Изобретение относится к устройствам для неразрушающего контроля, а именно к устройствам для контроля состояния конструкционного материала изделий цилиндрической формы, в частности руб,
Изобретение предположительно использовать для выполнения периодического, сравнительного контроля с целью выявления характера измерения микродефектов в материале различных промышленных установок, например, парогенераторов, коллекторов и других конструкций на атомных станциях.
Известно устройство для контроля сварных стыковых швов труб, включающее дуговые секционированные направляющие с замками для их соединения, с опорами для
установки на трубу и приводной кареткой с датчиками контроля.
Недостаток устройства состоит в том, что его направляющие не имеют индексирующих или однозначно фиксирующих на трубе элементов, которые могли бы обеспечить абсолютную повторяемость положения направляющей при многократных установках устройства на объект контроля и неизменность ее положения в условиях вибраций и значительных перепадов температур при долгосрочном нахождении на контролируемом объекте при ею эксплуатации.
В результате, снижается качество контроля за развитием микродефектов в материале трубы или за изменением его микроструктуры, технология которого ч
СП
о о
бует абсолютной повторяемости траектории датчиков контроля.
Известно также устройство для контроля сварных швов труб, содержащее дуговые секционированные направляющие с опорами и с замками для их соединения, образующие замкнутую окружность, каретку с приводом перемещения по окружности и установленной на ней приводной диагностической головкой.
Устройство не обеспечивает высокой точности контроля за развитием микродефектов, так как не гарантирована неповторяемость траектории датчиков контроля из-за нестабильности положения направляющей на трубе при долгосрочном ее базировании или повторной установке на объект контроля. Кроме того, контроль участка продольного шва по всей его длине возможно произвести не менее, чем за две установки, так как с недоступным для контроля является место непосредственного размещения кольцевой направляющей перестановка вносит дополнительную неточность,Цель изобретения - повышение достоверности контроля развития дефектов за счет повышения точности фиксирования устройства на трубе при долгосрочном базировании или повторной установке.
С этой целью устройство для контроля сварных UIBOD труб, содержащее дуговые секционированные направляющие с опорами, предназначенные для формирования замкнутой окружности, замки соединения секционированных направляющих, каретку с электрическим приводом и цепью управления, связанную с секционированными на- правляющими, и датчик контроля, установленный на каретке, снабжено кернерами с ограничивающими упорами, упруго взаимодействующими с ними и закрепленными на тыльной стороне опор пластинчатыми пружинами и установленным на каретке концевым выключателем, входящим в цепь управления привода каретки и предназначенным для взаимодействия с пружинами, кернеры установлены не менее, чем в трех неравномерно расположен- ных опорах секционированных направляющих Соосно им и с возможностью перемещения вдоль своей оси,
С целью расширения области применения за счет обеспечения возможности дополнительного контроля сварного, шва непосредственно под устройством при его фиксированном положении на трубо, по крайней мере одна секционированная направляющая выполнена со съемной частью а устройство снабжено сменной вставкой предназначенной для закрепления на секционированной направляющей вместо съемной части, и фиксирующими элементами для крепления сменной вставки на направляющей.
Устройство для контроля сварных швов
труб также снабжено дополнительной направляющей, предназначенной для взаимодействия с кареткой и установленной сменной вставке таким образом, что она
перпендикулярна плоскости, образованной секционированными направляющими окружности. Сменная вставка в устройстве выполнена П-образной, а фиксирующие элементы выполнены в виде установленных
5 на концах вставки соединительных штырей, предназначенных для закрепления на сеци- онированной направляющей, причем один из соединительных штырей установлен на сменной вставке с возможностью фиксиро0 ванного перемещения по направлению к другому соединительному штырю.
