Изобретение относится к неразрушающему контролю, а именно к средствам механизации и автоматизации ультразвукового контроля сварных швов труб в технологическом потоке, например труб большого диаметра для магистральных газовых и нефтероводов.
Известно сканирующее устройство для ультразвукового контроля сварных швов изделий, содержащее основание с направляющей, подвижно размещенную на ней каретку, закрепленные на каретке ультразвуковые преобразователи, механизм продольного перемещения каретки и механизм поперечного перемещения ультразвуковых преобразователей [1] .
Недостатком является то, что устройство необходимо устанавливать и закреплять на контролируемой трубе и поэтому для работы в технологическом потоке оно мало приемлемо. Кроме того, оно не обеспечивает контроля сварного шва на концевых участках трубы, из-за чего требуются дополнительные затраты для контроля сварного шва на концевых участках трубы.
Наиболее близкой по технической сущности к предлагаемой является установка для ультразвукового контроля сварных швов изделий, содержащая переднюю и заднюю опоры, размещенный на опорах рельсовый путь с механизмом азимутной коррекции, подвижно установленную на направляющих ходовую тележку с приводом, размещенный на ней подъемник, соединенную с подъемником подвеску с ультразвуковыми преобразователями, световыми указателями и краскоотметчиком дефектных участков [2] .
Недостатком установки является то, что она не обеспечивает контроля сварного шва на концевых участках трубы в технологическом потоке с осевым движением труб. Поэтому сварные швы на концевых участках труб необходимо подвергать контролю на другом участке, что приводит к трудоемкости контроля сварных швов.
Целью изобретения является снижение трудоемкости контроля сварных швов труб.
