Изобретение относится к технике неразрушающего контроля качества изделий и может быть использовано для ультразвукового контроля угловых сварных швов в сварных соединениях между двумя элементами с криволинейными поверхностями.
Известно ультразвуковое сканирующее устройство, содержащее корпус, на котором закреплены два преобразователя, излучатель и приемник, установленные с возможностью перемещения относительно друг друга [1] .
В этом устройстве перемещение излучателя вдоль поверхности к приемнику осуществляется вручную при помощи рукоятки, что приводит к снижению производительности к неудобству, а также устройство невозможно использовать в местах с ограниченным по времени пребыванием человека. Кроме этого, известное устройство не позволяет выявить поперечные дефекты, имеющие форму узкой щели.
Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту (прототип) является устройство для ультразвукового контроля сварных швов изделий, содержащее неподвижную кольцевую направляющую, тележку, установленную на кольцевой направляющей с возможностью перемещения и несущую две штанги, на каждой из которых установлена искательная головка с возможностью возвратно-поступательного перемещения, причем первая штанга жестко закреплена на корпусе тележки [2] .
В этом устройстве обе штанги с установленными на них искательными головками жестко закреплены на корпусе тележки, причем перемещение искательных головок осуществляется вдоль одной линии навстречу друг другу. Такое выполнение обеспечивает контроль продольных швов и не позволяет выявить поперечные дефекты, имеющие форму узкой цели. Это отражается на качестве контроля.
Целью изобретения является повышение качества контроля и расширение технологических возможностей.