Фиксирующие элементы съемной части секционированной направляющей могут быть выполнены в виде двух пружин и двух
5 пар цилиндрических пальцев с цилиндрическими выборками, пальцы каждой пары в сборе установлены взаимно перпендикулярно, соответственно в секционированной направляющей и съемной части, располага0 ющиеся в секционированной направляющей пальцы взаимодействуют с пружинами и установлены таким образом, что при расположении торца пальца в плоскости, совпадающей с поверхностью для установки
5 сменной вставки, выборки каждой пары пальцев совпадают,
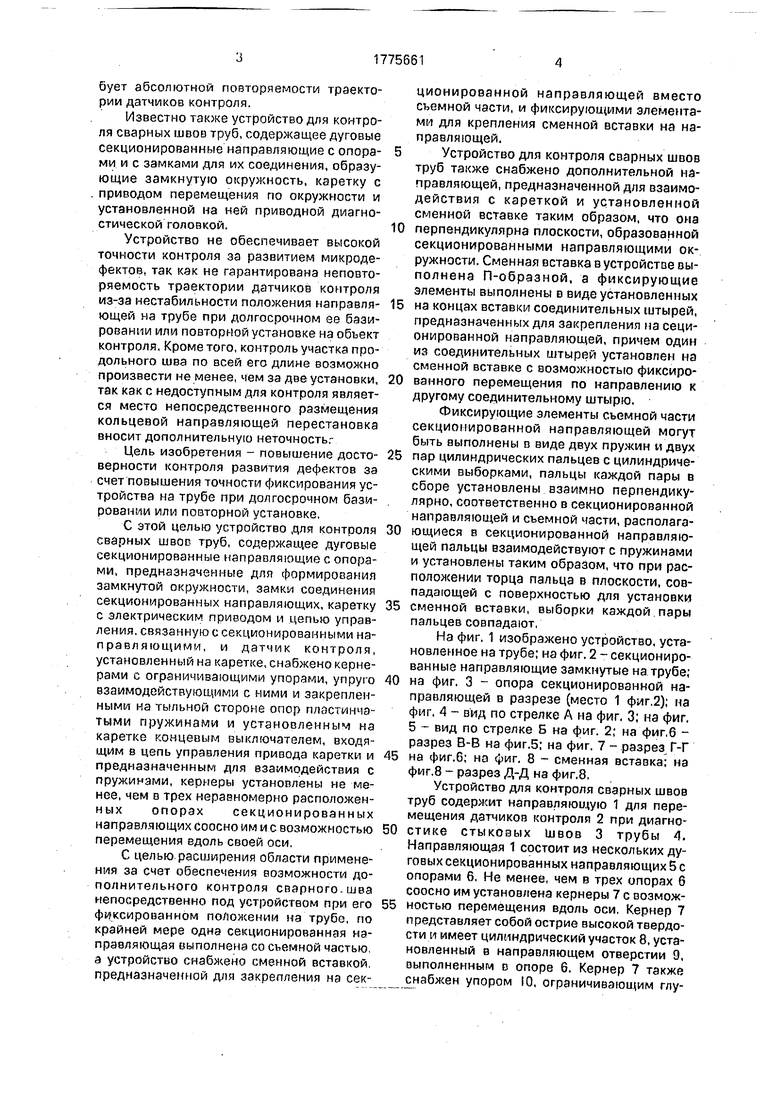
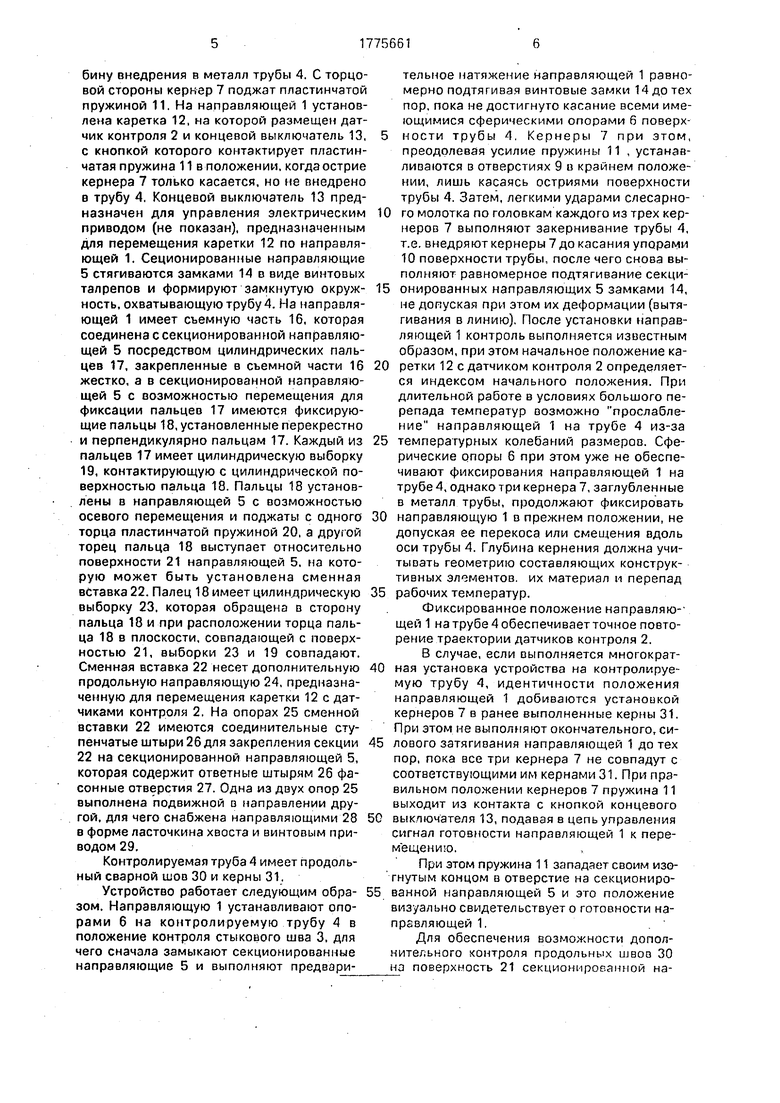
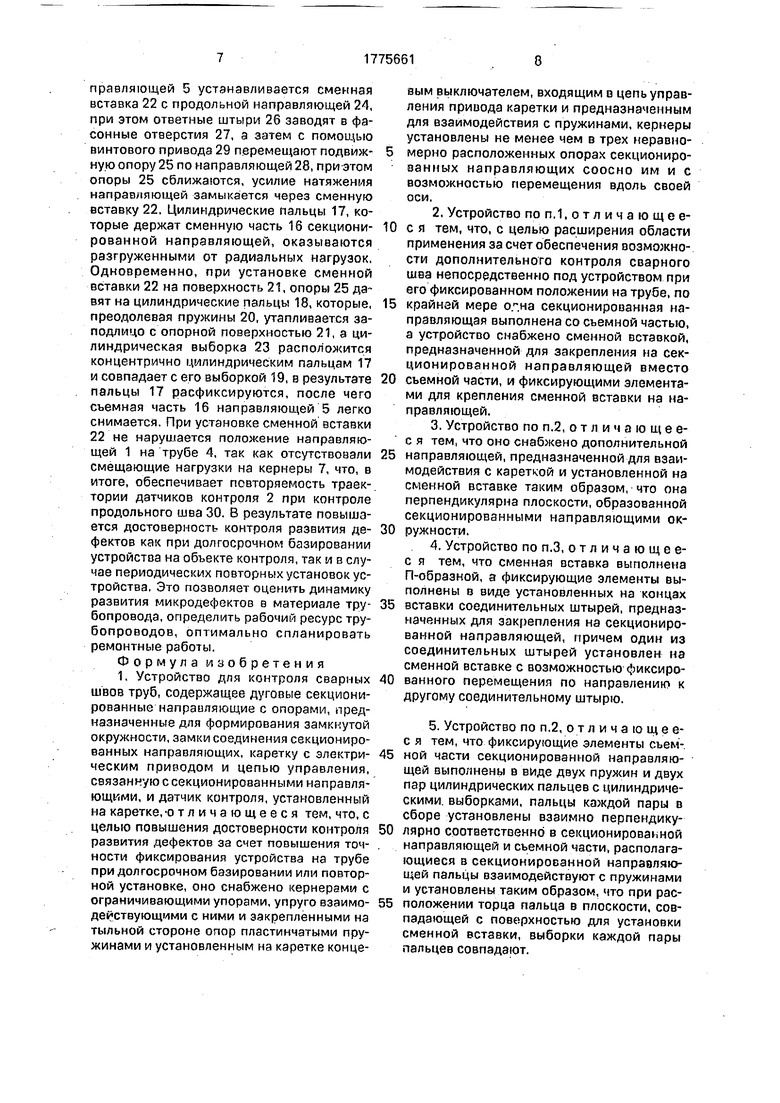
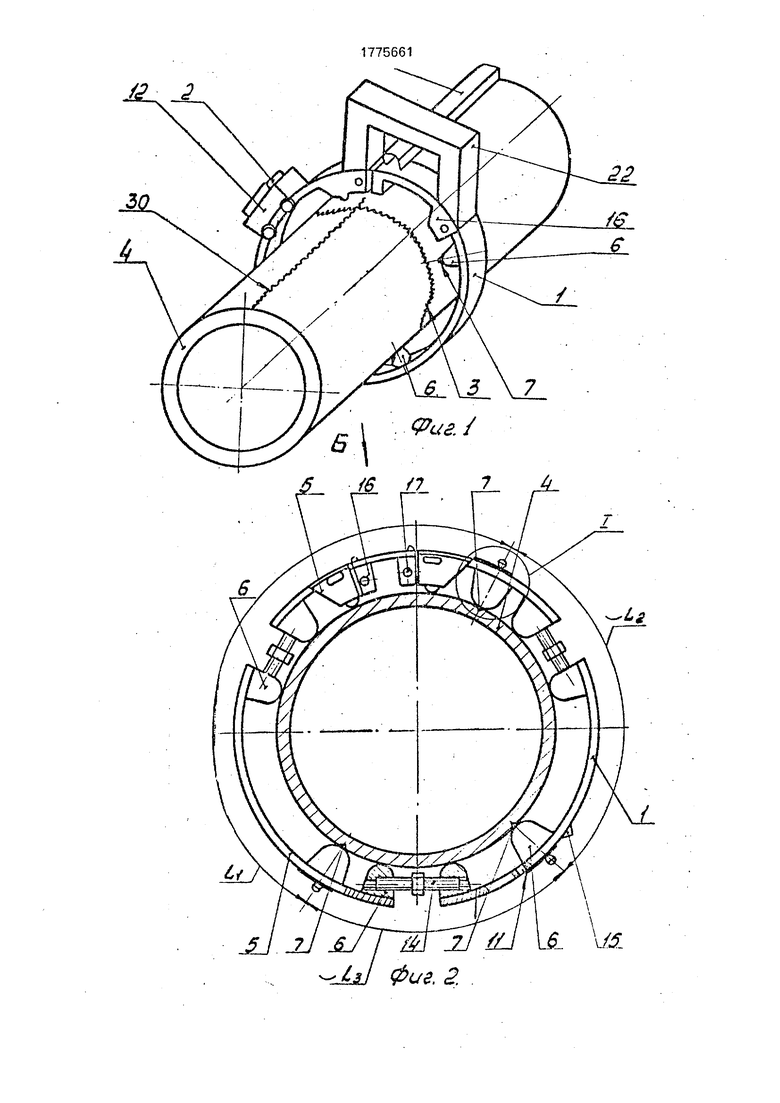
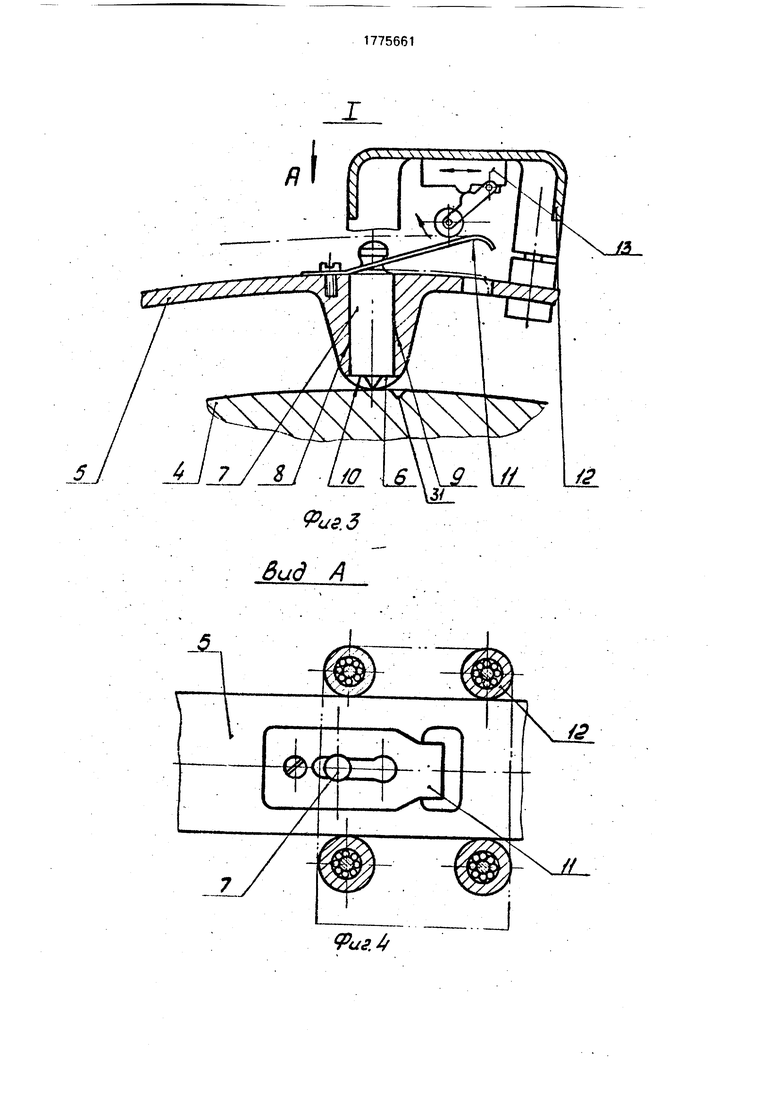
