Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении весьма глубоких коробчатых изделий из листового металла.
Цель изобретения - упрощение штамповой оснастки.
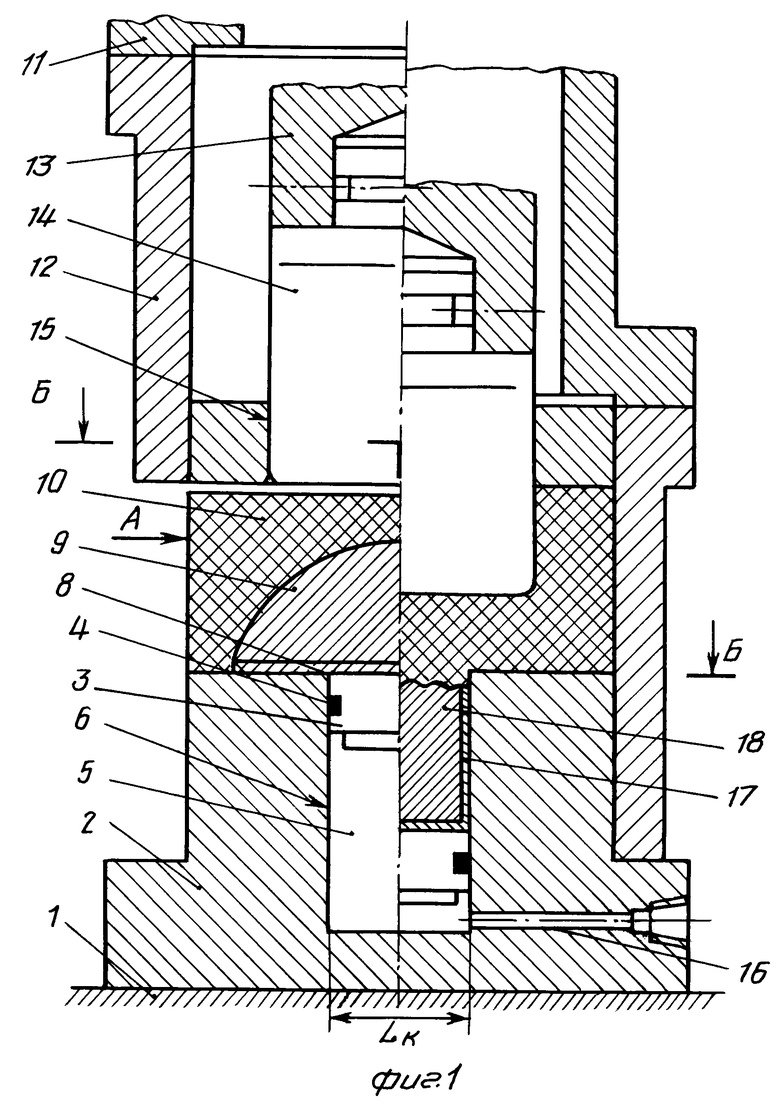
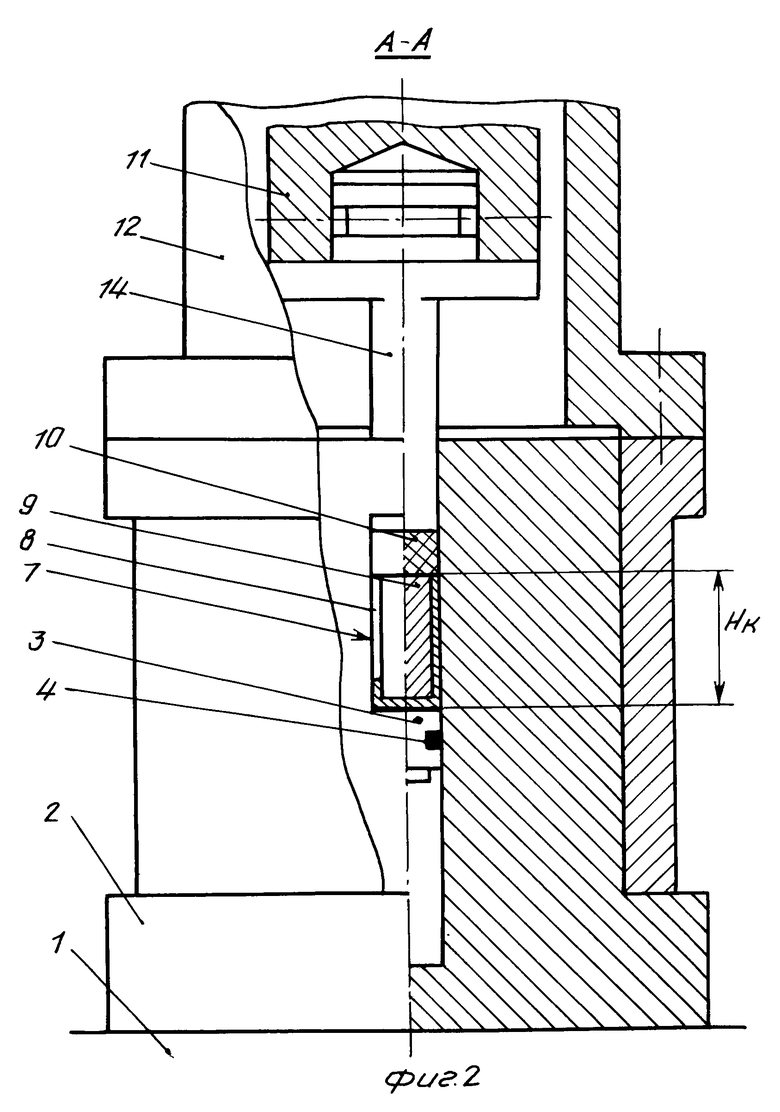
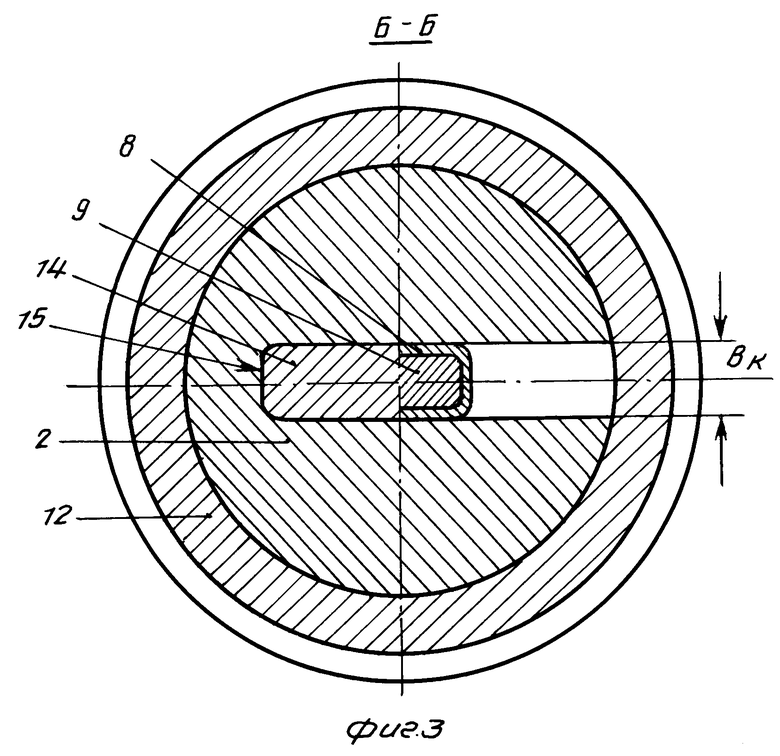
На фиг. 1 показано продольное сечение устройства: слева - в положении перед началом вытяжки, справа - в положении после окончания вытяжки детали; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - поперечное сечение Б-Б на фиг. 1.
Устройство содержит установленную на столе пресса 1 вытяжную матрицу 2, включающую плавающий поршень 3 с уплотнительным кольцом 4, причем плавающий поршень взаимодействует с жидкостью 5, создающей противодавление при вытяжке и обеспечивающей выталкивание из вытяжного отверстия 6 матрицы отштампованного изделия.
Матрица 2 выполнена со сквозным отверстием 7, перпендикулярным оси устройства при ширине вытяжного отверстия Вк, причем в это отверстие устанавливается листовая, предварительно согнутая в П-образное сечение заготовка 8 со вставкой 9 из пластичного легкоплавкого металла и размещенная над последними пластина 10 из эластичной среды (резины или полиуретана).
