Изобретение относится к прибрро cтpoeнию а именно к способу изготовь ления блока магнитных- головок, который может быть использован как в бытовой, так и в служебной annapaTS e магнитной записи информации.
Известен способ изготовления блока магнитных головок, при котором обработке подвергаются ферритовЫе заготовки, являющиеся впоследствии элементами блока головок.1,
Этот способ вообще- неприемлем. для реализации в том случае, когда полусердечники и полюсные наконечники выполняются не из магнитомягкого феррита, а из металла. При изготовлении металлических магнитных головок возможны совершенно различные варианты изготовления как отдельных элементов блока, так и его сборка.
Известен способ изготовления блока магнитных головок, при котором первоначально штампуется набор полусердечников для одного полублока, где все полусердечники соединены между собой перемычками, а потом для другого полублока. Корпуса полублоков выполняются методом точного литья, а обмотки головок с выводами запрессовываются в пластмассу. Затем
набор полусеряечников вставляется в корпус и производится обработка казкдого полублока по плоскости его разъема, в процессе которой перемычки между полусердёчняками удаляются, обнажая торцы последних. Потом поЛу.блоки собираются в блок и производится окончательная обработка блока головок по рабочей поверхности 2.
Известный способ изготовления такого блока головок прост, недорог, но качество получаемой продукции настолько невысоко, что наличие до 25% брака не считается порочным. Для современной аппаратурм магнитной записи такой способ неприемлем.
Известен способ изготовления блока магнитных головок, в котором блок голоЁок, собранный по способу враще20ния полусердечников вокруг оси, проходящей через центр перемычки полусердечников (но не полюсных наконечников ), до момента стыковки полусердечников между собой 3.
Однако необходимость удалять перемычки именно На торцовой поверхности полусердечников приводит к наклепу, что резко снижает качество каждого собранного блока магнитных головок.
Наиболее близким к предлагаемому является способ изготовления блока магнитных головок, включающий формирование полублоков из магнитомягких полусердечников, :прикрепление к ним износостойких полюсных наконечников, размещение полусердечников в пазах немагнитных обойм, обработку полученных полублоков по плоскости разъема, формирование рабочего зазора путем скрепления полублоков между собой через немагнитную прокладку, установку разделительных прокладок и магнитомягких экранов 4.
Этот способ наиболее технологичен из всех, описанных ранее, но при его реализации точность размещения отдельных головок в блоке оказывается недостаточно высокой, а разброс выходных электрических параметров существенно влияет на качество записываемой и воспроизводимой с помощью таких головок информации в худшую сторону.
Цель изобретения - .повышение точности размещения отдельных головок в блоке и уменьшение разброса его выходных электрических параметров.
Поставленная цель достигается тем, что при реализации способа изготовления блока магнитных головок, включающего формирование полублоков из магнитомягких полусердечников, прикрепление к ним износостойких полюсных наконечников, размещение полусердечников в пазах немагнитных обойм, обработку полученных полублоков по плоскости разъема, формирование рабочего зазора путем сокращения полублоков между собой через немагнитную прокладку , установку разделительных прокладок и магнитомягких экранов, поЛюсные наконечники каждого полублока формируют с перемычкой, скрепляющей их на участке рабочего зазора, укрепляют полюсные наконечники вместе с разделительным прокладками на рабочей поверхности полублоков, обрабатывают,последние по плоскости разъема до достижения перемычкой полюсных наконечников ширины, меньшей длины обрабатываемо поверхности полюсных наконечников на величину, равную глубине рабочег зазора, скрепляют полублоки через немагнитную прокладку, формируют расположенную между разделительными прокладками и перемычками полюсных наконечников полость, в которую помрщают износостойкий магнитомягкий экран,после чего полученный блок магнитных головок обрабатывают по рабочей поверхности до полного удаления указанной перемычки.