На фиг. 1 изображено устройство, установленное на трубе; на фиг. 2 - секционированные направляющие замкнутые на трубе;
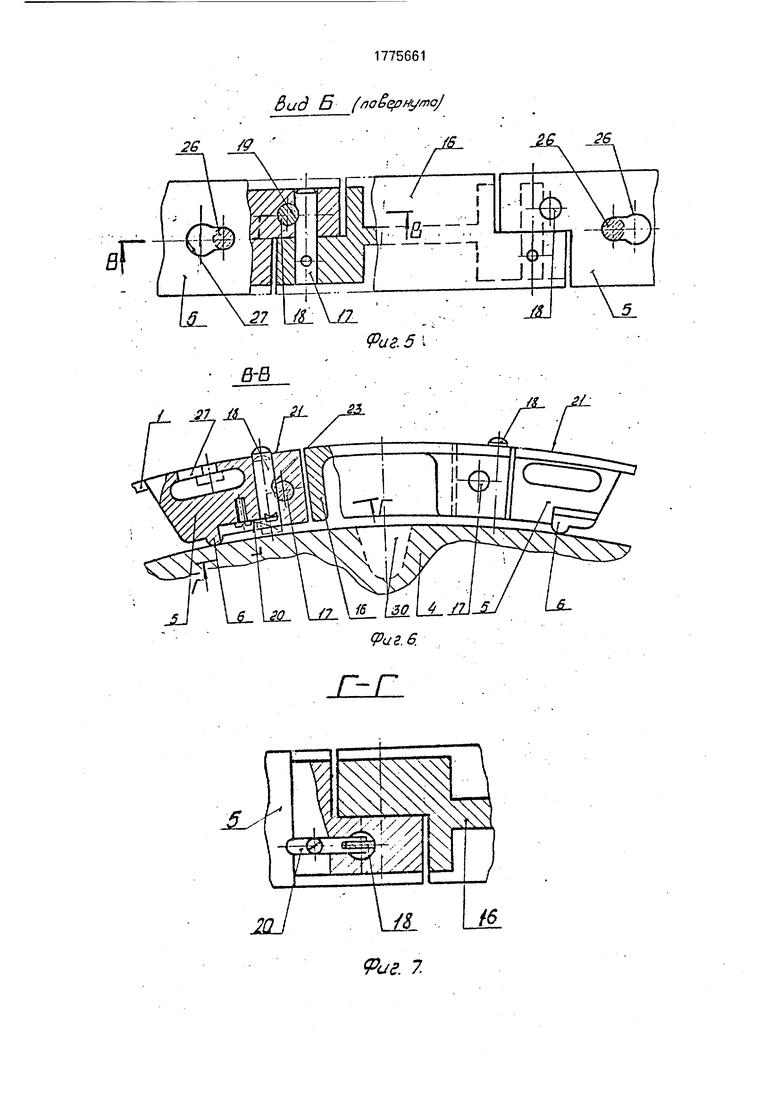
0 на фиг. 3 - опора секционированной направляющей в разрезе (место 1 фиг.2); на фиг, 4 - вид по стрелке А на фиг. 3; на фиг, 5 - вид по стрелке Б на фиг. 2; на фиг.б - разрез В-В на фиг.5; на фиг. 7 - разрез ГТ
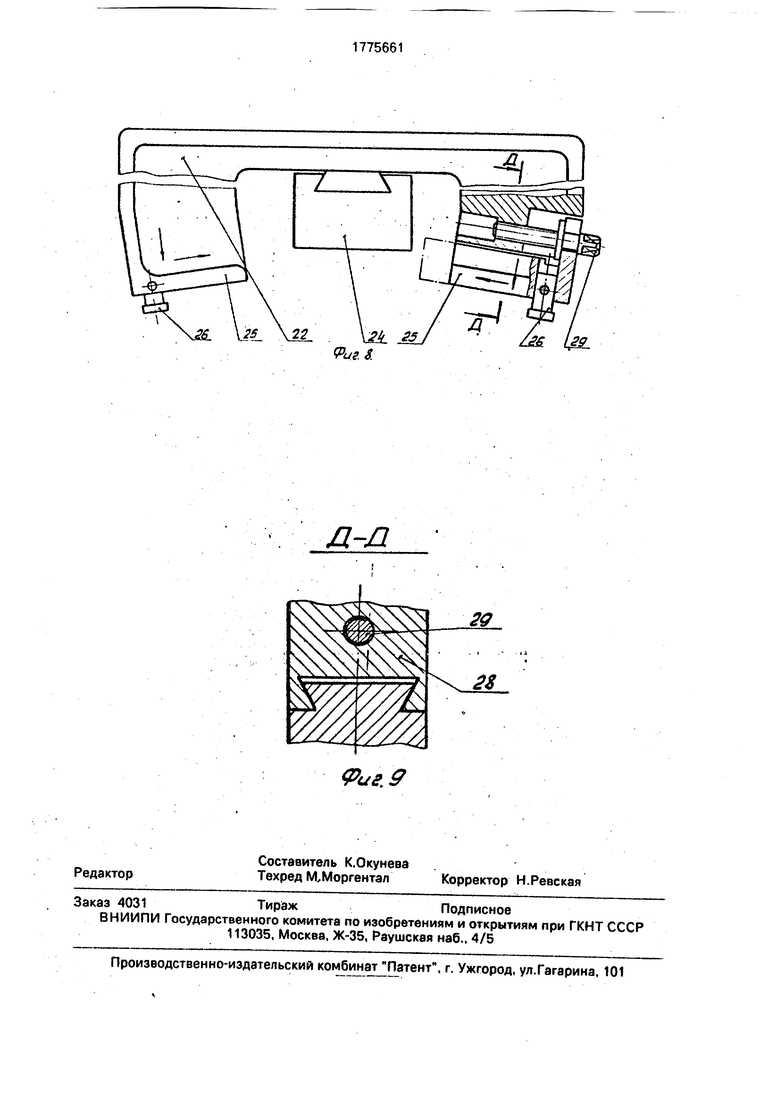
5 на фиг.б; на фиг. 8 - сменная вставка; на фиг,8 - разрез Д-Д на фиг.8.
Устройство для контроля сварных швов труб содержит направляющую 1 для перемещения датчиков контроля 2 при диагно0 стике стыковых Швов 3 трубы 4. Направляющая 1 состоит из нескольких дуговых секционированных направляющих 5 с опорами 6, Не менее, чем в трех опорах б