1n
Итобрстеиме относится к области метлллургни, п ч; стмости к горизонтальному ЛИТЬЮ металлов и сплавов,
Целью тобрртрння является повышение качегтпа заготовок и стойкости кристаллизлтора.
На чертеже изображена машина, щий вид, частичный разрез по оси.
Машина состоит из рамы 1, на которой жестко закреплены подушка 2, опора 3 подшипника, опора 4 с рольгангами для вторичного охлаждения, тянущая клеть 5, узел разделения заготовок 6, холодильник 7 с рольгангами и кантопателем. На опоре подтип пика 3 устаиоп.неи корпус 8 сямоуста- навливающегося подшипника, во внутреннюю обойму 9 которого вмонтирован кристаллизатор 10. В кристаллизатор 1 устанарливагат металлопровод 11, кото рьт поджимают к кристаллизатору фланцем 12 и крепежными элементами 13, к кристаллизатору жестко присоединен металлоприемник 1А крепежными зле- ментами 15. На втором конце кристаллизатора установлены грузы 16 и 17. Груз 17 установлен на направляющей 1 и соединен с гидроцилиндрок 19, кото Ппгл в CHciM очередь соядииеи с датчиком 20 и корпусом 8 1и дп игника или рлг ой I . R кристаллизатор введена за i;),r-;.o 31. На опоре А установлено втричное (1хлаж,г1ение 22, кpиcтaJтлИL f тop снаОжеи фиксатором 23, Под крисшл- лпзатором установлены вьтвижшле шла- 2А и 25.
К ристллпизатор установлен в само- уотан,-1вл |нлю1цемся подшипнике для обесг(ече(гия возможности поворота оси кристаллизатора вдоль технологичес- кой оси с наименьшим усилием вытяги- влния. Конструкция самоустанавливающегося подшипника может быть как со сферическими сочленениями различных видов, так и им эквивалентнь1х. Наи- более распространенной эквивалентной конструкцией самоустанавливающегося подшипника является шарнир Гукя-Кар- длна. Последний выполнен в виде двух концпнтричес:ких обойм с цапфами При этом ркутренняя обойма устанав- личается на цапфах в отверстиях (подшипниках) наружной , и ось цапф повернута на 90 относительно оси цапф наружной обоймы, наружная обойма устаиавлии.чп ся ц.чпфами нл раме р подшипник.IX.
Металло1трио ч1111 жестко сс единен с кристаллизагот .п для cificr печпнил
1 - 2
их сонместног о перемещения при изменении технологической оси.
Передвижной противовес устамоп- лен на кристаллизаторе для уравновешивания веса металлоприемника и пос- ТОЯННО1-О количества жидкого металла, соответствующего выбранному уровню. Количество противовесов может быть один или несколько и определяется (зависит) конструкцией машины и датчиков.
Датчики установлены на металло- приемнике для определения изменений веса жидкого металла в металлоприем- нике по отноще11ию заданного уровня и выдачи команды системе уравновешивания. Датчики могут быть как весовые, так линейного или другого типа (например, гидроцилиндр).
Автопатическая система уравновешивания для компенсации изменений веса жидког о металла з металлоприемнике отйосительно заданного уровня .может быть выполнена в виде груза, перемещаемого гидроцилиидром и пружиной вдоль, кристаллизатора при отклонении веса жидкого металла в металлоприемнике от заданного уровня;
п виде груза, перемещаемого вдоль оси кристаллизатора реверсивным электромотором;
н виде гидроцилиндра, создающего момент, уравновешивающий вес металлоприемника с металлом;
электромагнита, создающего момент, урапповенгивающий металлоприемник с металлом.
Машину к разливке готовят следующим образом.
Пь ставляют кристаллизатор 10 по уровню и закрепляют фиксатором 23. Вводят в кристаллизатор 10 затравку 21 и уплотняют ее с другой стороны. Затем в кристаллизатор 10 устанавли- нают металлопровод 11, Который поджимают к кристаллизатору фланцем 12 и крепежт мии элементами 13. Соединяют ме7аллоприемник 14 с кристаллизатором 10 с помощью н акатной тележки или кранового приспособления и закрепляют крепежными элементами 15. При этом металлопровод 11 входит в посадочное гнездо металлоприемника 14.
