Изобретение относится к области сварки, в частности неповоротных стыков труб на монтаже и в затесненных условиях, когда предъявляются жесткие требования к массогабаритным характеристикам сварочных автоматов.
Известно устройство для дуговой многопроходной сварки неплавящимся электродом с подачей присадочной проволоки, содержащее корпус, на котором с возможностью вертикального перемещения закреплена сварочная горелка с электродом и мундштуком для подачи присадочной проволоки, поворотно закрепленный, работа электрических приводов которых управляется через систему управления (1).
Основным недостатком данного устройства является то, что для разворота на требуемый угол мундштука с присадочной проволокой требуется электропривод с планетарным редуктором, которые увеличивают вес устройства и габариты, что в некоторых случаях при выполнении работ на монтаже и в затесненных условиях недопустимо.
Известны также устройства для дуговой многопроходной сварки, содержащие корпус, на котором с возможностью вертикального перемещения закреплена сварочная горелка с электродом и мундштук для подачи присадочной проволоки поворотно закрепленный на оси перпендикулярной продольной оси горелки (2). Основным недостатком таких устройств является то, что при переходе с одного прохода на другой, угол разворота мундштука регулируется в малом диапазоне, при этом необходимо останавливать процесс, что снижает производительность, а если автоматизировать этот процесс и исключить остановку для изменения угла наклона мундшутка на требуемый угол в каждом проходе, необходимо, добавить двигатель электрический и редуктор, что увеличивает габариты и вес устройства.
Этими же недостатками обладает и другое устройство для дуговой многопроходной сварки неплавящимся электродом с подачей присадочной проволоки, содержащее корпус, на котором с возможностью вертикального перемещения закреплена сварочная горелка с электродом и мундштук для подачи присадочной проволоки, поворотно закрепленный на оси, перпендикулярной продольной оси горелки (3). Однако данное решение по своей технической сущности и достигаемому эффекту является наиболее близким к предложению заявителя, так как позволяет регулировать угол наклона мундштука относительно продольной оси горелки до 80о, поэтому заявитель выбрал это решение за прототип.
Целью изобретения является повышение качества сварного соединения и производительности процесса, особенно при сварке на монтаже в затесненных условиях.
Для достижения поставленной цели в устройство для дуговой многопроходной сварки неплавящимся электродом с подачей присадочной проволоки, содержащей корпус, на котором с возможностью горизонтального и вертикального перемещения закреплена сварочная горелка с электродом и мундштук для подачи присадочной проволоки, поворотно закрепленный на оси, перпендикулярной продольной оси горелки, предлагают ввести Г-образный элемент, через длинную полку которого свободно пропущена и заделана в корпусе ось, параллельная оси поворотного мундштука, и ее свободный конец шарнирно заделан в горелке, а короткая полка снабжена поводком, который шарнирно закреплен в ней и связан со свободным концом мундштука, ось поворота которого также заделана в корпусе под осью поворота длинной полки Г-образного элемента, параллельной оси горелки. В устройство также введена каретка, закрепленная на осях с возможностью перемещения по ним, подпружиненная относительно корпуса и связанная с мундштуком.
Новизна предложения состоит в введении в него новых элементов и новых связях между ними и известными уже элементами. Из патентной и научно-технической литературы данная совокупность взаимосвязанных между собой признаков заявителю неизвестна. Предложенное техническое решение по сравнению с известными техническими решениями того же назначения позволяет значительно улучшить массогабаритные характеристики устройства и повысить производительность процесса за счет того, что для механизма разворота мундштука вокруг оси при переходе горелки от прохода к проходу используется в качестве привода эта же горелка, для чего мундштук через поводок и Г-образный элемент, поворотный вокруг его оси, связан с корпусом горелки, которая при переходе от прохода к проходу при многопроходной сварке перемещается вертикально вверх и одновременно разворачивает мундштук на требуемый угол, причем, поскольку это происходит автоматически без остановки процесса, значительно повышает производительность процесса, и качество соединения, так как количество присадочного материала в каждый проход вводится строго по программе автоматического изменения угла наклона ее ввода относительно поверхности сварки до 30о при сварке первого прохода и до 80о при сварке последнего.
