Изобретение относится к сварке и может быть использовано при сварке конструкций короткими и прерывистыми швами.
Целью изобретения является повышение качества и улучшение условий труда при сварке прерывистыми швами путем улучшения возбуждения дуги и стабилизации процесса сварки.
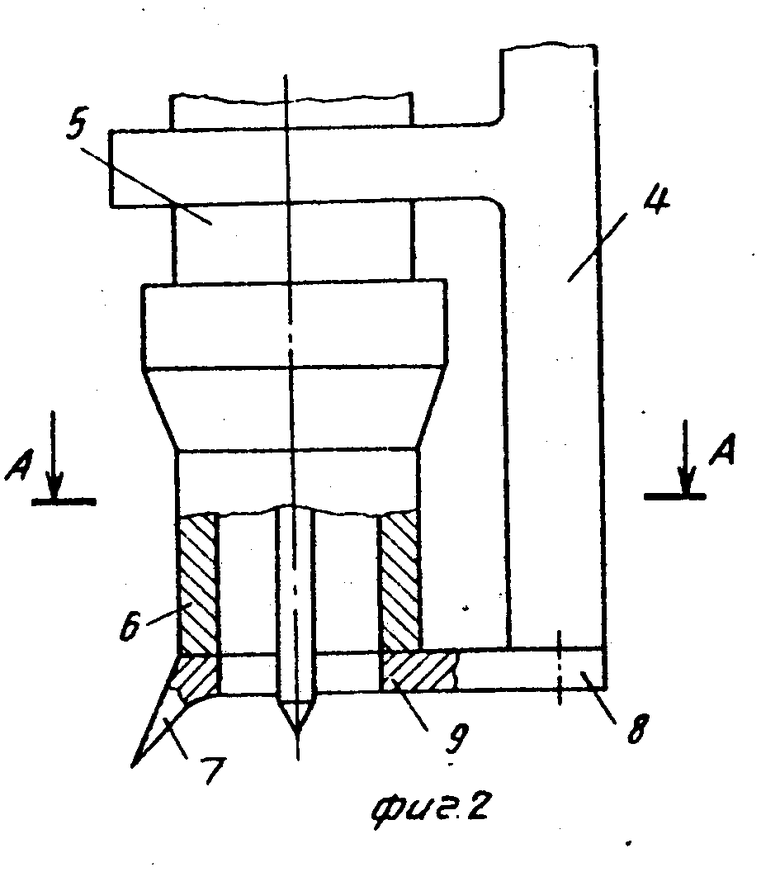
На фиг. 1 схематично представлен способ дуговой сварки детали; на фиг. 2 устройство для осуществления способа; на фиг. 3 сечение А-А на фиг. 2.
Способ осуществляется следующим образом.
Сварочную дугу возбуждают между электродом 1 и деталью 2. Инициатором возбуждения дуги является заусенец 3, который образован, например резцом. Заусенец образуют перед сварочным электродом 1. Возбуждение дуги происходит от касания торцом электрода 1 заусенца 3.
Высота h заусенца 3 соответствует высоте H дугового промежутка. При высоте h заусенца меньше высоты H дугового промежутка дуга не возбуждается, т. е. цепь электрод-деталь разорвана. При высоте h заусенца 3 больше высоты H дугового промежутка происходит возбуждение дуги. Однако с увеличением высоты заусенца больше, чем высота дугового промежутка, начинает обгорать торец электрода и наступает тепловое разрушение вольфрама.
Толщина δ заусенца 3 выбиралась из условия достаточной степени ионизации дугового промежутка и стабилизации процесса сварки. При толщине заусенца 3 менее 0,05 диаметра d электрода 1 наблюдается неустойчивое зажигание дуги из-за малой степени ионизации дугового промежутка. При толщине заусенца свыше 0,15 диаметра d электрода 1 происходит стабилизация процесса зажигания дуги, однако электрод может хрупко разрушиться при касании заусенца электродом, особенно при отключенной дуге и движении головки на холостом ходу.
Таким образом, ионизация дугового промежутка в предлагаемом способе происходит в результате испарения металла заусенца в дуге дугового разряда, возникающего от контакта заусенца с торцом электрода.