Для этого подвеска выполнена в виде четырехзвенного шарнирного параллелограмма, закрепленных на расположенной в плоскости четырехзвенного шарнирного параллелограмма оси коромысел, установленных перпендикулярно к коромыслам с возможностью перемещения по ним щек, каждая из которых снабжена кронштейном с шарнирным креплением ультразвукового преобразователя и установленными симметрично оси ультразавукового преобразователя базирующими роликами.
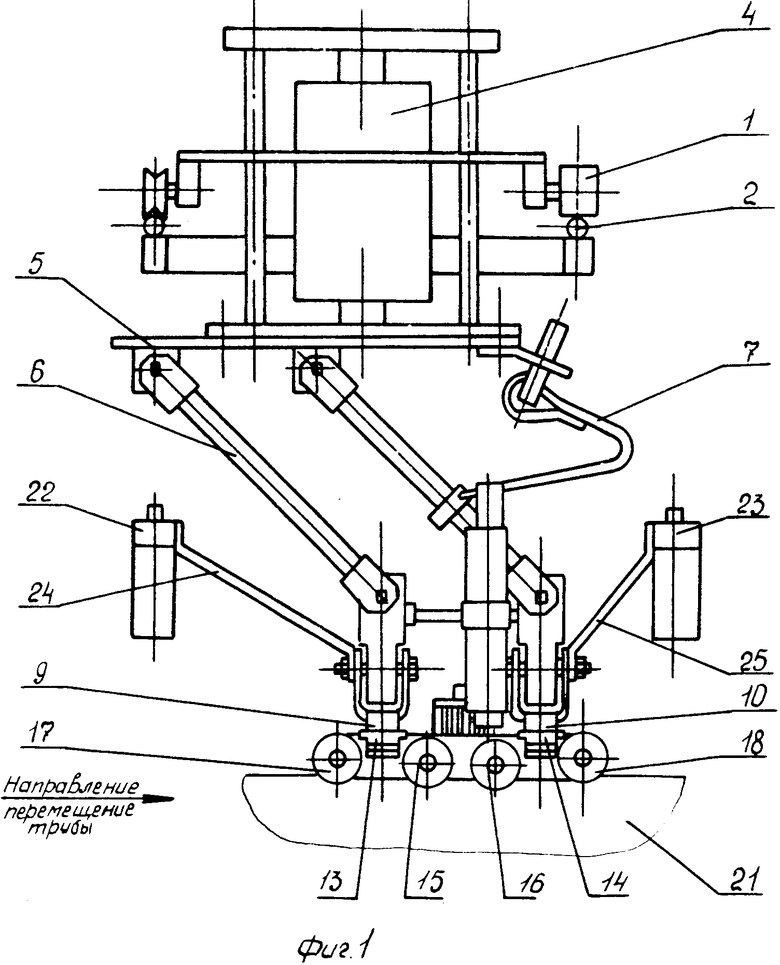
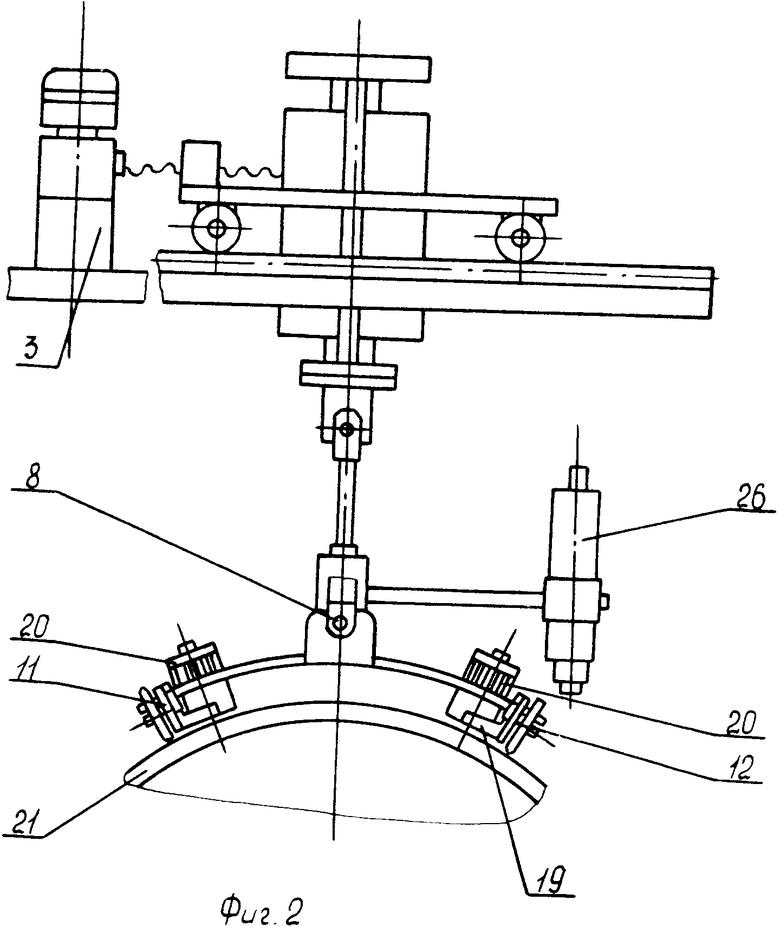
На фиг. 1 представлена установка для ультразвукового контроля сварных швов труб, вид спереди; на фиг. 2 - то же, вид сбоку.
Установка для контроля сварных швов труб состоит из ходовой тележки 1, подвижно установленной на направляющих 2 и снабженной механизмом перемещения 3. На ходовой тележке 1 размещен подъемник 4, на котором закреплена подвеска 5. Подвеска 5 выполнена в виде расположенного в вертикальной плоскости четырехзвенного шарнирного параллелограмма 6, снабженного ограничителем 7, фиксирующим положение параллелограмма 6 в крайнем нижнем положении. На оси 8, расположенной в плоскости четырехзвенного шарнирного параллелограмма 6, установлены коромысла 9 и 10 с радиусом кривизны, соответствующим радиусу контролируемой трубы. Перпендикулярно к коромыслам 9 и 10 размещены щеки 11 и 12, смонтированные с возможностью перемещения по коромыслам 9 и 10. Щеки фиксируются в нужном положении прижимными планками 13 и 14. На каждой щеке имеются базирующие ролики 15-18 и кронштейн 19, на котором шарнирно установлен ультразвуковой преобразователь 20, снабженный устройством для регулирования наклона его оси в вертикальной плоскости, перпендикулярной к плоскости четырехзвенного шарнирного параллелограмма.