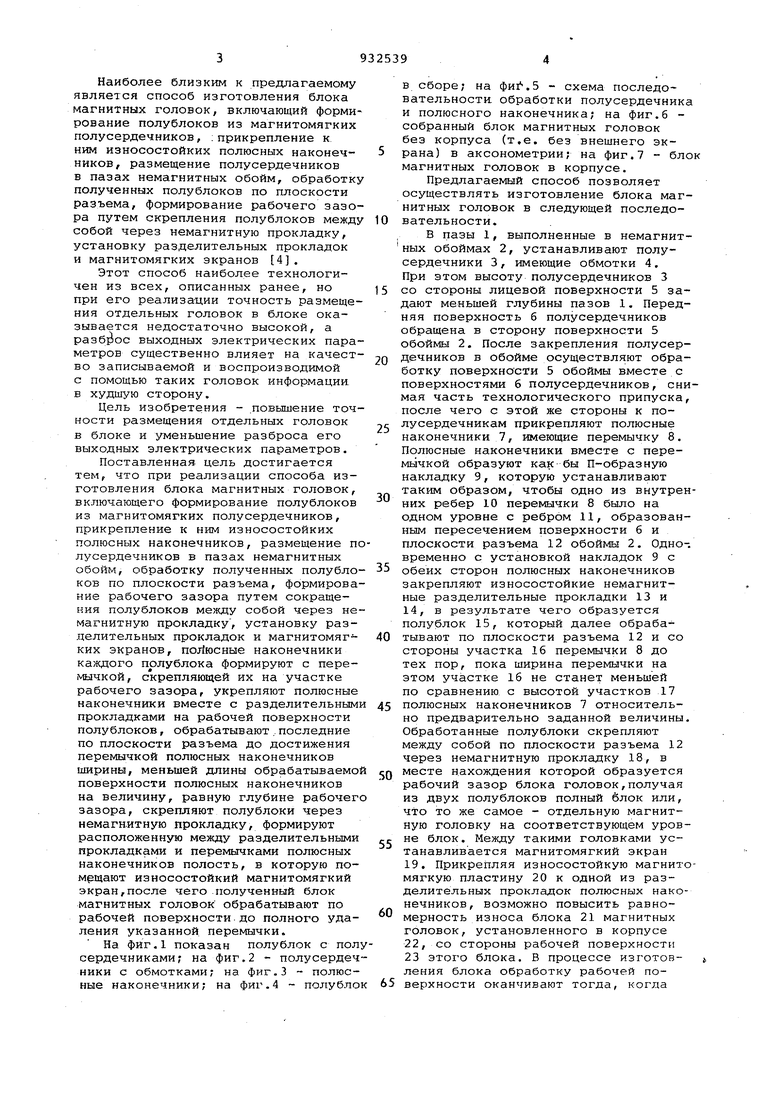
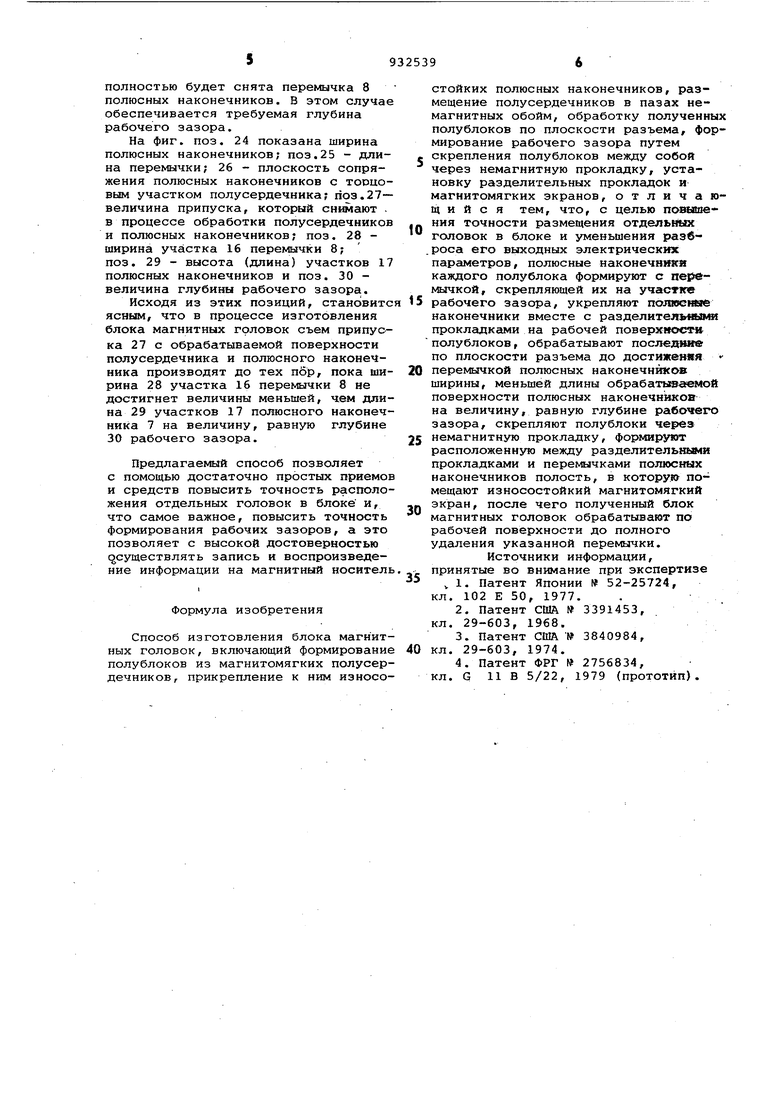
На фиг.1 показан полублок с полсердечниками; на фиг.2 - полусердечники с обмотками; на фиг.З полюсные наконечники; на фиг.4 - полубло
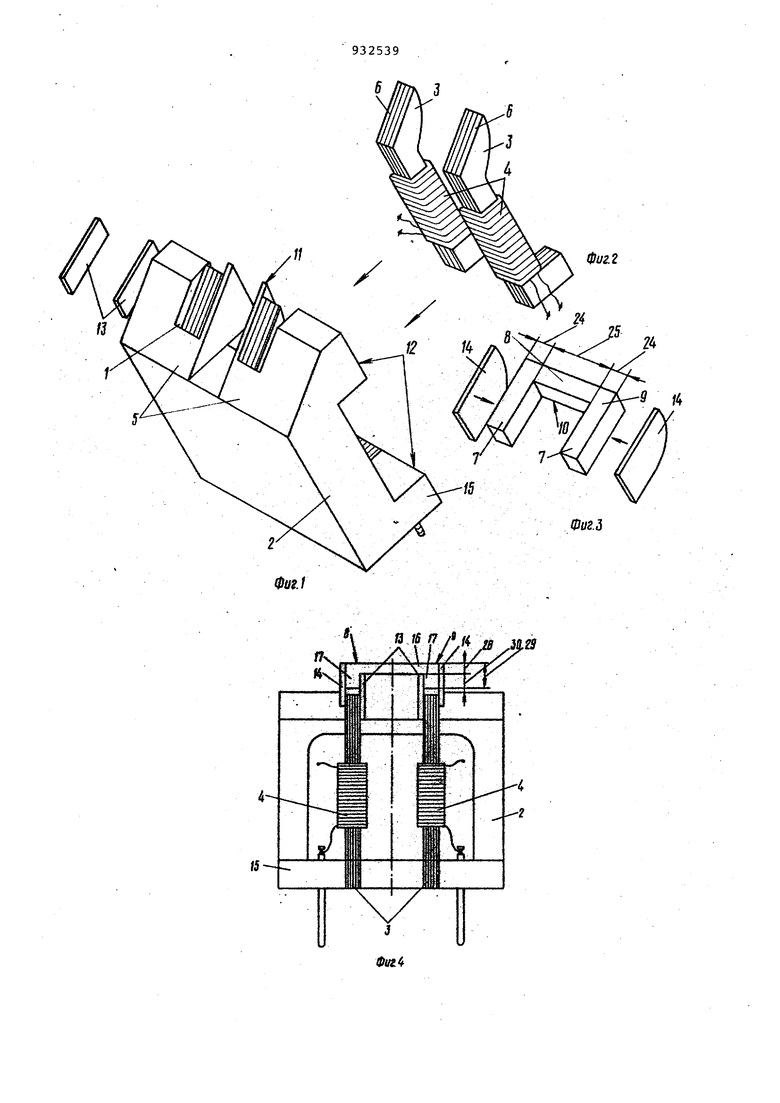
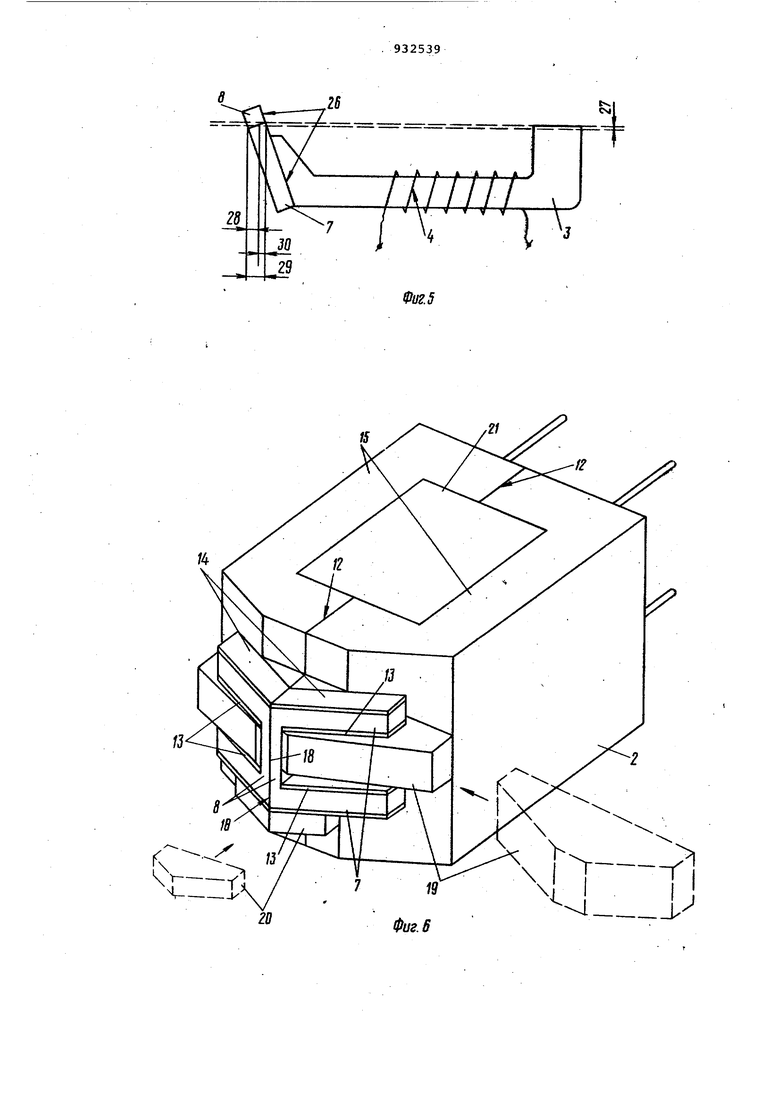
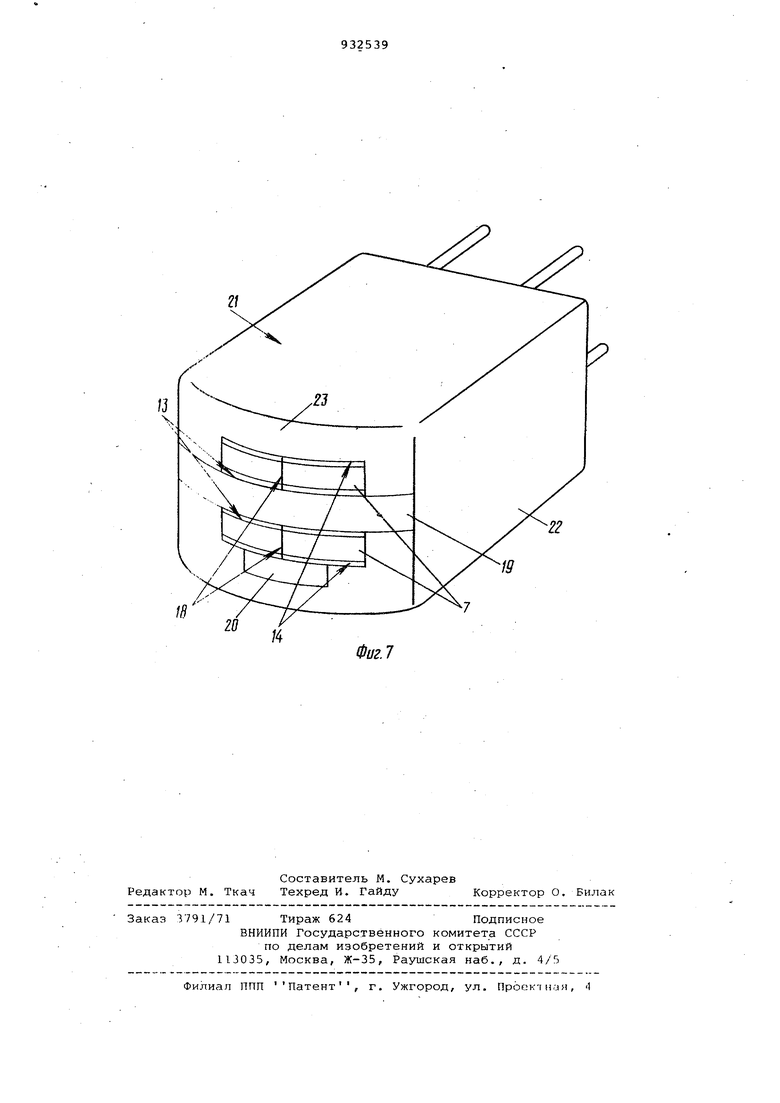
в сборе; на фи1.5 - схема последовательности, обработки полусердечник и полюсного наконечника; на фиг.б собранный блок магнитных головок без корпуса (т.е. без внешнего экрана) в аксонометрии; на фиг.7 - бл магнитных головок в корпусе.
Предлагаемый способ позволяет осуществлять изготовление блока магнитных головок в следующей последовательности.
В пазы 1, выполненные в немагнитных обоймах 2, устанавливают полусердечники 3, имеющие обмотки 4. При этом высоту полусердечников 3 со стороны лицевой поверхности 5 задают меньшей глубины пазов 1. Передняя поверхность б полусердечников обращена в сторону поверхности 5 обоймы 2. После закрепления полусердечников в обойме осуществляют обработку поверхности 5 обоймы вместе с поверхностями 6 полусердечников, снмая часть технологического припуска после чего с этой же стороны к