Передвигают груз 16 вдоль кристаллизатора 10 до отметки, соответству- ю(ией уравновешиванию веса металлоприемника и веса жидкого металла, который постоянным в металлоприием313
нике (рассчитывается по объему или устанавливается опытным путем), и закрепляют ег о.
Между подушкоП 2 и металлоприемни ком 14 устанавливается датчик 20 из- менения веса. Груз 17 устанавливают в положение, соответствующее нулевом положению датчика.
При заполнении металлоприемника до необходимого уров}гя жидким метал- лом снимают кристаллизатор 10 с фиксатора 23 и включают в работу систему автоматического уравновешивания включающую датчик 20, гидроцилиндр 19, груз 17 и систему сообщения. При отсутствии уравновешивания всей системы датчик 2Q отклоняется от нулевого положения и дает команду гидро- цилиндру 19 на перемещение груза 17 и тем самым уравновешивает всю систему. При разливке металла уровень металла в металлопри 2мнике изменяется относительно заданного уровня. Эти изменения компенсируются перемещением груза 17.
После того как основной ковш съехал и металл остался только в метал- лоприемнике, кристаллизатор ставят на фиксатор и разливают остаток металла из металлоприемника.
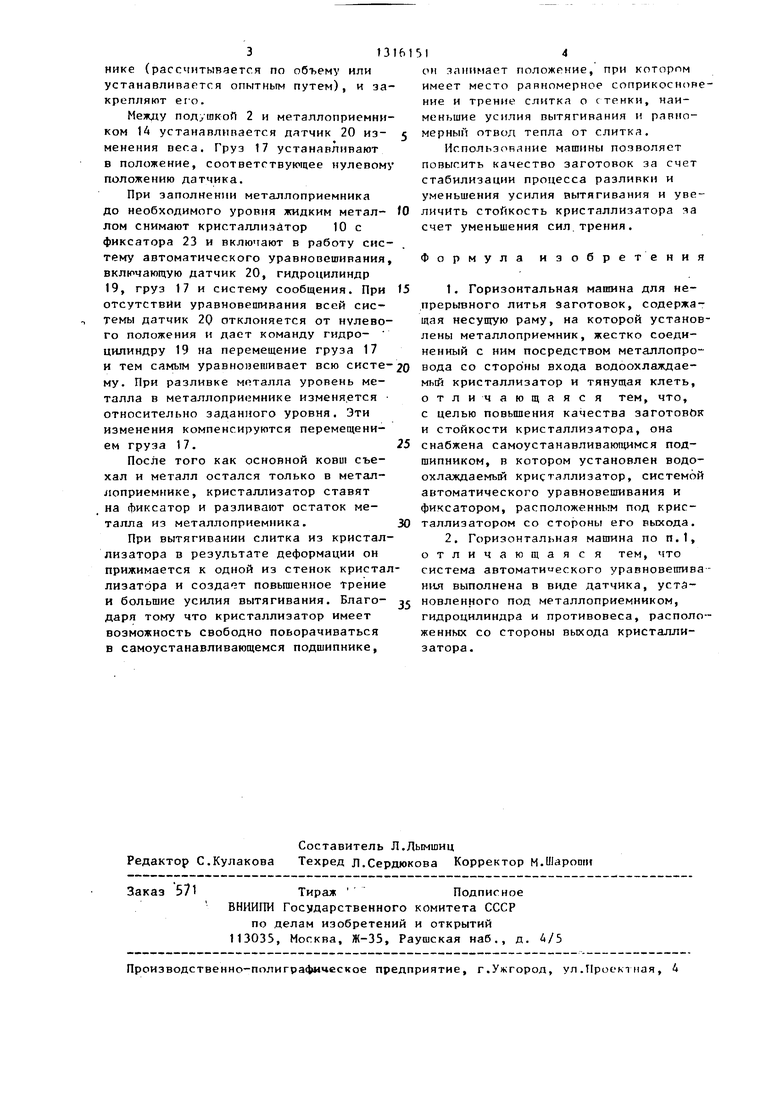
При вытягивании слитка из кристаллизатора в результате деформации он прижимается к одной из стенок кристаллизатора и создает повьппенное трение и большие усилия вытягивания. Благо- даря тому что кристаллизатор имеет возможность свободно поворачиваться в самоустанавливающемся подшипнике.
