Изобретение относится к области медицины и может быть использовано при лечении костно-хрящевой системы человека, преимущественно тазобедренного сустава.
Известен способ изготовления эндопротезов тазобедренного сустава (Сиваш К. М. , Шапиро Ю. Л. - Ортопед. Травматол. , 1977, N 2, с. 48-53. С. В. Вирабов. Зависимость стабильного крепления искусственного тазобедренного сустава в кости от его конструкторских особенностей. Центральный институт травматологии им. Н. Н. Приорова. Москва. ) путем литья по моделям, изготовленным из хромокобальтовых, титанокобальтовых, хромоникельмолибденовых и титановых сплавов, шлифовки и полировки.
Однако эти способы не обеспечивают получения эндопротезов высокого качества, а именно прочность соединения эндопротеза с костью человека низкая, так как при размещении его в костной ткани происходит расшатывание эндопротеза из-за низких токсилогических свойств металлических эндопротезов, а также воспаления окружающей эндопротез костной ткани.
Известен способ изготовления протезов (Eftckhar N. S. - Principles of total hip arhoplasty. Saint-Louis, 1978; Frecman M. A. R. - "Arch. orthop. Unfall - Сhin, 1978, 92, 105-106) по выплавляемым моделям из металлических сплавов и штамповки гнезда суставной впадины из полимера, в частности из высокополимерного полиэтилена.
Недостатком этого способа является снижение прочности соединения эндопротеза с костной тканью из-за расшатывания металлического элемента эндопротеза, недостаточного сопротивления износу полимерного элемента эндопротеза и низких токсилогических свойств полиэтиленовых материалов.
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому объекту является способ изготовления эндопротеза по методу О. Н. Гудушаури (Корундовая керамика при лечении повреждений и заболеваний костно-хрящевой системы. Научный центр травматологии и ортопедии МЗ ГССР, Тбилиси. Изд. "Сабчета Сакартвело", г. Тбилиси).
Этот способ предусматривает изготовление эндопротеза в виде монолитной конструкции из высокоглиноземного материала, содержащего SiO, Cr2O3, MnO2 и Al2O3 до 95% , предварительный обжиг при температуре 1200-1250oC в течение 40 ч, шлифовку в течение 50-60 ч, окончательный обжиг при температуре 1650-1750oC в течение 40 ч, полировку в течение 40-50 ч до 14 класса чистоты соприкасающихся поверхностей шарнирного соединения эндопротезов.
К недостаткам этого способа следует отнести: продолжительность процесса из-за его многооперационности; сложность осуществления из-за наличия операции механической шлифовки до высокого класса чистоты, недостаточная прочность эндопротеза за счет изготовления его в виде монолитной конструкции.
Целью способа является повышение качества эндопротеза и упрощение процесса его изготовления.
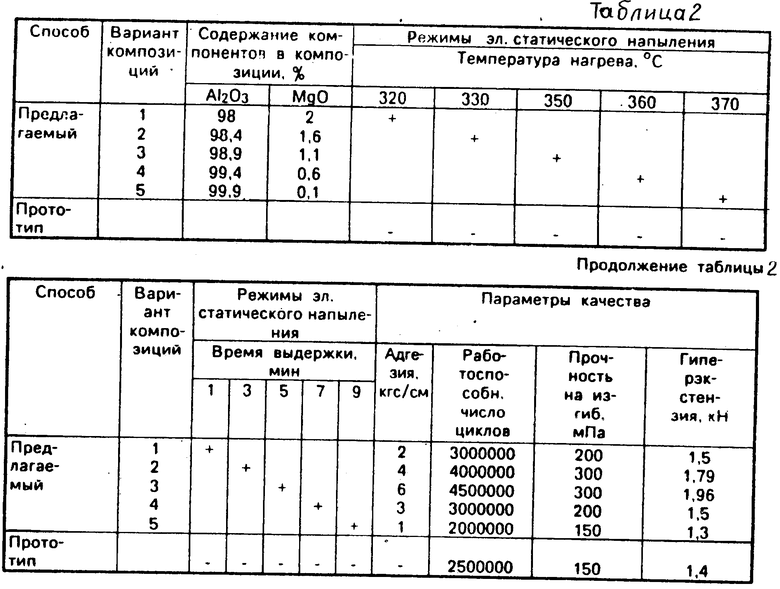
Поставленная цель достигается тем, что в способе, включающем приготовление шликера из керамического материала, заливку шликера в форму и обжиг эндопротеза, согласно изобретению, приготавливают водный шликер из керамического материала следующего состава, % : Al2O398,4-99,4; MgO 0,6-1,6, и заливают его в гипсовую форму, а после обжига эндопротеза наносят на нагретые до 330-350o контактирующие поверхности шарнирного соединения эндопротеза фторполимерное покрытие и выдерживают при этой температуре в течение 3-5 мин.