соосно им установлена кернеры 7 с возмож5 ностью перемещения вдоль оси, Кернер 7 представляет собой острие высокой твердости и имеет цилиндрический участок 8, установленный в направляющем отверстии 9, выполненным в опоре 6, Кернер 7 также снабжен упором 10, ограничивающим глубину внедрения в металл трубы 4. С торцовой стороны кернер 7 поджат пластинчатой пружиной 11. На направляющей 1 установлена каретка 12, на которой размещен датчик контроля 2 и концевой выключатель 13, с кнопкой которого контактирует пластинчатая пружина 11 в положении, когда острие кернера 7 только касается, но не внедрено в трубу 4, Концевой выключатель 13 предназначен для управления электрическим приводом (не показан), предназначенным для перемещения каретки 12 по направляющей 1. Сеционированные направляющие 5 стягиваются замками 14 в виде винтовых талрепов и формируют замкнутую окружность, охватывающую трубу 4. На направляющей 1 имеет съемную часть 16, которая соединена с секционированной направляющей 5 посредством цилиндрических пальцев 17, закрепленные в съемной части 16 жестко, а в секционированной направляющей 5 с возможностью перемещения для фиксации пальцев 17 имеются фиксирующие пальцы 18, установленные перекрестно и перпендикулярно пальцам 17. Каждый из пальцев 17 имеет цилиндрическую выборку 19, контактирующую с цилиндрической поверхностью пальца 18. Пальцы 18 установлены в направляющей 5 с возможностью осевого перемещения и поджаты с одного торца пластинчатой пружиной 20, а торец пальца 18 выступает относительно поверхности 21 направляющей 5, на которую может быть установлена сменная вставка 22. Палец 18 имеет цилиндрическую выборку 23, которая обращена в сторону пальца 18 и при расположении торца пальца 18 в плоскости, совпадающей с поверхностью 21, выборки 23 и 19 совпадают. Сменная вставка 22 несет дополнительную продольную направляющую 24, предназначенную для перемещения каретки 12 с датчиками контроля 2. На опорах 25 сменной вставки 22 имеются соединительные ступенчатые штыри 26 для закрепления секции 22 на секционированной направляющей 5, которая содержит ответные штырям 26 фасонные отверстия 27. Одна из двух опор 25 выполнена подвижной в направлении другой, для чего снабжена направляющими 28 в форме ласточкина хвоста и винтовым приводом 29.
