Изобретение относится к сборке и разборке металлических конструкций и может быть использовано для удаления заклепок из панели изделия в авиационной и космической отраслях промышленности.
Известен способ удаления дефектных заклепок, при котором пуансон производит пробивку отверстия в дефектной головке заклепки и выталкивает стержень заклепки из отверстия (авт. св. СССР N 946780, кл. B 21 J 15/50, 1980).
Недостатком данного способа является то, что для удаления дефектных заклепок требуется мощный дорогостоящий просечной пуансон, который затрачивает большое количество энергии.
Известен способ для разборки заклепочных соединений, при котором разборка производится с помощью ножевого упора срезаемого заклепки (авт. св. СССР N 1518072, кл. B 21 J 15/50, 1987).
Недостатком известного способа является то, что для разборки заклепочного соединения с потайной головкой требуется сложное металлоемкое гидравлическое и дорогостоящее оборудование.
Наиболее близким к изобретению по технической сущности является способ удаления заклепок из изделий, заключающийся в удалении одной из головок заклепки с последующим выталкиванием заклепки из отверстия изделия [1] .
Недостатком способа-прототипа является то, что он обеспечивает возможность удаления заклепок только с выступающими головками, что сужает его технологические возможности.
Целью изобретения является расширение технологических возможностей за счет обеспечения удаления заклепок с потайными головками при одностороннем подходе со стороны потайной головки.