Для этого устройство, содержащее неподвижную кольцевую направляющую, тележку, установленную на кольцевой направляющей с возможностью перемещения и несущую две штанги, на каждой из которых установлена искательная головка с возможностью возвратно-поступательного перемещения, причем первая штанга жестко закреплена на корпусе тележки, снабжено жестко закрепленной на корпусе тележки дополнительной направляющей с установленной на ней с возможностью возвратно-поступательного перемещения относительно тележки кареткой с приводом, при этом дополнительная направляющая выполнена в виде сектора с центром радиуса кривизны, совпадающим с центром кольцевой направляющей, смещенного относительно первой штанги, а вторая штанга жестко закреплена на каретке, выполнена из двух шарнирно связанных подпружиненных относительно друг друга частей и направлена в одну сторону с первой штангой, причем часть, несущая искательную головку, выполнена Z-образной формы, а тележка выполнена в виде планшайбы.
Указанная новая совокупность всех признаков позволила создать конструкцию, обеспечивающую возможность контроля как продольных, так и поперечных сварных швов. Следовательно, предложенные отличия являются существенными.
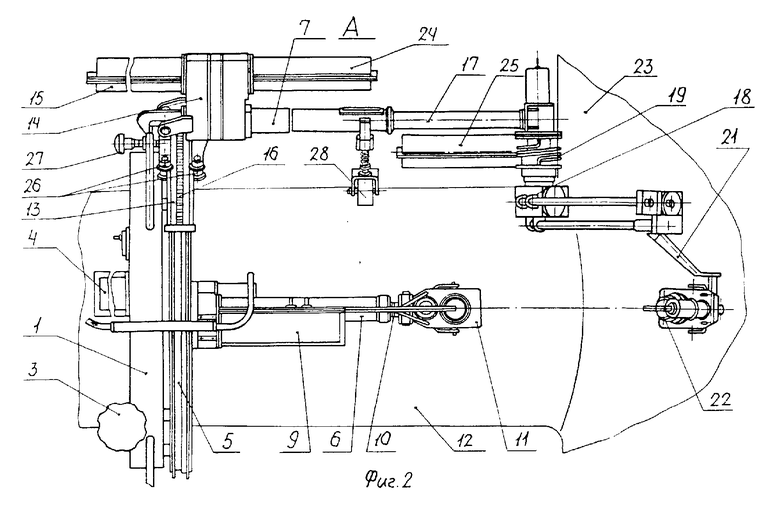
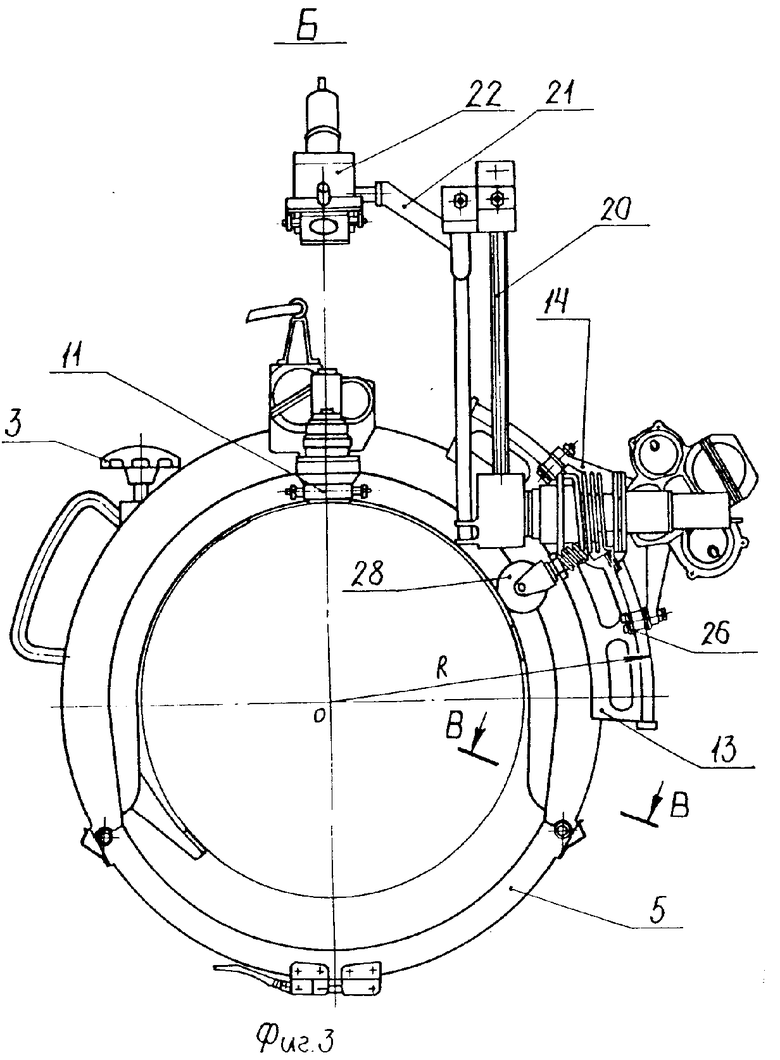
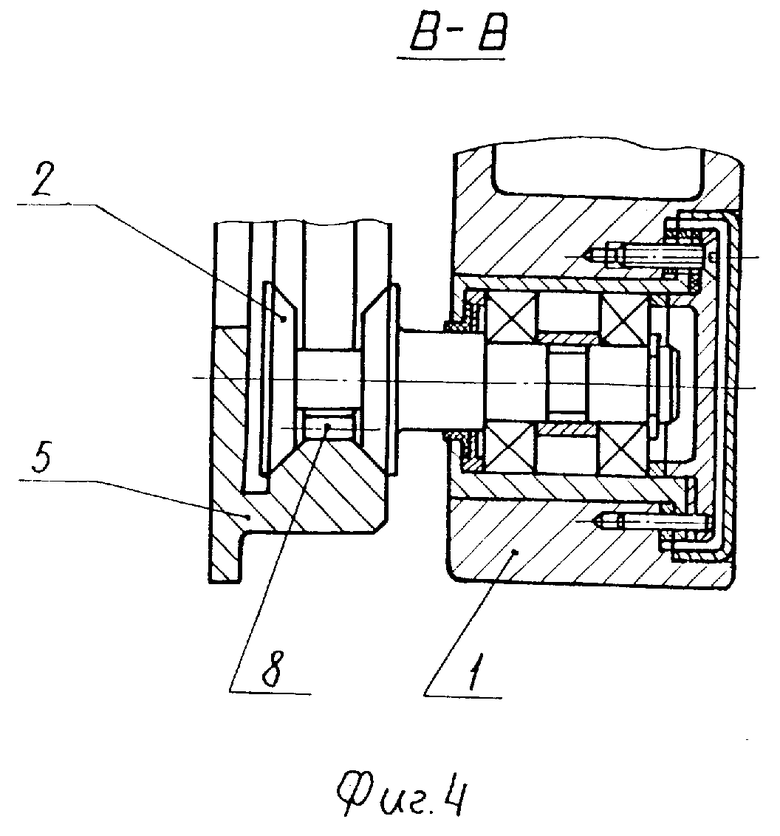
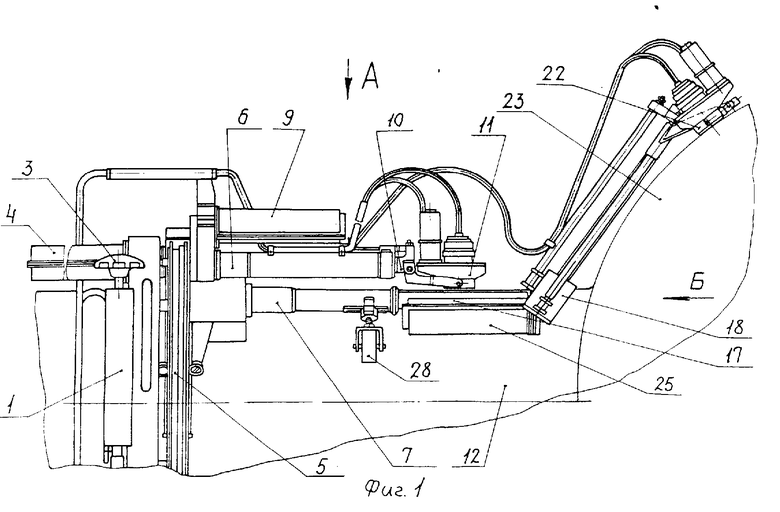
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 3.
Устройство содержит неподвижную кольцевую направляющую 1, представляющую собой скобу с равномерно расположенными на ней центрирующими роликами 2 и зажимом 3. На направляющей 1 закреплен привод 4 перемещения тележки 5. Тележка 5, выполненная в виде разъемной планшайбы и несущая две штанги 6 и 7, установлена на ролики 2 направляющей 1 с возможностью перемещения. На внутренней поверхности тележки 5 выполнена зубчатая нарезка 8, кинематически связанная с приводом 4. Первая