Контролируемая труба 4 имеет продольный сварной шов 30 и керны 31.
Устройство работает следующим образом. Направляющую 1 устанавливают опорами 6 на контролируемую трубу 4 в положение контроля стыкового шва 3, для чего сначала замыкают секционированные направляющие 5 и выполняют предварительное натяжение направляющей 1 равномерно подтягивая винтовые замки 14 до тех пор, пока не достигнуто касание всеми имеющимися сферическими опорами 6 поверх- 5 ности трубы 4 Кернеры 7 при этом, преодолевая усилие пружины 11 , устанавливаются в отверстиях 9 в крайнем положении, лишь касаясь остриями поверхности трубы 4. Затем, легкими ударами слесарно- 10 го молотка по головкам каждого из трех кернеров 7 выполняют закернивание трубы 4, т.е. внедряют кернеры 7 до касания упорами 10 поверхности трубы, после чего снова выполняют равномерное подтягивание секци- 15 онированных направляющих 5 замками 14, не допуская при этом их деформации (вытягивания в линию). После установки направляющей 1 контроль выполняется известным образом, при этом начальное положение ка- 20 ретки 12с датчиком контроля 2 определяется индексом начального положения. При длительной работе в условиях большого перепада температур возможно прослабле- ние направляющей 1 на трубе 4 из-за 5 температурных колебаний размеров. Сферические опоры 6 при этом уже не обеспечивают фиксирования направляющей 1 на трубе 4, однако три кернера 7, заглубленные в металл трубы, продолжают фиксировать 0 направляющую 1 в прежнем положении, не допуская ее перекоса или смещения вдоль оси трубы 4. Глубина кернения должна учитывать геометрию составляющих конструктивных элементов их материал и перепад 5 рабочих температур.
Фиксированное положение направляющей 1 на трубе 4 обеспечивает точное повторение траектории датчиков контроля 2.
В случае, если выполняется многократ- 0 ная установка устройства на контролируемую трубу 4, идентичности положения направляющей 1 добиваются установкой кернеров 7 в ранее выполненные керны 31. При этом не выполняют окончательного, си- 5 лового затягивания направляющей 1 до тех пор, пока все три кернера 7 не совпадут с соответствующими им кернами 31. При правильном положении кернеров 7 пружина 11 выходит из контакта с кнопкой концевого С выкпючателя 13, подавая в цепь управления сигнал готовности направляющей 1 к перемещению.
При этом пружина 11 западает своим изогнутым концом в отверстие на секциониро- 5 ванной направляющей 5 и эго положение визуально свидетельствует о готовности направляющей 1.
Для обеспечения возможности дополнительного контроля продольных UJBOQ 30 из поверхность 21 секционироганмой направляющей 5 устанавливается сменная вставка 22 с продольной направляющей 24, при этом ответные штыри 26 заводят в фасонные отверстия 27, а затем с помоа ыо винтового привода 29 перемещают подвижную опору 25 по направляющей 28, при этом опоры 25 сближаются, усилие натяжения направляющей замыкается через сменную вставку 22. Цилиндрические пальцы 17, которые держат сменную часть 16 секционированной направляющей, оказываются разгруженными от радиальных нагрузок. Одновременно, при установке сменной вставки 22 на поверхность 21, опоры 25 давят на цилиндрические пальцы 18, которые, преодолевая пружины 20, утапливается заподлицо с опорной поверхностью 21, а цилиндрическая выборка 23 расположится концентрично цилиндрическим пальцам 17 и совпадает с его выборкой 19, в результате пальцы 17 расфиксируются, после чего съемная часть 16 направляющей 5 легко снимается. При установке сменной вставки 22 не нарушается положение направляющей 1 на трубе 4, так как отсутствовали смещающие нагрузки на кернеры 7, что, в итоге, обеспечивает повторяемость траектории датчиков контроля 2 при контроле продольного шва 30. В результате повышается достоверность контроля развития дефектов как при долгосрочном базировании устройства на объекте контроля, так и в случае периодических повторных установок устройства, Это позволяет оценить динамику развития микродефектов в материале трубопровода, определить рабочий ресурс трубопроводов, оптимально спланировать ремонтные работы.