Средние ролики 15 и 16 установлены на одном уровне симметрично оси ультразвукового преобразователя 20 и взаимодействуют с контролируемой трубой 21 по всей ее длине. Межосевое расстояние между ними принимается не меньше габарита корпуса ультразвукового преобразователя 20 в районе создания контактной ванны. Крайние ролики 17 и 18 установлены по отношению к средним на другом уровне, при котором они контактируют с контролируемой трубой только на концевых ее участках, обеспечивая плавный заход средних роликов на поверхность контролируемой трубы 21. Световые указатели 22 и 23 закреплены соответственно на коромыслах 9 и 10 с помощью кронштейнов 24 и 25 и расположены в плоскости четырехзвенного шарнирного параллелограмма 6. На последнем закреплен краскоотметчик 26 дефектных участков.
Установка работает следующим образом.
Перед началом работы установку для ультразвукового контроля сварных швов настраивают на заданный типоразмер труб. Устанавливают коромысла 9 и 10, соответствующие диаметру подлежащих контролю труб. Располагают на коромыслах ультразвуковые преобразователи симметрично плоскости четырехзвенного шарнирного параллелограмма 6 на заданном расстоянии от нее. Устанавливают по эталону-образцу зазор между торцом ультразвукового преобразователя и поверхностью контролируемой трубы. Фиксируют крайнее нижнее положение параллелограмма 6. После настройки ходовую каретку перемещают по направляющим и устанавливают подвеску над рольгангом, по которому перемещают подлежащие контролю трубы так, чтобы плоскость четырехзвенного шарнирного параллелограмма совмещалась с продольной осью рольганга. Затем подъемник опускает подвеску в рабочее положение. Поступающая по рольгангу (не показан) на контроль труба устанавливается вспомогательными средствами (не показаны) так, что сварной ее шов располагается сверху и совмещается с установочными указателями. После установки сварного шва в заданное положение труба поступательно перемещается по рольгангу, передним торцом упирается в ролик 17 и смещает четырехзвенный шарнирный параллелограмм 6 по ходу своего движения. При смещении четырехзвенного шарнирного параллелограмма щеки 11 и 12, совершая поступательное движение, подымаются и ролик 17 начинает взаимодействовать с поверхностью трубы до тех пор, пока торец трубы не упрется в средний ролик 15. При этом торец трубы снова смещает четырехзвенный шарнирный параллелограмм до тех пор, пока средний ролик 15 не выйдет на поверхность трубы. При выходе ролика 15 на поверхность трубы между торцом ультразвукового преобразователя и поверхностью трубы устанавливается заданный рабочий зазор, который заполняется контактной жидкостью и, начиная от торца трубы, производится ультразвуковой контроль сварного шва. По мере продвижения трубы оператор следит по указателю за расположением ультразвуковых преобразователей относительно сварного шва. При необходимости производится с помощью привода корректировка положения ходовой тележки. Рабочий зазор между поверхностью трубы и торцом ультразвукового преобразователя сохраняется пока ролики 15 и 16 (или один из них) взаимодействуют с поверхностью трубы, т. е. пока ролик 16 не выйдет на задний торец трубы, а следовательно, контроль осуществляется до заднего торца трубы. При дальнейшем движении трубы ролик 16 сходит с трубы и входит во взаимодействие ролик 18. После прохождения трубы за ролик четырехзвенный шарнирный параллелограмм опускается в крайнее нижнее положение.
В процессе контроля при обнаружении дефектов последние отмечаются с помощью краскоотметчиков.