штанга 6 жестко закреплена на тележке 5 и выполнена выдвижной. На тележке 5 закреплен привод 9 перемещения выдвижной части 10 штанги 6. На выдвижной части 10 шарнирно установлена искательная головка 11 (излучатель), подпружиненная пружиной (не показана) к поверхности патрубка 12 коллектора.
На корпусе тележки 5 жестко закреплена дополнительная направляющая 13 с установленной на ней с возможностью возвратно-поступательного перемещения относительно тележки 5 кареткой 14 с приводом 15. Дополнительная направляющая 13 выполнена в виде сектора с центром радиуса R кривизны, совпадающим с центром 0 кольцевой направляющей 1 смещенного относительно первой штанги 6. На наружной поверхности дополнительной направляющей 13 (сектора) выполнена зубчатая нарезка 16, кинематически связанная через зубчатое колесо (не показано) каретки 14 для перемещения с приводом 15. Вторая штанга 7 жестко закреплена на каретке 14 и содержит две части 17 и 18. Часть 17 выполнена Г-образной формы и выдвижной, а часть 18 подпружинена пружиной 19 и выполнена Z-образной формы. На части 18 штанги 7 установлен с возможностью вращения винт 20 с перемещающимся по нему держателем 21, на котором расположена шарнирно связанная с ним искательная головка 22 (приемник), подпружиненная пружиной (не показана) к корпусу 23 коллектора. На каретке 14 закpеплен привод 24, кинематически связанный с выдвижной частью 17. Штанги 6 и 7 направлены в одну сторону. На выдвижной части 17 закреплен привод 25 вращения винта 20.
Каретка 14 содержит четыре ролика 26, два из которых имеют возможность отводиться от секторной направляющей 13 с помощью винторычажного механизма 27. Штанга 7 снабжена магнитным поддерживающим роликом 28. Искательные головки 11 и 22 имеют переменный угол ввода ультразвуковых излучений.
Устройство работает следующим образом.
