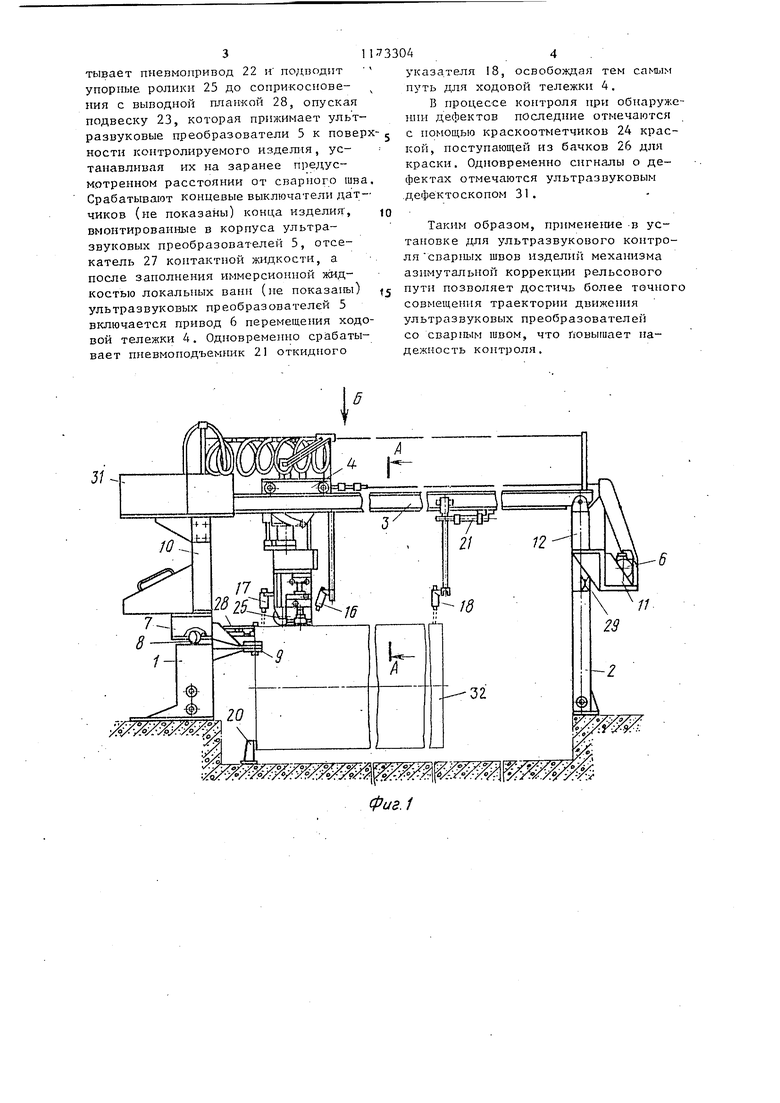
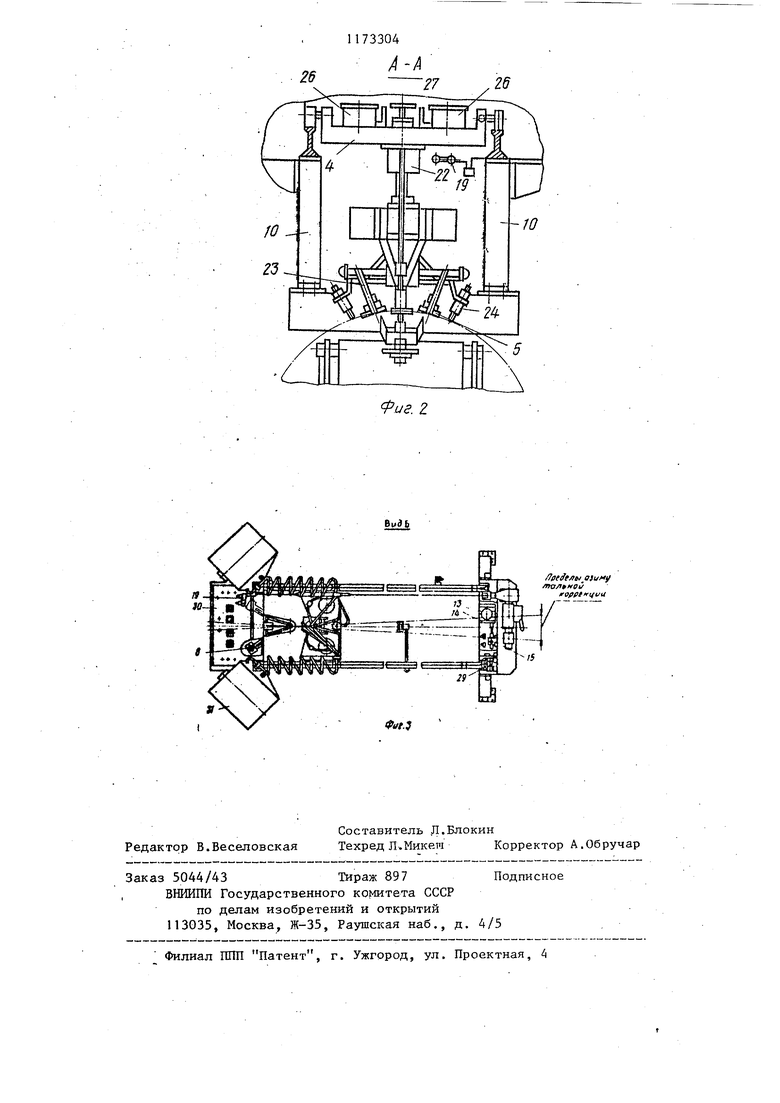
I1 Изобретение относится к области ;неразрушающего контроля, .а именно к средствам механизации и автоматиз ции ультразвукового контроля сварных швов конструкций из листового . проката в технологическом потоке, например прямошовных труб большого диаметра для магистральных газовых нефтепроводов. Целью изобретения является повышение надежиоети контроля, - На фиг. 1 схематически изображена установка для ультразвукового контр ля сварных швов изделийj на фиг.2 разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1. , Установка для ультразвукового контроля сварных швов изделий содержит переднюю опору 1, заднюю опо ру 2, размещенный на них рельсовый путь 3, подвижно установленную на нем ходовую тележку 4 с закрепленным на ней ультразвуковым преобра зователем 5, привод 6 кодовой тележ 4, механизм азимутальной коррекции рельсового пути 3, выполненный в виде подвижно установленной на перед ней опоре 1 траверсы 7, размещенных между передней опорой I и траверсой .7 опорных роликов 8, соединяющего переднюю опору 1 и траверсу 7 вынос ного фарнира 9, жестко закрепленных . на траверсе 7 передних стоек 10, жестко закрепленной на задней опоре 2 платформь 1 1, подвижно размещенных на платформе 11 задних стоек 12,жестко закрепленного на платформе II электропривода 13 рельсового пути 3 взаимодействующего с электропри- водом 13 редуктора 14, взаимодейству ющей с редуктором 14 и задними стой ками 12 червячной пары 15, размещенных на рельсовом пути 3 установочног светового указателя 16, контрольного светового указателя 17 и откидного указателя 18, бинокулярного узла 19 и упора 20, расположенного по оси выносного шарнира 19, при этом рельсовый путь 3 жестко присоединен к передним стойкам 10 и задним стойкам 12. Кроме того, установка для ультразвукового контроля сварных швов изделий содержит пневмоподъемник 21 для отвода откидного указателя 