Таким образом новая совокупность взаимосвязанных между собой признаков по сравнению с прототипом позволяет улучшить качественную и количественную характеристику положительного эффекта и потому по мнению заявителя ее можно отнести к категории изобретения.
Сущность данного изобретения поясняется чертежами.
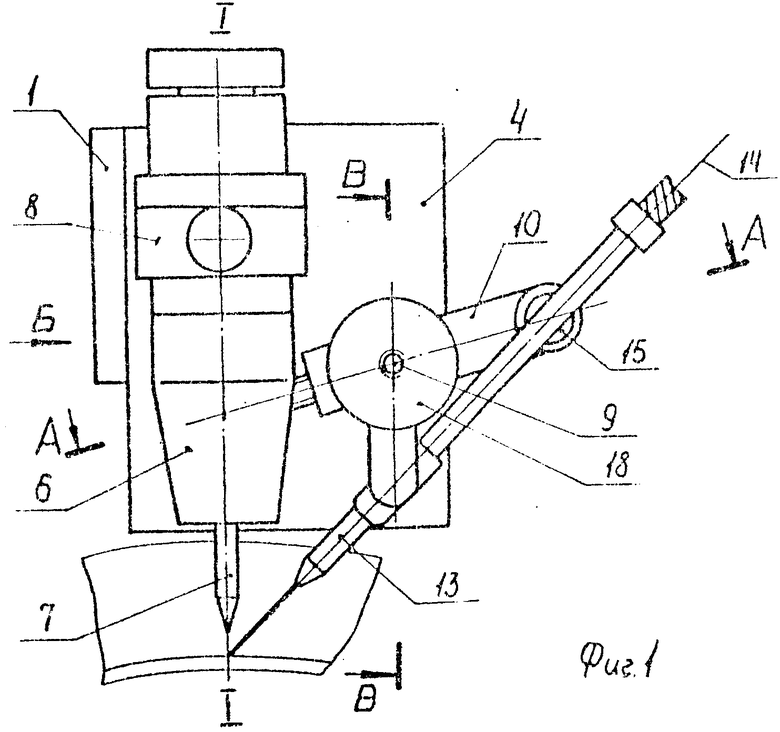
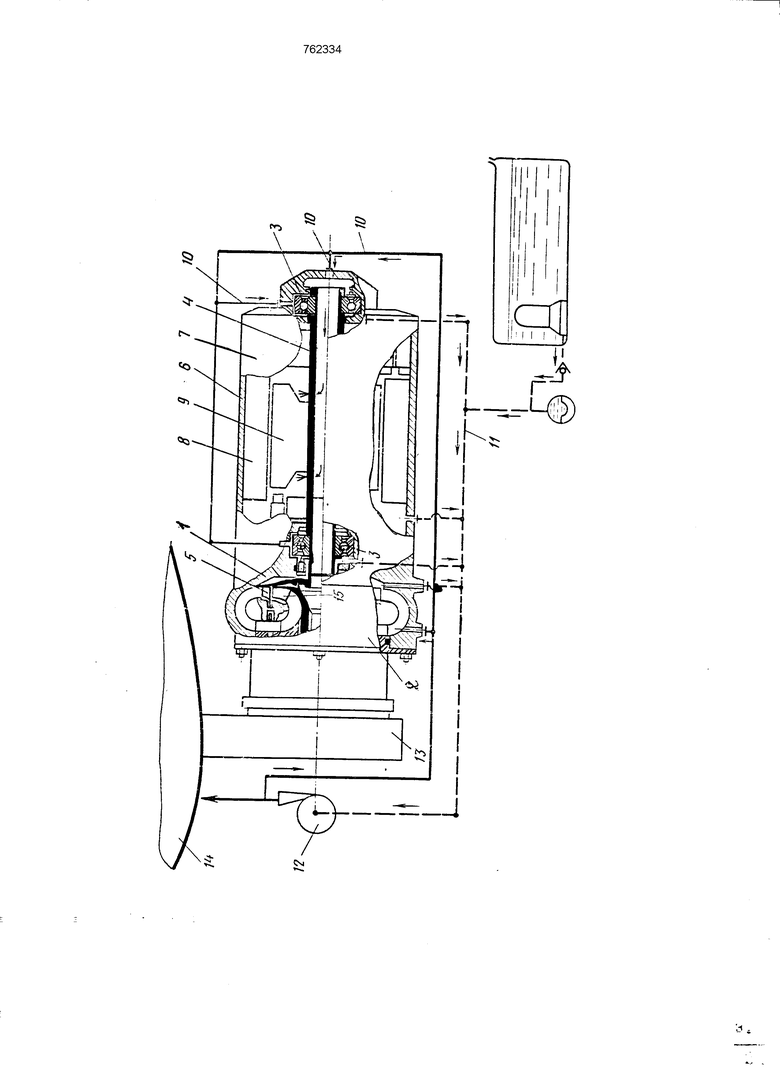