Устройство содержит корпус 4, размещенную на корпусе 4 сварочную горелку 5 с соплом 6, резец 7, который установлен под соплом 6 горелки 5. Резец 7 установлен с возможностью контактирования с соплом 6. В державке 8 резца 7 выполнено отверстие 9, минимальный размер которого соответствует внутреннему диаметру сопла 6. В сопле 6 размещен электрод 1.
Устройство работает следующим образом.
Устройство для дуговой сварки перемещается относительно детали 2. Резец 7 контактирует с деталью 2 и вырезает заусенец 3. Электрод 1 при движении контактирует с заусенцем 3. Электрическая цепь электрод-деталь замыкается через заусенец 3, который в момент касания расплавляется. Происходит возбуждение дуги, процесс сварки ведется стабильно без обрыва дуги. После заварки заданного участка шва дугу выключают, электрод 1 и устройство перемещается в новую точку. Дуга загорается от касания торца электрода заусенца. В процессе сварки и в момент зажигания защитный газ из сопла поступает непосредственно в зону резания, защищая ее от воздействия воздуха. Заусенец поступает в зону сварки без окисления или загрязнений. Тем самым повышается качество сварки. Результаты эксперимента показаны в табл. 2, где приведен пример осуществления решения.
П р и м е р. Производилась сварка двух пластин встык из ст. 3, толщиной 3,0 мм длиной стыка 400 мм. Швы прерывистые длиной 100 мм и участком без расплавления 50 мм. Сварка проводилась на фрезерном станке, на шпинделе которого было закреплено устройство, содержащее сварочную головку и резец. Сварка выполнялась вольфрамовым неплавящимся электродом диаметром 3,0 мм в среде аргона, расход аргона 10 л/мин. Режим сварки сила тока 120-130 А, напряжение 12-15 В, скорость сварки 20 м/ч. Длина дугового промежутка и толщина заусенца варьировались (табл. 1).
В табл. 2 показаны результаты эксперимента для положений резца относительно сопла.
Эксперименты показали, что по сравнению с прототипом предлагаемый способ обеспечивает качественную сварку за счет улучшения условий возбуждения дуги и стабилизации процесса сварки.
Применение данного технического решения позволяет в условиях сварки короткими швами обеспечить качество при многократном (практически неограниченном числе зажиганий дуги и соответственно сварок).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ | 1998 |
|
RU2137576C1 |
| Способ сварки неплавящимся электродом в среде защитных газов | 2019 |
|
RU2705827C1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ С КОНТРОЛИРУЕМЫМ ПРИЛИПАНИЕМ ЭЛЕКТРОДА ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2004 |
|
RU2270080C1 |
| Способ дуговой сварки в среде защитных газов | 1983 |
|
SU1140910A1 |
| Горелка для дуговой сварки неплавящимся электродом | 1990 |
|
SU1798078A1 |
| Способ возбуждения дуги при импульснодуговой сварке | 1990 |
|
SU1738522A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ С КОМБИНИРОВАНИЕМ ЭТАПОВ МЯГКОГО И ГОРЯЧЕГО ПУСКОВ | 2010 |
|
RU2467845C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОЛОС В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2010 |
|
RU2430819C1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2022 |
|
RU2788784C1 |
| СПОСОБ ЗАЖИГАНИЯ НЕЗАВИСИМОЙ ТРЕХФАЗНОЙ ДУГИ | 2010 |
|
RU2425736C1 |



Использование: для сварки конструкций короткими и прерывистыми швами. Сущность изобретения: в зоне дугового промежутка между электродом и деталью размещают инициатор возбуждения. В качестве инициатора возбуждения сварочной дуги используют заусенец, который образуют на детали перед сварочной дугой. Высота заусенца соответствует высоте дугового промежутка, а толщиной составляет 0,05 - 0,15 диаметра электрода. Устройство для сварки содержит горелку с соплом и резец. Резец установлен под соплом горелки с возможностью контактирования плоской поверхности его державки с торцем сопла, при этом державка сопла выполнена с размещенным соосно отверстию сопла отверстием, минимальный размер которого соответствует внутреннему диаметру сопла. 2 с.п.ф-лы, 3 ил., 2 табл.
| Авторское свидетельство СССР N 1665614, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