К наружному ползуну пресса при помощи стакана 11 крепится контейнер 12, а к внутреннему ползуну пресса 13 - толкатель 14, поперечное сечение которого размером ВхL соответствует размерам отверстия 15 в верхней части матрицы 2.
Устройство работает следующим образом.
В сквозное отверстие 7 матрицы 2 вставляется листовая заготовка 8 со вставкой 9 и пластина 10 из резины или полиуретана.
При включении рабочего хода пресса сначала опускается контейнер 12, который перекрывает сквозное отверстие 7 матрицы 2, а затем опускается внутренний ползун пресса 13 с толкателем 14, в результате чего при сжатии резиновой пластины возникает давление, которое воздействует на торцовые участки заготовки 8 и вставки 9, обеспечивая затекание последних в вытяжное отверстие матрицы 2. При этом со стороны плавающего поршня 3 создается противодавление при помощи жидкости 5, которое при помощи отверстия 16 воздействует на предохранительно-разгрузочный клапан гидравлической части устройства. Это противодавление способствует во-первых, симметричному течению заготовки 8 и пластичной легкоплавкой вставке 9 в вытяжное отверстие матрица 2 и, во-вторых, предотвращению складкообразования штампуемого материала.
После окончания штамповки заготовки 8 в изделие 17, наружный ползун вместе с контейнером 12 поднимается в крайнее верхнее положение и из сквозного отверстия 7 сначала выталкивается резиновая пластина 10, а после выталкивания из вытяжного отверстия матрицы 2 плавающим поршнем 3 удаляется отштампованное изделие 17 вместе со вставкой 18. После этого устройство готово к штамповке следующего изделия.
В дальнейшем при необходимости изделие 17 со вставкой 18 могут быть подвергнуты сначала калибровочной операции, например, для получения острых угловых радиусов изделия в плане, а затем нагреву для удаления из изделия легкоплавкого металла вставки 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2023523C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОПРОЧНЫХ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1991 |
|
RU2020014C1 |
| УСТРОЙСТВО ДЛЯ МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1991 |
|
RU2090290C1 |
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ШТАМПОВКИ-ВЫТЯЖКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1991 |
|
RU2023524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023521C1 |
| ШТАМП ДЛЯ ТОРЦЕВОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ПОЛЫХ ЗАГОТОВОК | 1992 |
|
RU2043808C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2013165C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1991 |
|
RU2013164C1 |
| СПОСОБ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЛИСТОВЫХ ЗАГОТОВОК | 1993 |
|
RU2082524C1 |
Использование: для изготовления полых изделий прямоугольной формы в плане, позволяет снизить затраты на изготовление изделий путем упрощения штамповой оснастки и сокращения количества вытяжных переходов. Сущность изобретения: пуансон и прижим выполнены в виде бруса из пластичного металла по форме желоба заготовки. Подпорный элемент выполнен составным из жесткой и эластичной частей, последняя размещена между пуансоном и жесткой частью в сквозной полости матрицы, перпендикулярной оси устройства. Контейнер подвижный, охватывает матрицу в нижнем положении и замыкает сквозную полость матрицы, в которую помещают заготовку. 3 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ из заготовок в виде желоба, содержащее размещенные в верхней подвижной части контейнер и толкатель, установленную в нижней части матрицу с втяжным отверстием и участком для размещения заготовки, а также пуансон и прижим, отличающееся тем, что, с целью упрощения штамповой оснастки, участок для размещения заготовки матрицы выполнен в виде сквозной полости, перпендикулярной к оси устройства, прижим и пуансон выполнены в виде бруса из пластичного легкоплавкого металла и размещены в сквозной полости матрицы со стороны ее вытяжного отверстия, а толкатель выполнен составным из жесткой и эластичной частей, последняя из которых размещена в сквозной полости матрицы над брусом из пластичного легкоплавкого металла, при этом контейнер установлен с возможностью охватывания матрицы и замыкания ее сквозной полости.
| Способ изготовления полых изделий из листовой заготовки | 1977 |
|
SU703187A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
