Изобретение относится к машиностроению, а более конкретно к техническим средствам, обеспечивающим повышение точности механической обработки на металлорежущих станках, например токарных. Изобретение может быть использовано в станкостроении.
Известны устройства управления точностью механической обработки, содержащие механизм компенсации упругих деформаций, выполненный в виде регулируемых по жесткости упругих элементов и нерегулируемых упругих элементов, например, авт. св. N 963807, кл. B 23 Q 15/12).
Недостатком указанных устройств является их конструктивная сложность и невозможность достижения требуемой точности механической обработки. Конструктивная сложность таких механизмов определяется выполнением нерегулируемого элемента в виде отдельных плоских пружин, закрепляемых на основании головки инструмента с помощью крепежных винтов. А поскольку такая конструкция крепления нерегулируемых упругих элементов создает дополнительные стыки в соединении, в нем возникают контактные деформации, величина которых носит случайный характер, и поэтому непредсказуемо влияет на точность работы механизма компенсации в целом.
Наиболее близким техническим решением к изобретению является устройство управления точностью механической обработки, содержащее механизм коррекции упругих перемещений режущей пластины в радиальном направлении, выполненный в виде цельной державки, содержащей регулируемые и нерегулируемые упругие элементы [1] .
Однако и такой механизм не позволяет получить необходимую точность, например, при работе режущей пластиной с величиной главного угла в плане ϕ близкой к 90о, так как в этом случае доминирующей является осевая составляющая силы резания, определяющая конечную точность механической обработки. Это связано с тем, что механизм коррекции упругих перемещений располагается в вертикальной плоскости относительно оси обрабатываемого изделия, поэтому в процессе резания нерегулируемый упругий элемент этого механизма при доминирующем значении осевой составляющей силы резания не обеспечивает требуемую величину компенсации упругих деформаций.
Целью изобретения является повышение точности механической обработки изделий на токарных станках и расширение технологических возможностей устройства.
Это достигается тем, что плоскость основания режущей пластины расположена перпендикулярно плоскости нерегулируемых упругих элементов. При этом механизм коррекции располагается вдоль оси обрабатываемой заготовки.
При таком расположении механизма коррекции нерегулируемый упругий элемент в процессе резания может с требуемой точностью компенсировать влияние упругих перемещений на точность механической обработки из-за действия осевой составляющей силы резания, так как перпендикулярное расположение нерегулируемых упругих элементов позволяет учитывать влияние осевой составляющей силы резания (Px).
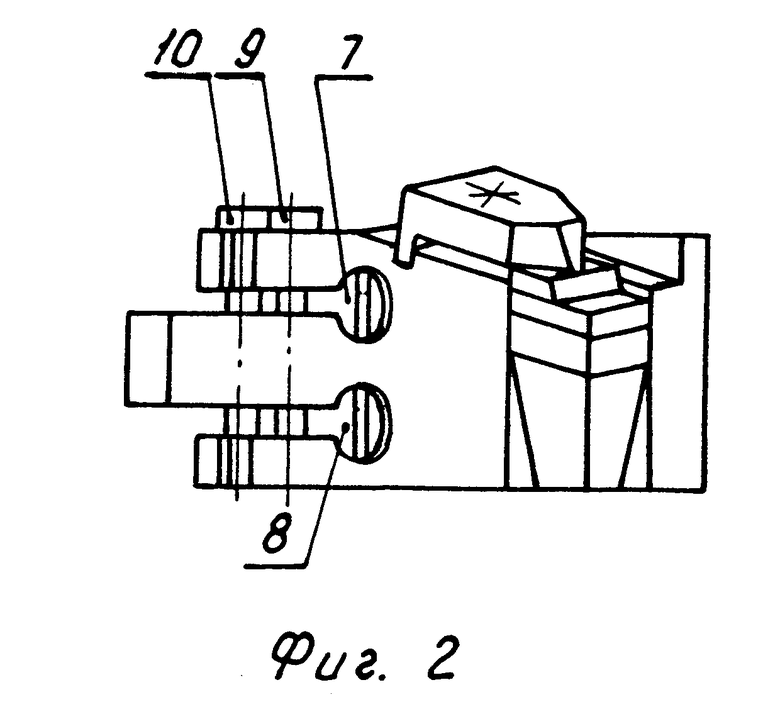
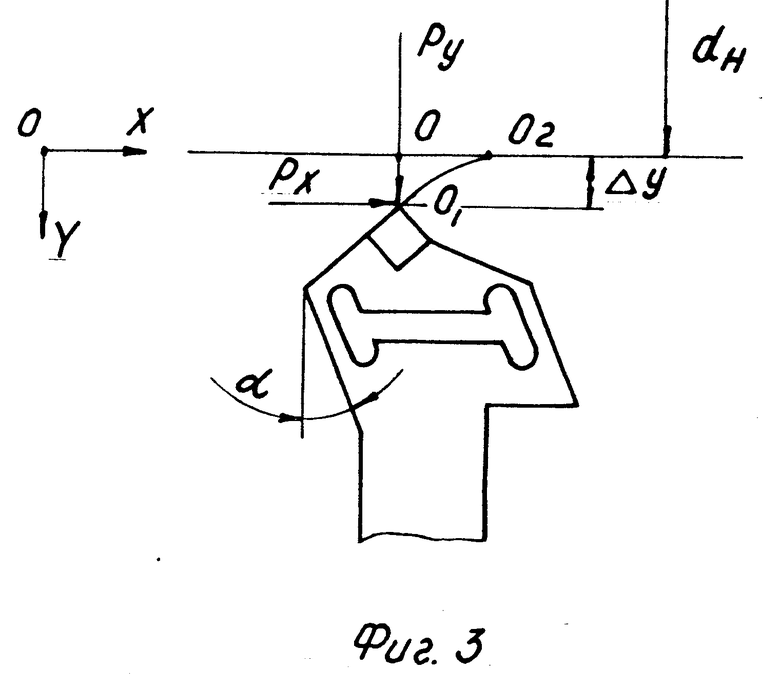
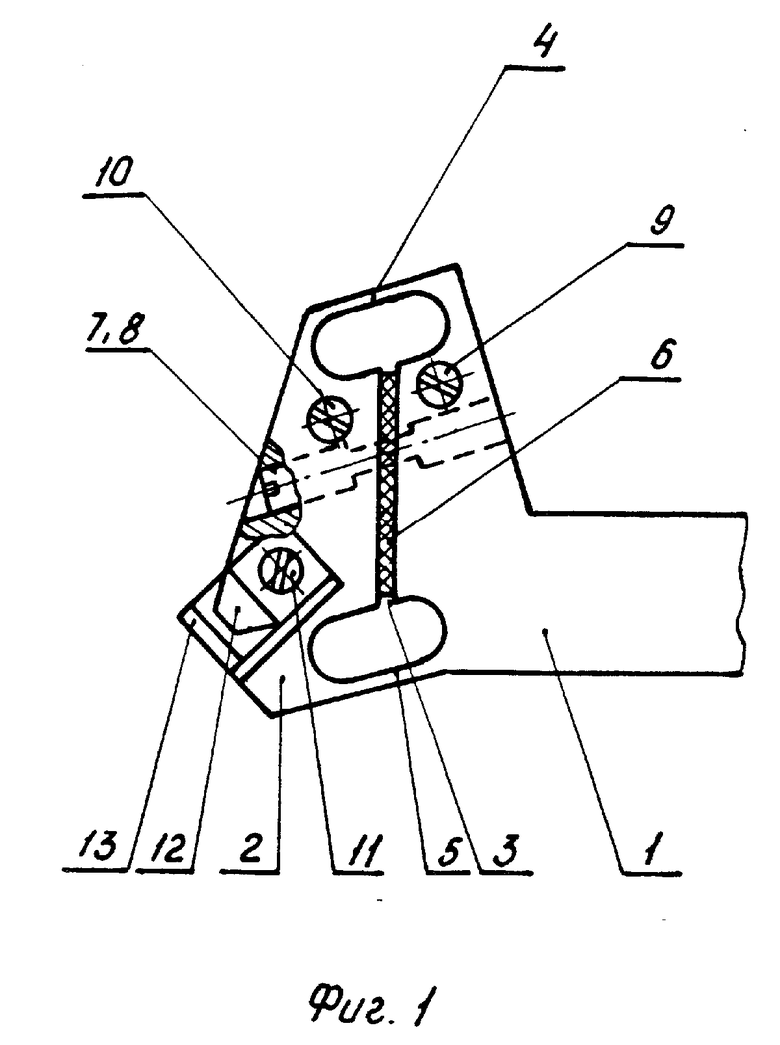
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3 - схема отработки механизмом компенсирующего перемещения.