Составитель Л.Лымшиц Редактор С.Кулакова Техред Л.Сердюкова Корректор М.Шароши
Заказ 571Тираж Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Tlpoohiмая, 4
514
он занимает положение, при котором имеет место ранномерное соприкосновение и трение слитка о стенки, наименьшие усилия вытягивания и равномерный отвод тепла от слитка.
Использование машины позволяет повысить качество заготовок за счет стабилизации процесса разливки и уменьшения усилия вытягивания и увеличить стойкость кристаллизатора за счет уменьшения сил.трения.
Формула изобретения
1.Горизонтальная машина для непрерывного литья заготовок, содержащая несущую раму, на которой установлены металлоприемник, жестко соединенный с ним посредством металлопро- вода со сторо ны входа водоохлаждае- мый кристаллизатор и тянущая клеть, отличающаяс я тем, что,
с целью повьш1ения качества заготовок и СТО1ЧКОСТИ кристаллизатора, она снабжена самоустанавливающимся подшипником, в котором установлен водо- охлаждаемый кристаллизатор, системой автоматического уравновешивания и фиксатором, расположенным под кристаллизатором со стороны его выхода.
2.Горизонтальная машина по п.1, отличающаяся тем, что система автоматического уравновешива НИЛ выполнена в виде датчика, установленного под металлоприемником, гидроцилиидра и противовеса, расположенных со стороны выхода кристаллизатора.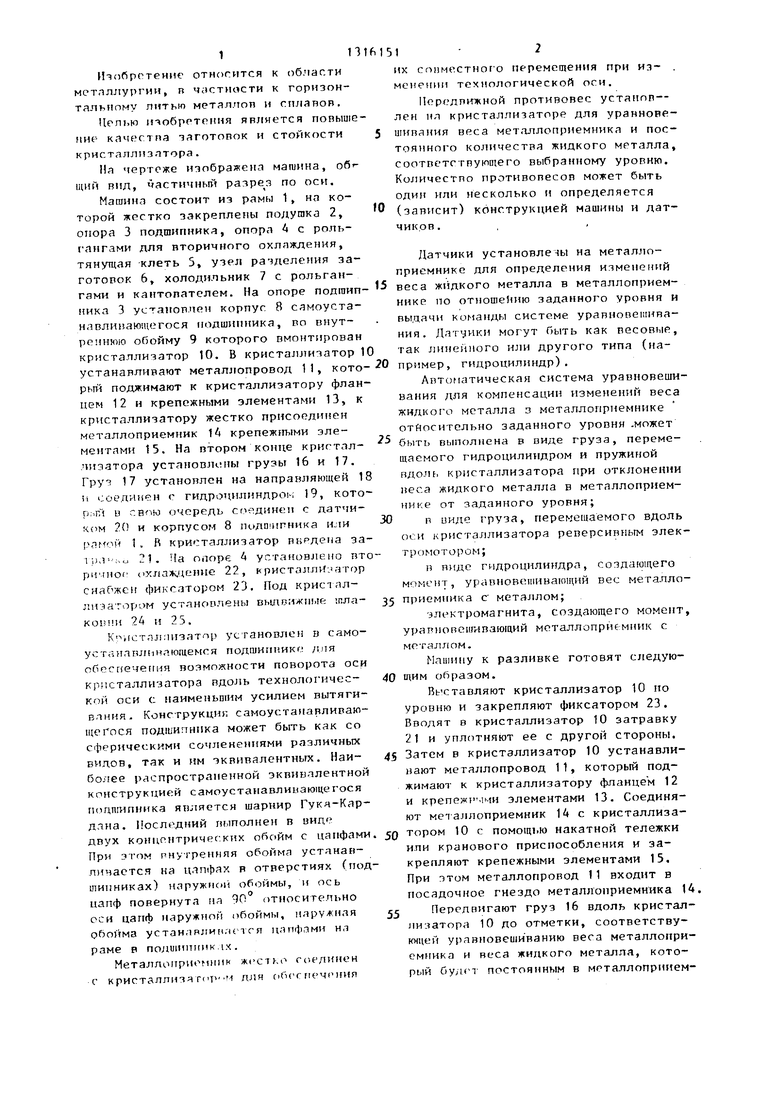
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ | 1992 |
|
RU2030961C1 |
| Горизонтальная машина непрерывной разливки металлов в круглые заготовки | 1983 |
|
SU1168327A1 |