Это достигается тем, что в способе удаления заклепок из изделия, заключающимся в удалении одной из головок заклепки с последующим выталкиванием заклепки из отверстия изделия, удаление головки заклепки осуществляют посредством нагрева ее дугой сварочного электрода до испарения металла головки в процессе выдержки в течение времени, определяемом по формуле:
t=  C, где t - время нагрева сварочной дугой, с;
C, где t - время нагрева сварочной дугой, с;
Р - вес головки заклепки, г;
Т - температура кипения металла головки заклепки, оС;
q - количество тепла, выделяемое источником, кал/с;
С - теплоемкость металла, кал/г, оС, а выталкивание осуществляют сварочным электродом.
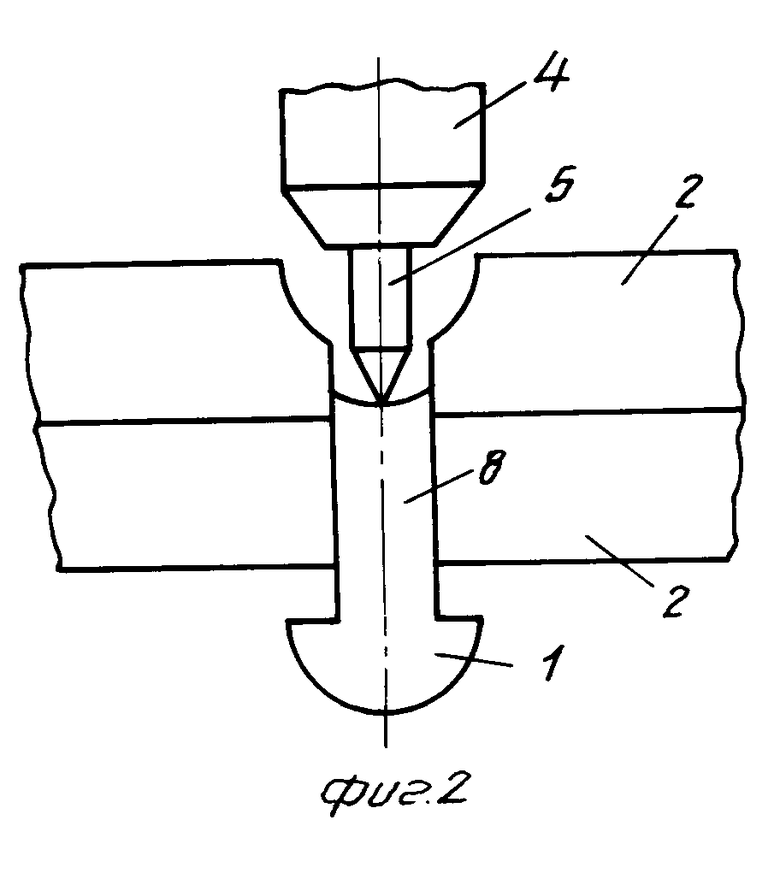
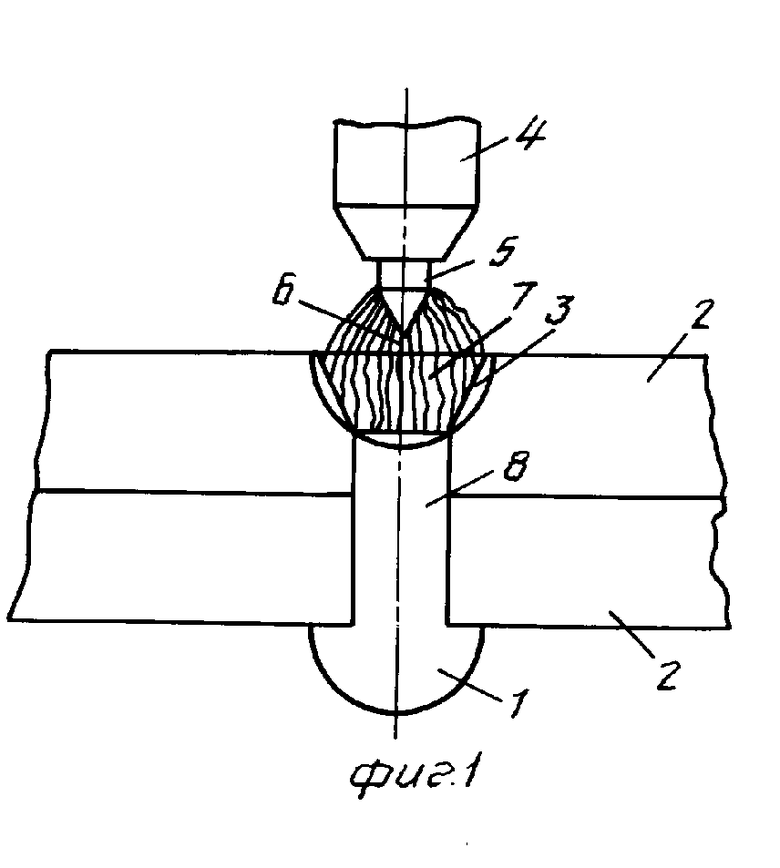
На фиг. 1 представлен схематично способ выплавления потайной головки; на фиг. 2 - момент выталкивания стержня заклепки электродом.
Способ осуществляют следующим образом.
Для удаления заклепок 1, например, из отслужившей срок панели, состоящей из двух листов 2 изделия (на чертеже не показан) при одностороннем подходе со стороны потайной головки 3 заклепки, устанавливают сварочную головку 4 со сварочным электродом 5, по осевой линии заклепки, при этом торец электрода 5 отстоит от поверхности потайной головки 3 на величину дугового промежутка 6 сварочной дуги 7. Затем включают сварочный ток, возбуждают сварочную дугу, нагревают, расплавляют и испаряют потайную головку 3 (фиг. 1) в процессе выдержки в течение времени, определяемого по экспериментально найденной по формуле:
t=  C .
C .
После чего сварочный ток выключают, сварочный электрод 5 перемещают в направлении торца стержня 8 залепки 1, с усилием ударяя по торцу стержня заклепки и выталкивая сварочным электродом 5 стержень заклепки из отверстия панели.