Предлагаемый способ в отличие от известного содержит новые существенные признаки, позволяющие достичь цель изобретения, а именно: использование керамического материала, содержащего 98,4-99,4% Al2O3 и 0,6-1,6% MgO, позволяет повысить качество эндопротеза за счет исключения MnO, Сr2O3, SiO2, оказывающих вредное влияние на организм человека, а также повысить прочность за счет увеличения содержания Al2O3.
Литье из водного шликера корундового материала в гипсовую форму обеспечивает высокую прочность за счет получения полой конструкции проксимального конца бедренной кости эндопротеза, (т. к. гипсовая форма обладает высокой способностью впитывать влагу), а также улучшает технику безопасности за счет устранения вредных составляющих, выделяющихся при приготовлении шликера. Нанесением, например, напылением, фторполимерного покрытия после предварительного обжига на сферические контактирующие шарнирные поверхности эндопротеза обеспечивает упрощение процесса изготовления эндопротеза за счет устранения трудоемкой и длительной операции полирования, а также повышение качества эндопротеза за счет создания высокой подвижности в узле трения вследствие низкого коэффициента трения и предотвращения прорастания костной ткани между шарнирными элементами эндопротеза. Нагрев контактирующих поверхностей эндопротеза (до 330-350oC) под фторполимерное покрытие обеспечивает повышение адгезии покрытия к поверхностям эндопротеза и, как следствие, повышение его качества. Выдержка в течение 3-5 мин при температуре 330-350оС напыленной фторполимерной композиции предназначена для равномерного оплавления напыленного порошкового материала и формирования покрытия с высокой адгезией.
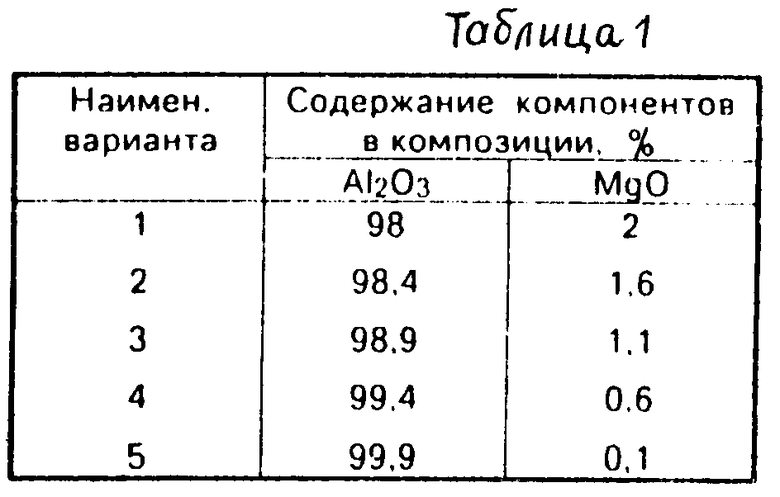
Предлагаемый способ изготовления керамических эндопротезов может быть проиллюстрирован следующим примером конкретного исполнения. Из керамического материала следующего состава (см. табл. 1) приготавливают водный шликер, заливают его в гипсовую ферму. Изготавливают эндопротез и нагревают его до температуры 330-350oC, а затем на контактирующие поверхности шарнирного соединения наносят фторполимерный порошок и выдерживают при этой температуре 3-5 мин.