Направляющую 1 устанавливают с расположенной на ее роликах 2 тележкой 5 со штангой 6 на патрубок 12 и закрепляют с помощью зажима 3. Затем монтируют на дополнительную направляющую 13 тележки 5 каретку 14 со штангой 7. Искательные головки 11 и 22 (излучатель и приемник) размещают соответственно на штангах 6 и 7. Тележку 5 устанавливают в исходное положение по риперной точке (риске) на патрубке 12. Включают приводы 4, 9, 15 и 24 и привод 25 вращения винта 20, подают контактную жидкость к искательным головкам 11 и 22. От привода 4 через кинематически связанную с ним зубчатую нарезку 8 получает вращение (перемещение) по направляющей 1 тележка 5 (планшайба), несущая штанги 6 и 7 с искательными головками 11 и 22, вокруг патрубка 12. От привода 9 получает возвратно-поступательное перемещение выдвижная часть 10 штанги 6, т. е. искательная головка 11 (излучатель) совершает возвратно-поступательное перемещение по поверхности патрубка 12 вдоль его оси. От привода 24 получает возвратно-поступательное перемещение выдвижная часть 17, а от привода 25 вращается винт 20 , от вращения которого получает перемещение держатель 21, т. е. искательная головка 22 (приемник) совершает возвратно-поступательное перемещение вдоль оси патрубка 12 по поверхности корпуса 23 коллектора. От привода 15 вращается зубчатое колесо каретки 14, которое путем сцепления с зубчатой нарезкой 16 и наличия роликов 26 перемещает каретку 14 вдоль дополнительной направляющей 13, т. е. искательная головка 22 (приемник) имеет угловое смещение относительно искательной головки 11 по поверхности корпуса 23 коллектора.
Взаимное перемещение искательных головок 11 и 22 по поверхности патрубка 12 и поверхности корпуса 23 коллектора в любой момент работы устройства позволяет устанавливать искательную головку 22 (приемник) в точку выхода сигнала от искательной головки 11 (излучатель).
Использование предлагаемого изобретения позволяет повысить качество контроля за счет выявления всех деффектов в сварном угловом шве, т. е. продольных и поперечных погрешностей, кроме того, расширяются технологические возможности за счет возможности проведения контроля предложенным устройством эхо-методом, например зеркальным методом. (56) 1. Патент Великобритании N 2198532, кл. G 01 N 29/04, 1984.
2. Патент США 3934457, кл. 73-67.8, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПЫТАТЕЛЬНАЯ ГОЛОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ | 1989 |
|
SU1782121A1 |
| САМОДВИЖУЩЕЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ СВАРНЫХ ШВОВ | 1990 |
|
SU1743057A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ТИПА КРУПНОГАБАРИТНЫХ СОСУДОВ | 1991 |
|
RU2006857C1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ | 1991 |
|
RU2006856C1 |
| Устройство для ультразвукового контроля вертикальных технологических каналов | 1990 |
|
SU1778680A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ | 1989 |
|
SU1721959A1 |
| Устройство для контроля сварных швов труб | 1989 |
|
SU1775661A1 |
| ТРУБОРЕЗ | 1991 |
|
RU1827917C |
| ВНУТРИТРУБНЫЙ МАНИПУЛЯТОР | 1990 |
|
SU1739729A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОПРОХОДНОЙ СВАРКИ | 1990 |
|
SU1743111A1 |
Изобретение относится к технике неразрушающего контроля качества изделий и может быть использовано для ультразвукового контроля угловых сварных швов в сварных соединениях между двумя элементами с криволинейными поверхностями. Цель - повышение качества контроля и расширение технологических возможностей. Устройство снабжено жестко закрепленной на корпусе тележки дополнительной направляющей с установленной на ней с возможностью возвратно-поступательного перемещения относительно тележки кареткой с приводом. При этом тележка выполнена в виде планшайбы, а дополнительная направляющая - в виде сектора с центром радиуса кривизны, совпадающим с центром кольцевой направляющей, смещенного относительно первой штанги. Вторая штанга жестко закреплена на каретке, выполнена из двух шарнирно связанных и подпружиненных относительно друг друга частей и направлена в одну сторону с первой штангой. 1 з. п. ф-лы, 4 ил.