полусердечникам прикрепляют полюсные наконечники 7, имеющие перемычку 8. Полюсные наконечники вместе с перемычкой образуют как бы П-образную накладку 9, которую устанавливают таким образом, чтобы одно из внутрених ребер 10 перемычки 8 было на одном уровне с ребром 11, образованным пересечением поверхности 6 и плоскости разъема 12 обоймы 2. Одно временно с установкой накладок 9 с обеих сторон полюсных наконечников закрепляют износостойкие немагнитные разделительные прокладки 13 и 14, в результате чего образуется полублок 15, который далее обрабатывают по плоскости разъема 12 и со стороны участка 16 перемычки 8 до тех пор, пока ширина перемычки на этом участке 16 не станет меньшей по сравнению с высотой участков 17 полюсных наконечников 7 относительно предварительно заданной величины Обработанные полублоки скрепляют между собой по плоскости разъема 12 через немагнитную прокладку 18, в месте нахождения которой образуется рабочий зазор блока головок,получая из двух полублоков полный блок или, что то же самое - отдельную магнитную головку на соответствующем уровне блок. Между такими головками устанавливается магнитомягкий экран 19. Прикрепляя износостойкую магнитмягкую пластину 20 к одной из разделительных прокладок полюсных наконечников, возможно повысить равномерность износа блока 21 магнитных головок, установленного в корпусе 22, со стороны рабочей поверхности 23 этого блока, В процессе изготовления блока обработку рабочей поверхности оканчивают тогда, когда полностью будет снята перемычка 8 полюсных наконечников. В этом случае обеспечивается требуемая глубина рабочего зазора. На фиг. поз. 24 показана ширина полюсных наконечников; поз.25 - длина перемычки; 26 - плоскость сопряжения полюсных наконечников с торцовым участком полусердечника; поз.27- величина припуска, который снимают . в процессе обработки полусердечников и полюсных наконечников; поз. 28 ширина участка 16 перемычки 8; поз. 29 - высота (длина) участков 17 полюсных наконечников и поз. 30 величина глубины рабочего зазора. Исходя из этих позиций, становитс ясным, что в процессе изготовления блока магнитных головок съем припуска 27 с обрабатываемой поверхности полусердечника и полюсного наконечника производят до тех пор, пока ширина 28 участка 16 перемычки 8 не достигнет величины меньшей, чем дли на 29 участков 17 полюсного наконеч