18, пневмопривод 22 дпя подвода и отвода ультразвуковых преобразователей 5 относительно контролируемого 4 изделия, соединенную с пневмоприводом 22 подвеску 23, прикрепленные к ней краскоотметчики 24 дефектов и упорные ролики 25, бачки для краски 26, отсекатель 27 контактной лоидкости, размещенную на траверсе 7 выводную гшанку 28, размещенные методу задней опорой 2 и платформой 11 дополнительные onopiibie ролики 29, закрепленные на передних стойках 3 пульт 30 управления и ультразвуковые дефектоскопы 31. Позицией 32 обозначено контролируемое изделие - труба с прямошовным сварным швом. Установка для ультразвукового контроля сварных швов изделий работает следующим образом. После подачи контролируемого изделия 32 на позицию контроля до упора 20 она вращается или смещается угловыми вспомогательными средствами (не показаны) до совмещения переднего конца сварного шва с установоч мм указателем. Откидной указатель 18 находится в исходном нижнем положении по оси рельсового пути 3 над противоположным концом контролируемого изделия и при переносе сварного шва указывает на наличие этого переноса. В этом случае оператор с пульта 30 управления включает электропривод 13, установленный на платформе 1I, который вращением редуктора 14 и связанной с ним червячной пары 15 перемещает задние стойки 12, подвижно через дополнительные опорные ролики 29 установленные на задней опоре 2. Задние стойки 12 перемещают жестко связанный с ними рельсовьм путь 3 и передние стойки Ю, подвижно на опорных роликах 8 через траверсу 7 установленные на передней опоре 1. При этом путем совмещения переднего конца сварного шва с осью выносного шарнира 9, что контролируется с помощью контрольного светоуказателя 1:7-, рельсовый путь 3 устанавливается точно над сварным швом контролируемого изделия 32. Точность установки рельсового пути 3 контролируется бинокулярным узлом 19. После установки рельсового пути электропривод 13 останавливается, а затем включается контроль. Выводная шташса 38 опускается на поверх-, ность контролируемого изделия 32 и достигает торИгЯ последисг-о. Сраба311
