Изобретение относится к металлургической промышленности.
Известна жесткая затравка радиальной установки непрерывной разливки металлов, применяемая для вытягивания слитка из кристаллизатора с помощью тянущей клети. Затравка выполнена из групп одинаково расположенных дуговых звеньев, каждая из которых жестко соединена с соседней группой, причем на внешние звенья каждой группы жестко установлены боковины [1] .
Недостаток этой затравки заключается в том, что при прохождении ее через валки тянущей клети увеличиваются контактные напряжения. Поверхностью катания каждого отдельного звена такой затравки своя и давление клети осуществляется не на всю ширину, а на отдельные звенья, что влечет за собой раскат их и потерю геометрических параметров.
Известна затравка радиальных машин непрерывного литья металлов, содержащая последовательно расположенные криволинейные звенья, концы которых соединены между собой осями, причем одна из осей каждой пары жестко установлена в одном из звеньев и с кольцевым зазором в другом.
Причина, препятствующая получению требуемого технического результата, заключается в том, что в процессе прохождения затравки через валки тянущей клети направляющие ролики деформируются. Необходима точная выставка их. Соединение же криволинейных звеньев осями с кольцевым зазором способствует постепенному изменению кривизны затравки, что приводит к отклонению головной части от окна кристаллизатора. В результате происходит непопадание затравки в кристаллизатор или раннее расцепление слитка с затравкой.
Сущность изобретения заключается в том, что в жесткой затравке, включающей последовательно расположенные криволинейные звенья, концы которых соединены осями, оси посажены в сферические подшипники, запрессованные в концы звеньев, и соединены пластинами, снабженными регулирующими винтами, опирающимися на концы звеньев.
Соединение криволинейных звеньев пластинами и осями, посаженными в сферические подшипники, запрессованные в концы звеньев, позволяет звеньям поворачиваться относительно друг друга на некоторый угол с сохранением их общей оси. Снабжение пластин регулирующими винтами, опирающимися на концы звеньев, дает возможность регулировать отклонение головной части затравки относительно кристаллизатора. Все это позволяет центрировать затравку относительно кристаллизатора и тем самым повышать надежность работы и затравки и всей машины непрерывного литья металлов в целом.
Сопоставительный анализ с прототипом показывает, что предлагаемая затравка отличается тем, что оси, соединяющие криволинейные звенья, посажены в сферические подшипники, запрессованные в концы звеньев и соединены пластинами, снабженными регулирующими винтами, опирающимися на концы звеньев.
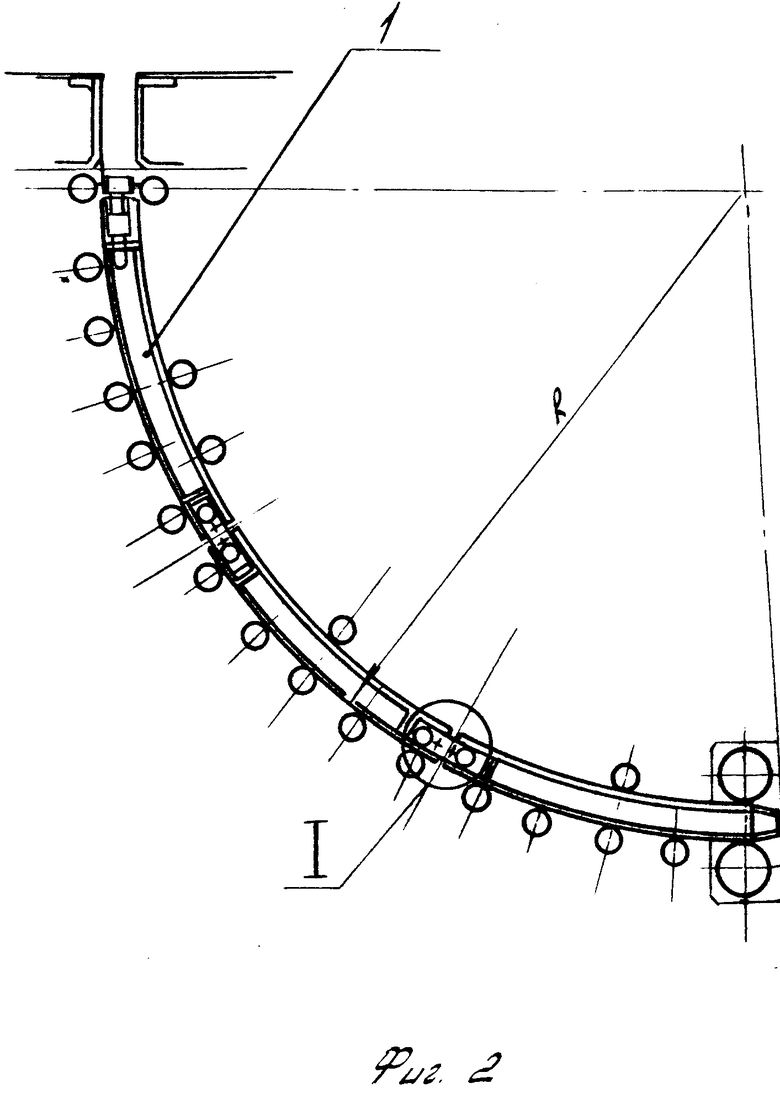
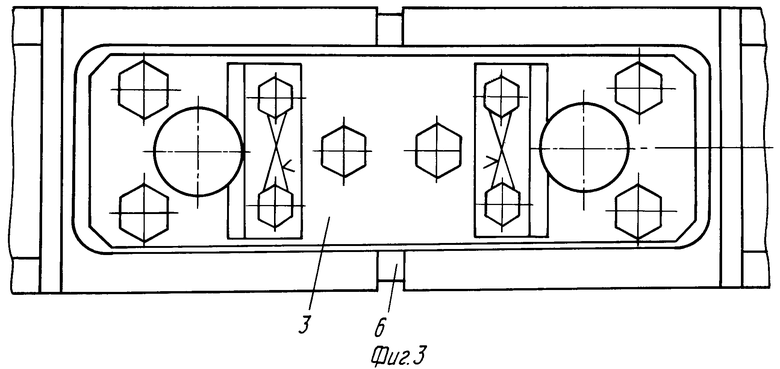
На фиг. 1 изображена предлагаемая затравка в сборе, вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - увеличенный вид соединения криволинейных звеньев; на фиг. 4 - разрез в плане этого же соединения.