Формула изобретения 1. Устройство для контроля сварных швов труб, содержащее дуговые секционированные направляющие с опорами, предназначенные для формирования замкнутой окружности, замки соединения секционированных направляющих, каретку с электрическим приводом и цепью управления, связанную с секционированными направляющими, и датчик контроля, установленный на каретке,-о тличающееся тем, что, с целью повышения достоверности контроля развития дефектов за счет повышения точности фиксирования устройства на трубе при долгосрочном базировании или повторной установке, оно снабжено кернерами с ограничивающими упорами, упруго взаимодействующими с ними и закрепленными на тыльной стороне опор пластинчатыми пружинами и установленным на каретке концевым выключателем, входящим о цепь управления привода каретки и предназначенным для взаимодействия с пружинами, кернеры установлены не менее чем в трех неравно- мерно расположенных опорах секционированных направляющих соосно им и с возможностью перемещения вдоль своей оси,
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что, с целью расширения области
применения за счет обеспечения возможности дополнительного контроля сварного шва непосредственно под устройством при его фиксированном положении на трубе, по
крайней мере о.п.на секционированная направляющая выполнена со съемной частью, а устройство снабжено сменной вставкой, предназначенной для закрепления на секционированной направляющей вместо
съемной части, и фиксирующими элементами для крепления сменной вставки на направляющей.
3.Устройство по п.2, отличающее- с я тем, что оно снабжено дополнительной
направляющей, предназначенной для взаимодействия с кареткой и установленной на сменной вставке таким образом, что она перпендикулярна плоскости, образованной секционированными направляющими окружности.
4.Устройство по п.З, отличаю щее- с я тем, что сменная вставка выполнена П-образной, а фиксирующие элементы выполнены в виде установленных на концах
вставки соединительных штырей, предназначенных для закрепления на секционированной направляющей, причем один из соединительных штырей установлен на сменной вставке с возможностью фиксированного перемещения по направлению к другому соединительному штырю.
5.Устройство по п.2, отличаю щее- с я тем, что фиксирующие элементы сьемной части секционированной направляющей выполнены в виде двух пружин и двух пар цилиндрических пальцев с цилиндрическими выборками, пальцы каждой пары в сборе установлены взаимно перпендику0 лярно соответстоенно в секционированной направляющей и съемной части, располагающиеся в секционированной направляющей пальцы взаимодействуют с пружинами и установлены таким образом, что при рас5 положении торца пальца в плоскости, совпадающей с поверхностью для установки сменной вставки, выборки каждой пары пальцев совпадают.
Ь
Јv
I
h
Вид Б (лоёфмула/
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления железобетонных стеновых панелей с опорной пятой | 1986 |
|
SU1375460A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| ГЕРМЕТИЧНЫЙ ПЕНАЛ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА РЕАКТОРА РБМК-1000 | 2013 |
|
RU2562055C2 |
| Устройство для снятия початков и установки шпуль на прядильных машинах | 1948 |
|
SU81854A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Мобильный комплекс забуривания и испытания анкеров | 2019 |
|
RU2716180C1 |
| Стенд для измерения силовых параметров в резьбовых соединениях | 1991 |
|
SU1781570A1 |
| Складной стоечный поддон | 1990 |
|
SU1781140A1 |
| Полуавтоматическая линия для сборки трубчатых секций теплообменников | 1982 |
|
SU1134336A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБОПРОВОДОВ | 1995 |
|
RU2096154C1 |
Изобретение относится к ультразвуковой дефектоскопии. Целью изобретения является повышение достоверности контроля развития дефектов за счет повышения точности фиксирования устройства на трубе при долгосрочном базировании или повторной установке. Устройство для контроля сварных швов труб содержит дуговые секционированные направляющие с опорами, замками и кернерами и связанную с направляющими каретку с электрическим приводом и цепью управления. При установке на трубе после закрепления замков секционированные направляющие формируют окружность. Если установка проведена правильно, то кернеры под действием пластинчатых пружин входят в специальные ре- перные углубления в трубе и каретка беспрепятственно может перемещаться по направляющим. Если установка неправильна, то кернеры выступают из своих гнезд и, взаимодействуя с концевым выключателем, установленным на каретке и входящим в цепь управления, отключают электрический привод каретки. 4 п.з. ф-лы, 9 ил. сл С
26 ft
Фиг. 5 (
Фиг. 7.
Фиг.З.
д-д
20
| Устройство для перемещения датчика при контроле кольцевых швов трубопроводов | 1980 |
|
SU1048399A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Патент США N° 4586379 кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