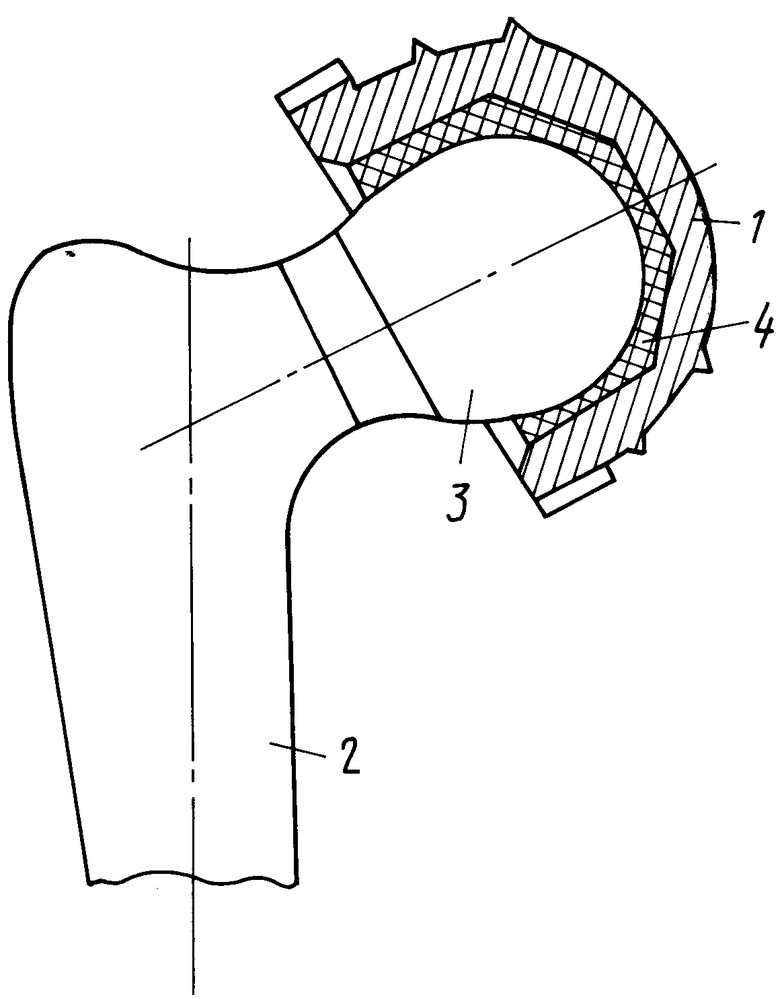
Предлагаемый способ был опробован на опытно-экспериментальном заводе (ТОЭЗ) УралНИТИ. Керамическую массу приготовили следующего состава: Al2O3 99,4% ; MgO 0,6% . Изготовили эндопротез методом литья из водного шликера корундового материала в гипсовой форме, нагрели эндопротез до температуры 350oC, а затем напылили порошковую фторполимерную композицию, например 40 ЛД-1, на нагретые поверхности шарнирного соединения в электростатическом поле напряженностью 70 кВ и выдержали при температуре 350oC в течение 5 мин. Затем эндопротезы, изготовленные по предложенному техническому решению и прототипу, испытали на прочность и работоспособность. Для этого гнездо 1 (см. чертеж) суставной впадины жестко крепили к устройству, имитирующему работу тазобедренного сустава, проксимальный конец 2 бедренной кости с помощью соединительной муфты крепили к карданному валу, имитирующему движение тазобедренного сустава, а головку 3 проксимального конца вставили в гнездо 4 суставной впадины. Включали электродвигатель, приводящий в движение карданный вал с проксимальным концом и головкой бедренной кости, и оценивали эффективность предложенного технического решения и прототипа путем определения работоспособности и прочности эндопротеза.
Прочность эндопротеза оценивали на изгиб проксимального конца бедренной кости, работоспособность эндопротеза оценивали по числу циклов, гиперэкстезию (нагрузку при переразгибании) в кН.
Адгезию фторполимерного слоя к рабочим поверхностям эндопротеза оценивали по методике, изложенной в ТУ 14-3-1050-81.
Результаты сравнительных испытаний представлены в табл. 2. Из таблицы следует, что предлагаемый способ в сравнении с прототипом позволяет увеличить работоспособность на 180% , прочность на изгиб на 200% , гиперэкстензию на 140% , адгезию на 100% . Кроме того, способ упрощается, поскольку исключается процесс мех. шлифования.