Жесткая затравка радиальной машины непрерывного литья металлов состоит из последовательно расположенных криволинейных звеньев 1, концы которых соединены осями 2 и пластинами 3. Оси посажены в сферические подшипники 4, запрессованные в концы звеньев. Пластины, скрепляющие концы звеньев, снабжены регулирующими винтами 5.
Предлагаемая затравка, состоящая из криволинейных звеньев 1 коробчатого сечения, выставляется по базовому радиусу R. К одному из звеньев приваривается пригоночный клин 6, который после выставки крепится и к другому звену. Концы звеньев соединяются между собой пластинами 3 и осями 2, проходящими через сферические подшипники 4. Это позволяет звеньям поворачиваться друг относительно друга на некоторый угол. Этот поворот ограничивается регулирующими винтами. (56) 1. Авторское свидетельство СССР N 276336, кл. B 22 D 11/08, 1986.
2. Авторское свидетельство СССР N 350324, кл. B 22 D 11/08, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горизонтальная машина для непрерывного литья заготовок | 1984 |
|
SU1316151A1 |
| ГИБКАЯ ЗАТРАВКА | 2002 |
|
RU2193472C1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| МАШИНА ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1992 |
|
RU2030961C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 2010 |
|
RU2436652C1 |
| ГИБКАЯ ЗАТРАВКА | 2004 |
|
RU2258576C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2038916C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ОТЛИВКИ КРУГЛЫХ СЛИТКОВ | 1992 |
|
RU2038905C1 |
| Машина непрерывного литья металлов | 1980 |
|
SU869945A1 |
| Способ непрерывного литья металлов | 1984 |
|
SU1134287A1 |

Сущность: жесткая затравка выполнена в виде звеньев 1, концы которых соединены осями 2, причем в концы звеньев запрессованы сферические подшипники 4, а оси 2 посажены в подшипники и соединены пластинами 3 с регулирующими винтами 5, опирающимися на концы звеньев 1. Затравка обеспечивает возможность центрирования относительно кристаллизатора, повышая надежность работы. 3 ил.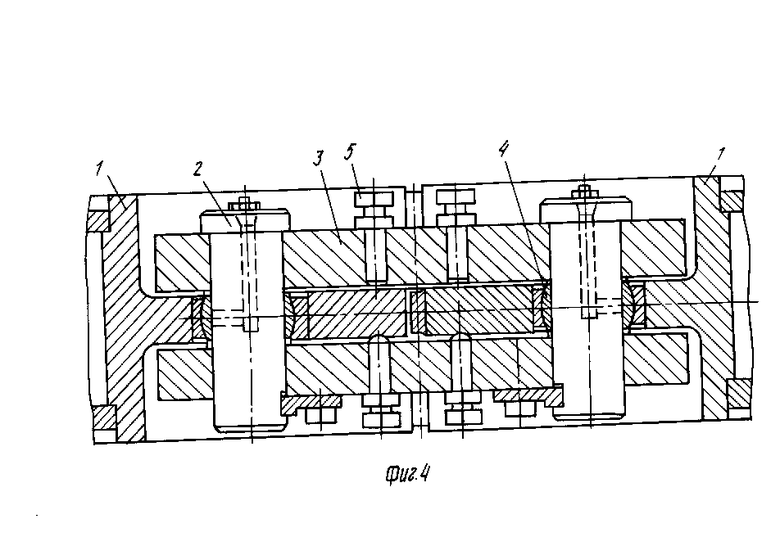
ЖЕСТКАЯ ЗАТРАВКА РАДИАЛЬНОЙ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ, содержащая последовательно расположенные криволинейные звенья, концы которых соединены осями, отличающаяся тем, что, с целью повышения надежности в работе путем центрирования затравки относительно кристаллизатора, звенья выполнены с запрессованными в их концы сферическими подшипниками, а оси посажены в подшипники и соединены пластинами с регулирующими винтами, опирающимися на концы звеньев.