П р и м е р. Производили разборку отслужившей 2-слойной панели летательного аппарата с односторонним подходом, соединенную заклепками, которые со стороны подхода имеют потайную головку заклепки. Панели изготовлены из алюминиевого сплава Д16АТ с заклепкой 1 из сплава Д19 с толщиной листов в пакете 3+3.
Для удаления заклепки устанавливают сварочную головку со сварочным электродом по центру потайной головки заклепки, торец которого отстоит от поверхности потайной головки на величину дугового промежутка 6. Возбуждали сварочную дугу, устанавливали сварочный ток Iсв. = 400А. Нагревали и испаряли сварочной дугой 7 потайную головку 3, выдерживая нагрев в течение времени, которое определяли по формуле:
t=  C=
C=  ≈ 1 c. .
≈ 1 c. .
Время испарения головки до испарения металла потайной головки. Определяли вес головки, который составляет Р = 1,5 г, температура испарения металла сплава Д19 Т= 2400оС, теплоемкость Д19 С = 0,3 кал/гоС, а количество тепла, выделяемое источником, определяли по формуле:
q = 0,24 ˙ UIh Теплоемкость металла С = 0,9 кал/гоС. Затем сварочный ток отключали. После чего электрод перемещают в направлении торца стержня заклепки и с малым усилием Р = 0,3 - 0,5 кгс ударяли по торцу стержня заклепки, выталкивая стержень из отверстия панели сварочным электродом.
Таким образом, данный способ удаления заклепок из изделия позволяет расширить технологические возможности за счет обеспечения возможностей удаления заклепок с потайной головкой при одностороннем подходе со стороны потайной головки, а также экономить энергетические ресурсы посредством применения нагрева сварочной дугой без применения мощного и дорогостоящего оборудования.
Данный способ может быть использован при разборке панелей самолетов, вертолетов, ракет и др. летательных аппаратов. (56) Авторское свидетельство СССР N 694251, кл. B 21 J 15/50, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1991 |
|
RU2016722C1 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 1991 |
|
RU2027571C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ КОНСТРУКЦИЙ | 1988 |
|
RU1559579C |
| СПОСОБ ДУГОВОЙ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
SU1827926A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 1986 |
|
RU1408650C |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023522C1 |
| СПОСОБ СВАРКИ КРУГОВЫХ ШВОВ | 1991 |
|
RU2022745C1 |
| Способ двусторонней потайной клепки клиновидных пакетов | 1991 |
|
SU1794581A1 |
Использование: сборочно-разборочные работы, удаление заклепок из панели изделия в различных отраслях промышленности; удаление заклепок с потайной головкой при одностороннем подходе к потайной головке. Сущность: удаляют одну из головок заклепки, а затем выталкивают заклепку из отверстия изделия. Удаление головки заклепки осуществляют посредством нагрева ее дугой сварочного электрода до испарения металла головки в процессе выдержки в течение времени, определяемого по формуле: t=((P·T)/q)c, где t - время нагрева сварочной дугой, с; P - вес головки заклепки, г; T - температура испарения металла головки заклепки, С; q - количество тепла, выделяемое источником, кал/с; C - теплоемкость металла, кал/г С. Выталкивания заклепки осуществляют сварочным электродом. 2 ил.
СПОСОБ УДАЛЕНИЯ ЗАКЛЕПОК ИЗ ИЗДЕЛИЯ, заключающийся в удалении одной из головок заклепки с последующим выталкиванием заклепки из отверстия изделия, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения удаления заклепок с потайными головками при одностороннем подходе со стороны потайной головки, удаление головки заклепки осущесствляют нагревом ее дугой сварочного электрода до испарения металла головки в процессе выдержки в течение времени, определяемого по формуле
t=  C,
C,
где t - время нагрева сварочной дугой, с;
P - вес головки заклепки, г;
T - температура кипения металла головки заклепки, oС;
q - количество тепла, выделяемое источником, кал/с;
C - теплоемкость металла, кал/г · oС,
а выталкиватель заклепки осуществляют сварочным электродом.