Опробование в промышленных условиях показало, что применение в установке для ультразвукового контроля сварных швов подвески с четырехзвенным шарнирным параллелограммом позволяет осуществить контроль сварного шва по всей длине трубы, включая и концевые ее участки. Благодаря этому трудоемкость контроля снижается, так как контроль сварных швов на концевых участках трубы производится заодно на той же позиции, что и контроль сварного шва основной части трубы, и не требует специального участка для контроля сварных швов на концевых участках трубы. (56) 1. Авторское свидетельство СССР N 1497560, кл. G 01 N 29/04, 1989.
2. Авторское свидетельство СССР 1173304, кл. G 01 N 29/04, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2650358C2 |
| Установка для ультразвукового контроля сварных швов изделий | 1982 |
|
SU1173304A1 |
| ДЕФЕКТОСКОП ДЛЯ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ ТРУБ | 1993 |
|
RU2063024C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ИЗГОТОВЛЕНИЯ И МОНТАЖА ТРУБОПРОВОДОВ С ПОМОЩЬЮ СВАРКИ | 1991 |
|
RU2053313C1 |
| СПОСОБ МАГНИТНОГО КОНТРОЛЯ ДЕФЕКТОВ ДЛИННОМЕРНЫХ ФЕРРОМАГНИТНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2032898C1 |
| УСТРОЙСТВО ДЛЯ ДИСТАНЦИОННОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1987 |
|
SU1445396A1 |
| Способ ультразвукового контроля качества стыковых сварных швов | 1975 |
|
SU590659A1 |
| Электроискровая головка для контроля качества внутренних неметаллических покрытий труб | 1966 |
|
SU265465A1 |
| Устройство для ультразвукового контроля сварных швов изделий | 1986 |
|
SU1305597A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ШВОВ | 1966 |
|
SU179979A1 |
Изобретение относится к неразрушающему контролю, а именно к средствам механизации и автоматизации ультразвукового контроля сварных швов труб в технологическом потоке, например труб большого диаметра для магистральных газовых и нефтепроводов. Цель - снижение трудоемкости контроля сварных швов труб. Предлагаемая установка состоит из подвижно установленной на направляющих ходовой тележки, снабженной приводом для перемещения. На ходовой тележке размещен подъемник с закрепленной на нем подвеской. Подвеска выполнена в виде четырехзвенного шарнирного параллелограмма, закрепленных на расположенной в плоскости четырехзвенника оси коромысел, смонтированных перпендикулярно к коромыслам с возможностью перемещения по ним щек, каждая из которых снабжена кронштейном, на котором шарнирно установлен ультразвуковой преобразователь, и размещенными симметрично оси ультразвукового преобразователя роликами. На подвеске расположены световые указатели и краскоотметчик дефектных участков. Труба, поступательно перемещаясь по рольгангу, поочередно упирается торцом в ролики, смещает по ходу движения четырехзвенный шарнирный параллелограмм до тех пор, пока ролики не выйдут на поверхность трубы. При выходе роликов на поверхность трубы между торцом ультразвукового преобразователя и поверхностью трубы устанавливается заданный рабочий зазор и начинает осуществляться от торца трубы ультразвуковой контроль сварного шва. 2 ил.
УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ, содержащая подвижно установленную на направляющих ходовую тележку с приводом, размещенный на ней подъемник, соединенную с подъемником подвеску с ультразвуковыми преобразователями, световыми указателями и краскоотметчиком дефектных участков, отличающаяся тем, что, с целью снижения трудоемкости контроля сварных швов, подвеска выполнена в виде четырехзвенного шарнирного параллелограмма, закрепленных на расположенной в плоскости четырехзвенного шарнирного параллелограмма оси коромысел, установленных перпендикулярно к коромыслам с возможностью перемещения по ним щек, каждая из которых снабжена кронштейном с шарнирным креплением ультразвукового преобразователя и установленными симметрично оси ультразвукового преобразователя базирующими роликами.