ника 7 на величину, равную глубине 30 рабочего зазора. Предлагаемый способ позволяет с помощью достаточно простых приемо и средств повысить точность располо жения отдельных головок в блоке и, что самое важное, повысить точность формирования рабочих зазоров, а это позволяет с высокой достоверностью осуществлять запись и воспроизведение информации на магнитный носител Формула изобретения Способ изготовления блока магнит ных головок, включающий формировани полублоков из магнитомягких полусер дечник ов, прикрепление к ним износо стойких полюсных наконечников, размещение полусердечников в пазах немагнитных обойм, обработку полученных полублоков по плоскости разъема, формирование рабочего зазора путем скрепления полублоков между собой через немагнитную прокладку, установку разделительных прокладок и магнитомягких экранов, отличающийся тем, что, с целью повышения точности размещения отдель ах головок в блоке и уменьшения разброса его выходных электрических парс1метров, полюсные наконечники каждого полублока формируют с перемычкой, скрепляющей их на участке рабочего зазора, укрепляют nonneiosie наконечники вместе с разделительными прокладками на рабочей поверхности полублоков, обрабатывают последние по плоскости разъема до достижевяя перемычкой полюсных наконечников ширины, меньшей длины обрабатываемой поверхности полюсных наконечников на величину, равную глубине рабочего зазора, скрепляют полублоки через немагнитную прокладку, формируют расположенную между разделителыплли прокладками и перемычками полюсных наконечников полость, в которую помещают износостойкий магнитомягкий экран, после чего полученный блок магнитных головок обрабатывают по рабочей поверхности до полного удаления указанной перемычки. Источники информации, принятые во внимание при экспертизе 1. Патент Японии № 52-25724, кл. 102 Е 50, 1977. 2.Патент США № 3391453, кл. 29-603, 1968. 3.Патент США 3840984, кл. 29-603, 1974. 4.Патент ФРГ № 2756834, кл. G 11 В 5/22, 1979 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления магнитной головки | 1990 |
|
SU1728883A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Двухдорожечный блок магнитных головок | 1982 |
|
SU1081655A1 |
| Способ изготовления магнитных головок | 1984 |
|
SU1244707A1 |
| Блок магнитных головок | 1981 |
|
SU995116A1 |
Д|1.jil.
tv.|
см|
иг.5
21
22
ю
Фиг. 7