Предлагаемое устройство состоит из державки 1 и головки 2, разделенных пазом 3, который соединяет нерегулируемые упругие элементы 4 и 5, выполненные за одно целое с державкой и головкой. В пазу 3 с натягом установлена пластина 6 из демпфирующего материала, например резины. Головка 2 и державка 1 в средней части соединены регулируемыми упругими элементами в виде плоских пружин 7 и 8 с цилиндрическими хвостовиками, закрепленными винтами 9 и 10 с возможностью поворота вокруг своей оси. В головке 2 с помощью винта 11 и через прижим 12 закреплена режущая пластина 13.
Устройство работает следующим образом.
В процессе резания при наличии изменяющихся входных характеристик таких, например, как пятнистая твердость, непостоянство припуска и т. д. , возникает изменяющаяся по величине сила ΔР. Поскольку механизм коррекции упругих колебаний обладает податливостью в направлении Y и подвергается воздействию силы ΔРy, вершина режущей пластины отожмется на величину ΔY, т. е. переместится из точки О в точку О1. При этом размер детали увеличится и следовательно точность размера уменьшится.
Вследствие того, что нерегулируемые упругие элементы 4 и 5 державки 1 располагаются в вертикальной плоскости относительно продольной оси обрабатываемой заготовки, они под действием силы ΔРxначинают упруго деформироваться в направлении оси Х. Одновременно вступают в работу плоские пружины 7 и 8 и как следствие этих упругих перемещений вершина режущей пластины 13 начинает перемещаться из точки О1 в точку О2, компенсируя таким образом возникшую первоначальную погрешность ΔY.
Поскольку силы Py и Px действуют одновременно и на державку 1, которая отжимается в направлении Y, и на головку 2, которая отжимается в направлении Х, и на деталь в направлении Y, то вершина режущей пластины будет скользить по геометрическому месту точек, описываемому прямой ОО2, т. е. по обрабатываемой поверхности заданного размера dн, вследствие чего точность размера повышается, в том числе при работе с углами ϕ близкими к 90о. Выбор угла α (фиг. 3) зависит от отношения Px/Py и находится в пределах 12-15о.
Лабораторные испытания указанного устройства показали уменьшение погрешности обработки в 1,5-1,6 раза при работе с большими углами в плане ϕ. Повышение точности обработки в зоне углов резания в плане близких к 90о ведет к расширению технологических возможностей устройства в деле уменьшения погрешности формы обрабатываемой детали в продольном сечении, стабилизируя этим припуск под последующую финишную обработку и сокращая трудоемкость финишных операций. (56) 1. Авторское свидетельство СССР N 1142260, кл. B 23 Q 15/12, 1982.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проходной резец | 2022 |
|
RU2799578C1 |
| ТОКАРНЫЙ РЕЗЕЦ | 2023 |
|
RU2803707C1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| Устройство для управления точностью механической обработки | 1985 |
|
SU1292986A1 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ МИРЗАКАНДОВА А.Р. | 1991 |
|
RU2012441C1 |
| Способ коррекции положения резца на металлорежущем станке с ЧПУ | 2017 |
|
RU2654120C1 |
| УСТРОЙСТВО ПРЕЦИЗИОННОГО ПЕРЕМЕЩЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2024 |
|
RU2835217C1 |
| Антивибрационная державка | 2019 |
|
RU2707454C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Устройство для адаптивного управления точностью механической обработки | 1983 |
|
SU1240547A2 |
Изобретение используется в обработке металлов резанием. Существо: механизм коррекции упругих перемещений режущей пластины в радиальном направлении выполнен в виде державки с регулируемыми и нерегулируемыми упругими элементами. Плоскость основания режущей пластины расположена перпендикулярно плоскости нерегулируемых упругих элементов. Механизм коррекции расположен вдоль опорной плоскости державки. 3 ил.
УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТОЧНОСТЬЮ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, содержащее механизм коррекции упругих перемещений режущей пластины в радиальном направлении, выполненный в виде цельной державки с регулируемыми и нерегулируемыми упругими элементами, отличающееся тем, что плоскость основания режущей пластины расположена перпендикулярно к плоскости нерегулируемых упругих элементов, а механизм коррекции расположен вдоль опорной плоскости державки.