тывает пневмопривод 22 и подводит упорные, ролики 25 до соприкосиовения с выводной планкой 28, опуская подвеску 23, которая прижимает ультразвуковые преобразователи 5 к поверх кости контролируемого изделия, устанавливая их на заранее предусмотренном расстоянии от сварного шва. Срабатывают концевые выключатели пат - чиков (не показаны) конца изделия , вмонтированные в корпуса ультразвуковых преобразователей 5, отсекатель 27 контактной жидкости, а после заполнения иммерсионной жидкостью локальных ванн (не показаны) ультразвуковых преобразователей 5 В1шючается привод 6 перемещения ходовой тележки 4. Одновременно срабатывает пневмонодъемник 2I откидного
-733044
указателя 18, освобождая тем самым путь для ходовой тележки 4.
В процессе контроля при обнаружении дефектов последние отмечаются
- 5 с помощью краскоотметчиков 24 краской, поступающей из бачков 26 для краски. Одновременно сигналы о дефектах отмечаются ультразвуковым .дефектоскопом 31.
Таким образом, применение в установке для ультразвукового контроля сварных швов изделий механизма азимутальной коррекции рельсового пути позволяет достичь более точного совмещения траектории движения ультразвуковых преобразователей со сварным швом, что Гювыгиает надежность контроля.
26
4-А
иг. г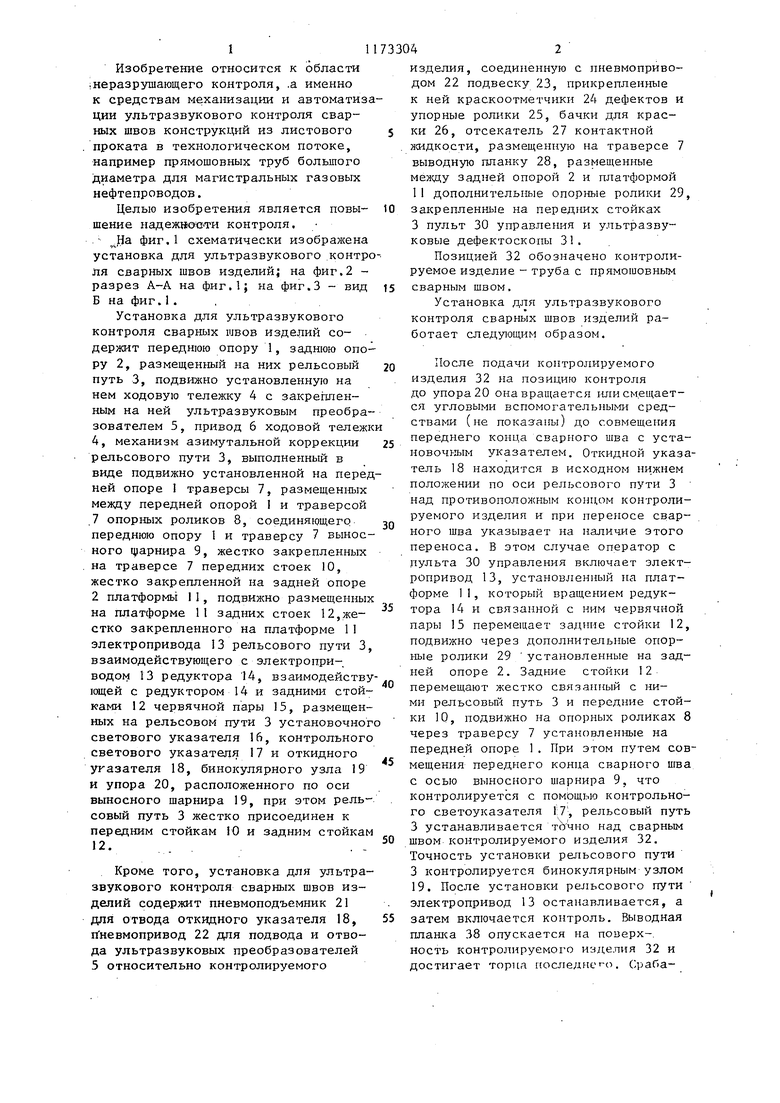
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ | 1991 |
|
RU2008666C1 |
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 1973 |
|
SU397838A1 |
| Консольная тележка для автоматической сварки цилиндрических изделий | 1978 |
|
SU770708A1 |
| Способ дефектоскопии роторов турбин с тепловыми и уплотнительными канавками по окружности и устройство для его осуществления | 1989 |
|
SU1777070A1 |
| Устройство для неразрушающего контроля изделий | 1985 |
|
SU1322142A1 |
| Передвижная установка для ультразвукового контроля изделий | 1984 |