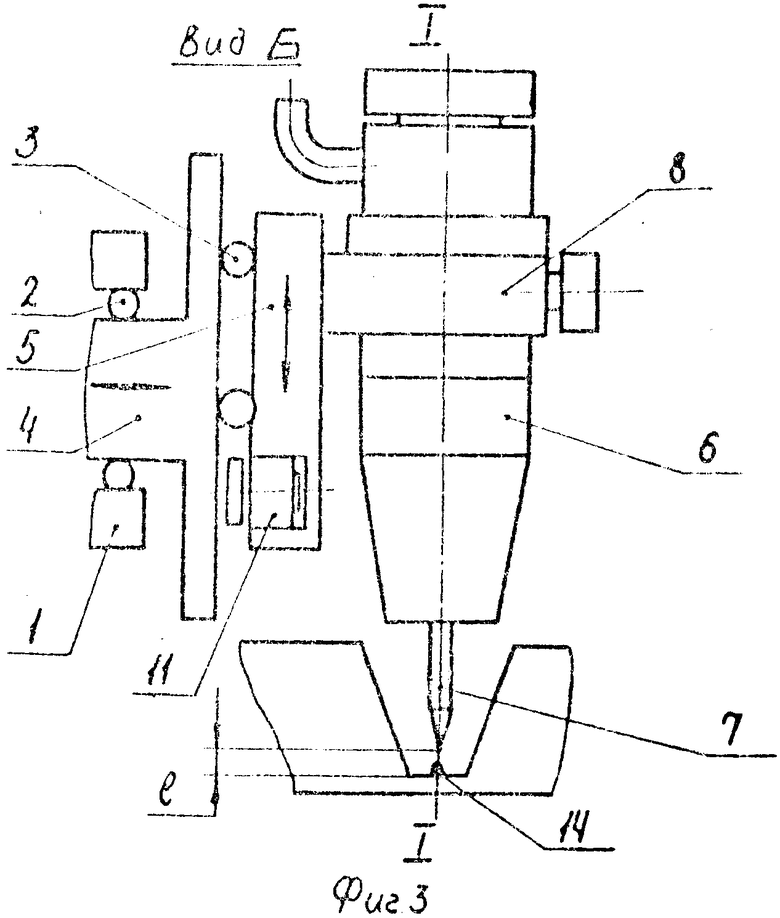
На фиг. 1 показан общий вид устройства для многопроходной сварки в момент сварки первого прохода; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - вид по стрелке Б, сбоку предлагаемого устройства; на фиг. 4 - сечение В-В на фиг. 1; на фиг. 5 - общий вид предлагаемого устройства в момент сварки последних проходов.