Предлагаемый способ рекомендуется внедрить в Челябинской области. (56) Гудушаури О. Н. Корундовая керамика при лечении повреждений и заболеваний костно-хрящевой системы. Научный центр травматологии и ортопедии. Тбилиси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Эндопротез костнохрящевой системы | 1990 |
|
SU1800982A3 |
| ТОТАЛЬНЫЙ ЭНДОПРОТЕЗ ТАЗОБЕДРЕННОГО СУСТАВА | 1997 |
|
RU2120257C1 |
| ЭНДОПРОТЕЗ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА И НАБОР ЭНДОПРОТЕЗОВ ДЛЯ ВОССТАНОВЛЕНИЯ, КОРРЕКЦИИ, УСТРАНЕНИЯ ИЛИ ЗАМЕЩЕНИЯ ДЕФЕКТОВ ИЛИ ПОВРЕЖДЕНИЙ КОСТЕЙ ИЛИ ХРЯЩЕЙ | 2002 |
|
RU2204964C1 |
| ЭНДОПРОТЕЗ ТАЗОВОЙ КОСТИ С ТАЗОБЕДРЕННЫМ СУСТАВОМ | 1997 |
|
RU2117460C1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ НА ОСНОВЕ ГЛИНОЗЕМА, ИЗДЕЛИЕ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА (ВАРИАНТЫ) И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2224548C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЗАМЕЩЕНИЯ КОСТНОЙ ТКАНИ И ЭНДОПРОТЕЗЫ СУСТАВОВ, ИЗГОТОВЛЕННЫЕ ИЗ НЕГО | 2017 |
|
RU2684409C2 |
| КЕРАМИЧЕСКИЙ ЭНДОПРОТЕЗ СУСТАВА | 2001 |
|
RU2203636C2 |
| ЧАШКА ЭНДОПРОТЕЗА ТАЗОБЕДРЕННОГО СУСТАВА | 2017 |
|
RU2668130C2 |
| СПОСОБ ЭНДОПРОТЕЗИРОВАНИЯ ТАЗОБЕДРЕННОГО СУСТАВА ПРИ ЗЛОКАЧЕСТВЕННЫХ ОПУХОЛЯХ | 1991 |
|
RU2012269C1 |
| СПОСОБ РЕВИЗИОННОГО ПРОТЕЗИРОВАНИЯ ТАЗОБЕДРЕННОГО СУСТАВА | 2011 |
|
RU2477622C2 |
Изобретение относится к области медицины и может быть использовано при лечении повреждений и заболеваний костнохрящевой системы человеческого организма, преимущественно тазобедренных суставов. Известные способы изготовления эндопротезов из керамического материала не обеспечивают высокой надежности в работе из-за недостаточной прочности и работоспособности, кроме того, эти способы очень сложны. Изобретение позволяет повысть прочность эндопротеза на изгиб на 200% , работоспособность (по числу циклов) на 180% , нагрузку при переразгибании (гиперэкстензию) на 140% , адгезию на 100% , кроме того, процесс упрощается. Приготавливают водный шликер из керамического материала состава, мас. % : Al2O3 98,4 - 99,4; MgO 0,6 - 1,6, и заливают его в гипсовую форму, а после обжига эндопротеза наносят на нагретые до 330 - 350 С контактирующие поверхности шарнирного соединения эндопротеза фторполимерное покрытие и выдерживают при этой температуре в течение 3 - 5 мин. 1 ил. , 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОГО ЭНДОПРОТЕЗА, включающий приготовление шликера из керамического материала, заливку шликера в форму и обжиг эндопротеза, отличающийся тем, что приготавливают водный шликер из керамического материала, содержащего Al2O3 и MgO, при следующем содержании компонентов, мас. % :
Al2O3 98,4 - 99,4
MgO 0,6 - 1,6
и заливают его в гипсовую форму, а после обжига эндопротеза наносят фторполимерное покрытие на нагретые до 330 - 350oС контактирующие поверхности шарнирного соединения эндопротеза и выдерживают при этой температуре в течение 3 - 5 мин.