|
SU1231458A1 |
| УСТРОЙСТВО ДЛЯ ПОДЪЕМА ДЛИННОМЕРНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2076840C1 |
| Иммерсионное устройство для ультразвукового контроля загрязненности металла рельсов неметаллическими включениями | 1981 |
|
SU1012125A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| СПОСОБ ЗАБИВАНИЯ И ИЗВЛЕЧЕНИЯ ИЗ ГРУНТА МЕТАЛЛИЧЕСКИХ СТОЛБИКОВ ПРЕИМУЩЕСТВЕННО ПРИ ВОЗВЕДЕНИИ И РЕМОНТЕ БАРЬЕРНЫХ ОГРАЖДЕНИЙ АВТОМОБИЛЬНЫХ ДОРОГ И КОПРОВЫЙ МАНИПУЛЯТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2211895C2 |
УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХШВОВ ИЗДЕЛИЙj содержащая переднюю и заднюю опоры, размещенный на опорах рельсовый путь, подвижно установленную на нем ходовую тележку с закрепленным на ней ультразвуковым преобразователем и Привод ходовой тележки, о т л и ч а.- ю щ а я с я тем, что, с целью повышения надежности контроля, она снабжена механизмом азимутальной коррекции рельсового пути, выполненным в виде подвижно установленной на передней опоре траверсы, размещенных межде передней опорой и траверсой опор-, ных роликов, соединяющего переднюю опору и траверсу выносного шарнира, жестко закрепленных на траверсе передних стоек, жестко закрепленной на задней опоре платформы, подвижно размещенных- на .платформе задии} стоек, жестко закрепленного на платформе электропривода рельсового пути, взаимодействующего с электроприводом редуктора, взаимодействующей с редук тором и задними стойками червячной пасл с ры, размещенных на рельсовом пути установочного светового указателя, контрольного светового указателя и откидного указателя, бинокулярного узла и упора, расположенного по оси .выносного шарнира, при этом рельсовый путь жестко присоединен к передним и задним, стойкам. sl &0 00
/re(ftan, /no/ttfHOtf
irafftirm/u
| УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ | 0 |
|
SU397838A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