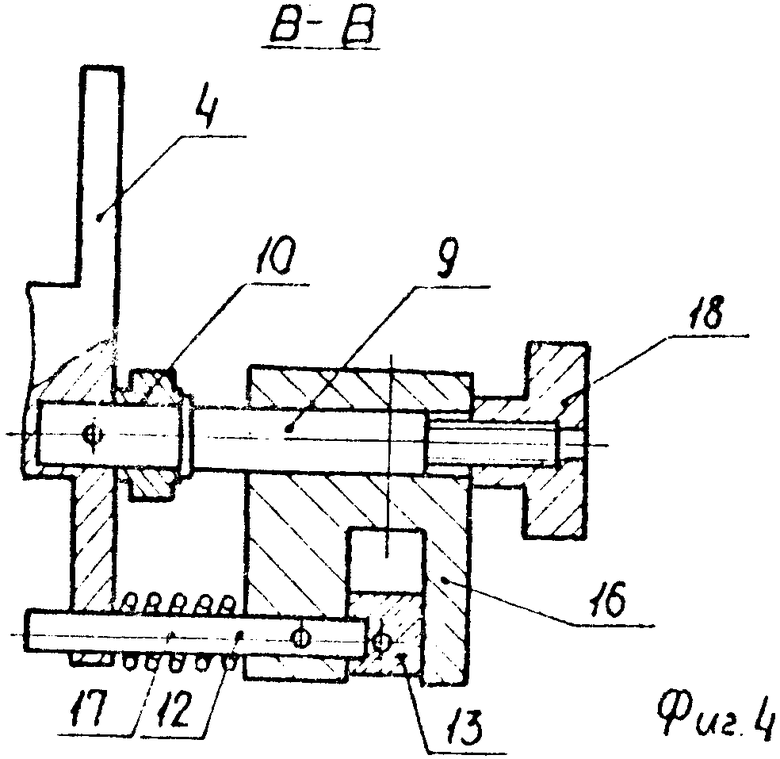
Предлагаемое устройство для сварки неплавящимся электродом с подачей присадочной проволоки многопроходных соединений содержит (см.фиг.1) корпус 1, на котором на направляющих 2 и 3 (см.фиг.3) соответственно закреплены каретки 4 и 5 горизонтального и вертикального перемещений горелки 6, несущей неплавящийся электрод 7, которая через изолятор 8 жестко закреплена на каретке вертикального перемещения. На каретке 4 перпендикулярно продольной оси 1-1 горелки 6 жестко заделана ось 9 (см.фиг.2), на которой поворотно закреплена длинная полка Г-образного элемента 10. Свободный конец длинной полки Г-образного элемента 10 с помощью шарнира 11 (см.фиг.2) в виде ролика поворотно заделан в каретке 5 вертикального перемещения и выполнен с резьбовым разъемом. В каретке 4 устройства (см.фиг.4) под осью 9 поворота длинной полки Г-образного элемента 10 в плоскости, параллельной горелке 6 с возможностью продольного перемещения заделана ось 12 поворота мундштука 13 для подачи присадочной проволоки 14, который закреплен на этой оси также поворотно. В короткой полке Г-образного элемента 10 и перпендикулярно ей и с возможностью поворота (шарнира) заделан поводок 15 (см.фиг.2), через вилку которого свободно пропущен свободный конец мундштука 13. При этом (см. фиг. 4) на параллельных осях 9 и 12 с возможностью перемещения по ним насажена каретка 16, которая пружиной 17 подпружинена к корпусу 1 и контактно связана с мундштуком 13 и приводной рукояткой 18. Для того, чтобы угол поворота мундштука 13 относительно продольной оси 1-1 горелки 6 можно было менять от 70о при сварке первого прохода до 20о при сварке последнего прохода, ось 9 поворота Г-образного элемента 10 должна быть по середине его длинной полки, а плечо длинной полки, заделанное роликом (см.фиг. 2,3) в каретке 5, выполнено с резьбовым разъемом.
Предлагаемое устройство работает следующим образом.
После сборки неповоротного стыка труб под сварку (на чертеже не показано) на его поверхности устанавливают корпус 1 (см.фиг.3) предлагаемого устройства и зажимают. Затем с помощью каретки 5, перемещаемой по направляющим 3, горелку 6 с электродом 7 опускают в разделку стыка (см.фиг.3). Теперь с помощью каретки 4, перемещаемой по направляющим 2, горелку 6 с электродом 7 устанавливают по центру стыка и перемещением каретки 5 по направляющим 3 устанавливают горелку 6 на дуговом промежутке 1 от конца электрода 7 до дна разделки. Затем резьбовой рукояткой 18 (см.фиг.4), перемещая каретку 16 по осям 9 и 12, преодолевая сопротивление пружины 17, мундштук 13, а вместе с ним и присадочную проволоку 14 устанавливают по центру стыка со смещением от конца электрода 7 на расстояние 0,4-0,6 диаметра (определен на образцах заранее) будущего активного пятна дуги. Для чего с помощью резьбового разъема регулируют длину плеча длинной полки Г-образного элемента со стороны ролика 11, заделанного в каретке 5 вертикального перемещения горелки 6 (см.фиг.2,3). При этом следует отметить, поскольку расстояние от оси 9 до концов длинной полки Г-образного элемента (рассчитано заранее) одинаково при перемещении горелки 6 в разделку с помощью ролика шарнира 11, заделанного в ней, левый конец Г-образного элемента 10 вместе с горелкой 6 опустился вниз, а правый, несущий короткую полку с шарнирно заделанной в ней вилкой 15, поднялся вверх (разворачиваясь вокруг оси 9), потянув за собой связанный с ней мундштук 13, который развернувшись вокруг своей оси 12 установился под углом 30о относительно дна разделки.
