольку знак 7 и отливка перемещаться дальше влево не могут, а полуформа 2 продолжает двигаться влево, происходит отрыв отливки от оформляющего гнезда в лолуформе 2. Это продолжается до тех пор, пока подвижная полуформа 2 не отодвинется влево настолько, чтобы можно было сбросить отливку вниз. Именно для реализации такой возможности плита 5 не имеет перемычки внизу, т.е. ей придана П-образная форма, С этого момента наступает этап сброса отливки со знака 7. Пазы 27 в рычагах 26 полностью выбраны, и они, при движении подвижной полуформы 2, влево, начинают вращать пластины 22 вокруг сев1 ) 1 При этом оси 23 перемещаются вниз, увлекая за собой серьги 24 и опуская вниз крьаику 16. Крышка 16 через тяги 14 приводит к опусканию сталкивателя 15, который и снимает отливку со знака 7. Сталкивание отливки прекращается при остановке подвижней полуформы 2, Следующий этап - движен ;е
полуформы 2 вправо. В первую сьере. сталкиватель 15 уходит вверх. Затем з че пружин 32 смыкаются подвижная полуформа 2 и плита 5, в третью очередь, происходит полное смыкание формы. Форма готова к
новому циклу работы. Заменой серег 29 и длины пазов ЗО(фиг.З), а также рычагов 26 и пазоз 27 можно регулировать параметры движения элементов формы при эксплуатации.
Таким образом, конструкция позволяет изготавливать несимметричные детали без потери времени цикла и на машинах с меньшим ходом раскрытия формы. Также обеспечивается возможность регулирования
ходов пслуформ и момента сталкивания. Формула изобретения Литьевая форма для изготовления полых длинномерных изделий из термопластов, содержащая подвижную и
неподвижную полуформы, закрепленный на держателе знак, связанный с подвижной полуформой посредством шарнирно-ры- чажннх систем сталкиватель, который жестко соединен с тягами, отличающаяся
тем, что, с целью расширения технологических возможностей за счет регулирования разъема полуформ и хода сталкивателя, она снабжена расположенной между полуформами П-образной плитой, связанной посредством пружин с подвижной полуформой и посредством серег с пазами с неподвижной полуформой, направляющими колонками для перемещения П-обрззной плиты и фиксации полуформы и установленным на П-образной плите корпусом с аксиально подвижной крышкой, внутри которого закреплен держатель со знаком и сталкиза- телем и жестко связанные с крышкой подпружиненные тяги, причем каждая
рычажная система выполнена в виде шар- нирно смонтированной на корпусе одной вершиной пластины треугольной формы, которая второй вершиной посредством серьги шарнирно связана с крышкой корпуса, а
третьей вершиной посредством рычага с продольным пазом для размещения оси шарнира связана с подвижной полуформой.
fO
33
IT
«Ci
Q
Л И I L 15 , Ј
5
«:
о о
О5
г- ю г

| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма для изготовления полых длинномерных изделий из термопластов | 1990 |
|
SU1735032A1 |
| Литьевая форма для изготовления длинномерных полимерных изделий | 1981 |
|
SU1036565A1 |
| Литьевая форма для изготовления изделий из термопластов | 1981 |
|
SU960026A1 |
| Форма для изготовления полимерных изделий | 1982 |
|
SU1073110A1 |
| Предохранительное устройство литьевой машины | 1983 |
|
SU1133113A1 |
| Пресс-форма для литья полимерных изделий с криволинейным отверстием | 1983 |
|
SU1154097A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2007297C1 |
| Литьевая форма для пластмасс | 1986 |
|
SU1391922A1 |


Использование: при изготовлении полых длинномерных изделий из термоплатов. Сущность изобретения: форма содержит неподвижную и подвижную полуформы, П-образную плиту с корпусом, плита связана посредством пружин с подвижной полуформой и посредством серег с пазами - с неподвижной полуформой, направляющие колонки для перемещения плиты и фиксации полуформы, внутри корпуса закреплен держатель со знаком, сталкива- тель и подпружиненные тяги. Рычажная система формы выполнена в виде шарнирно смонтированной на корпусе одной вершиной пластины треугольной формы, которая посредством серьги шарнирно связана с крышкой корпуса, а третьей вершиной посредством рычага с продольным пазом связана с подвижной полуформой, 6 ил.
| Литьевая форма для изготовленияпОлыХ издЕлий из пОлиМЕРНыХ MATE-РиАлОВ | 1979 |
|
SU839703A1 |
| Пантелеев А.П | |||
| и др | |||
| Справочник по проектированию оснастки для переработки пластмасс | |||
| М.: Машиностроение, 1986, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| Способ приготовления пищевого продукта сливкообразной консистенции | 1917 |
|
SU69A1 |