| Наклонно-прямолинейная машина для непрерывного литья тонкослябовых и сортовых заготовок малого сечения | 1990 |
|
SU1799676A1 |
| Способ непрерывного литья металлов и машина для его осуществления | 1990 |
|
SU1792796A1 |
| Способ непрерывного горизонтального литья заготовок | 1986 |
|
SU1348057A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1984 |
|
SU1150831A1 |
| Способ непрерывного горизонтального литья чугуна и установка для его осуществления | 1983 |
|
SU1118477A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| ТЯНУЩЕЕ УСТРОЙСТВО УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ ГОРИЗОНТАЛЬНОГО ТИПА | 1978 |
|
SU825273A1 |
| Способ непрерывного горизонтального литья металлов | 1982 |
|
SU1088206A1 |
Изобретение относится к области металлургии, конкретно к машине не- прерьгоного литья горизонтального типа. Цель - повьппение качества заготовки и стойкости кристаллизатора за счет уменьшения сип трения и усилия вытягивания. В горизонтальной машине, содержащей раму, кристаллизатор 10, соединенный через металлопровод 11 с металлоприемником 14, и тянущую клеть 5, кристаллизатор 10 вмонтирован в корпус 8 самоустанавливающего - ся подшипника, с одной стороны он соединен жестко с металгоприемником, а с другой - с системой автоматического уравновешивания, выполненной в виде датчика 20, гидроцилиндра 19 и груза 17. 1 з.п. ф-лы, 1 ил. 9 Ю 19 П Ш /J П 15 д Ч / / о 20 2 гч (Л с со 05 сл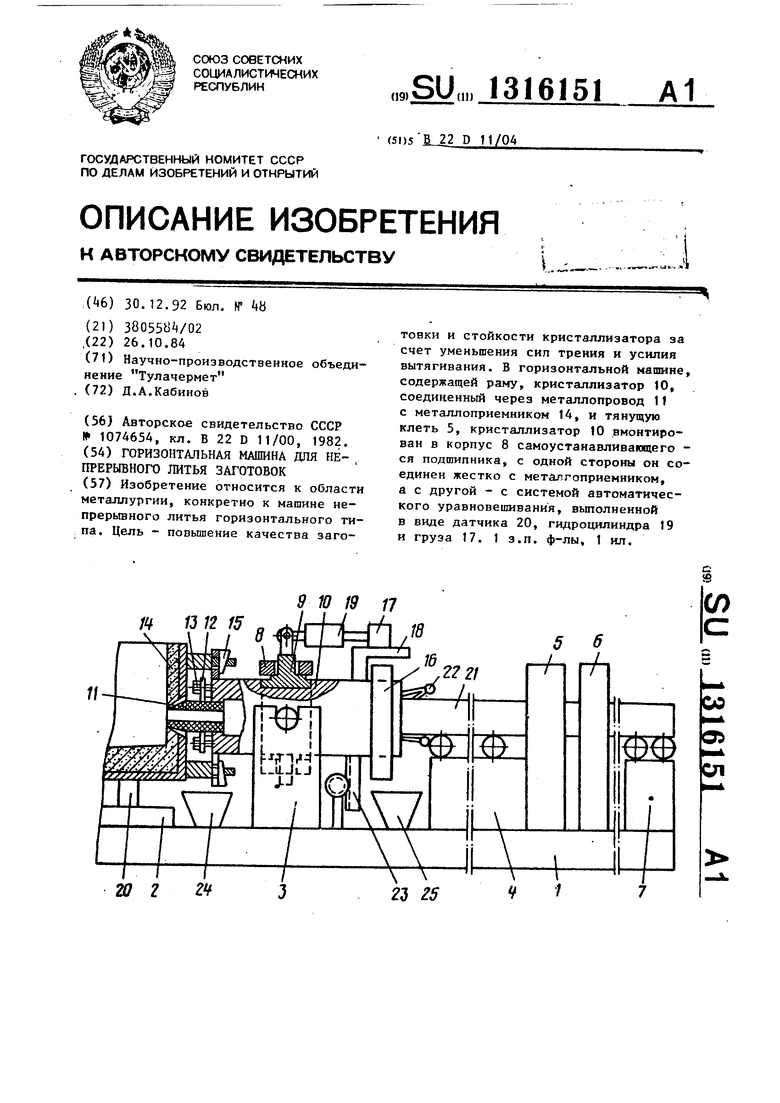
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1074654A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