Далее в горелку 6 подают защитный газ, например аргон, зажигают дугу и включают скорость сварки и подачу присадочной проволоки 14 со смещением от оси электрода, то есть осуществляют сварку первого прохода. После заварки первого прохода горелку 6 с помощью каретки 5 по направляющим 3 поднимают вверх, снова устанавливают дуговой промежуток 1. Одновременно конец длинной полки Г-образного элемента, заделанный шарнирно с помощью ролика 11 в горелке 6, поднимается вверх, разворачиваясь в этом шарнире и вокруг оси 9. При этом короткая полка Г-образного элемента 10 шарнирно через поводок 15 с помощью вилки, связанная с мундштуком 13, перемещает последний вниз, разворачивая его вокруг оси 11, в результате чего автоматически устанавливается следующий менее тупой угол между продольной осью мундштука 13 и продольной осью 1-1 горелки 6, а конец проволоки 14 предварительно устанавливается от конца неплавящегося электрода 7 на расстоянии 0,4-0,6 диаметра активного пятна с помощью резьбового разъема на длинной полке Г-образного элемента 10 со стороны шарнира 11 в каретке 5. Затем аналогичным образом осуществляется сварка второго и следующих проходов, подавая присадочную проволоку 14 на двух последних проходах под углом 70-80о свариваемой поверхности со скоростью в 1,5-2,0 раза большей по сравнению с первым проходом. При этом следует отметить, что предлагаемое устройство снабжено аппаратурой управления, которая управляет не только процессом сварки, но и приводами механизма перемещения автомата вокруг стыка, а также механизмами вертикального и горизонтального перемещения сварочной горелки 6.
Таким образом, предложение заявителя по сравнению с прототипом позволяет улучшить массогабаритные характеристики устройства, повысить качество соединения и увеличить производительность процесса, так как горелка выполняет функцию привода механизма изменения угла наклона мундштука для подачи присадочной проволоки относительно продольной оси сварочной горелки, что кроме того, исключает необходимость при изменении угла наклона мундштука прекращения процесса сварки. (56) Патент ФРГ N 2511915, кл. В 23 К 9/12, 1978.
Патент США N 4373125, кл. 219-60, 1985.
Заявка ФРГ N 3535212, кл. В 23 К 37/06, 1987.
Заявка ФРГ N 3238496, кл. В 23 К 9/12, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| Устройство для дуговой сварки | 1991 |
|
SU1808564A1 |
| Устройство для дуговой сварки | 1978 |
|
SU776816A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| Устройство для дуговой сварки | 1977 |
|
SU694313A1 |
| Устройство для сварки | 1989 |
|
SU1830321A1 |
| Устройство для сварки | 1984 |
|
SU1172162A1 |
| Устройство для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки | 1978 |
|
SU743808A1 |

Использование: сварка, в частности неповоротных стыков труб на монтаже и в затесненных условиях, когда предъявляются жесткие требования к качеству сварного соединения и массогабаритным характеристикам сварочного оборудования. Сущность изобретения: содержит корпус 1, на котором с возможностью горизонтального перемещения закреплена сварочная головка 6 с электродом 7 и мундштук 13 для подачи присадочной проволоки 14. Мундштук поворотно закреплен на оси перпендикулярной продольной оси I - I горелки 6. Через длинную полку Г-образного элемента 10 свободно пропущена и заделана в корпусе 1 ось 9, параллельная оси поворота мундштука 13, и ее свободный конец шарнирно заделан в горелке 6. Короткая полка снабжена поводком 15, который шарнирно закреплен в ней и связан со свободным концом мундштука 13. Ось 12 поворота мундштука также заделана в корпусе 1. 1 з.п. ф-лы, 5 ил.